层叠式挤出机头对短纤维取向的对比实验研究
2015-08-16李利王振鲁边慧光谢超林张萌
李利,王振鲁,边慧光,谢超林,张萌
(青岛科技大学机电工程学院,山东 青岛 266061)
层叠式挤出机头对短纤维取向的对比实验研究
李利,王振鲁*,边慧光,谢超林,张萌
(青岛科技大学机电工程学院,山东 青岛 266061)
针对层叠式取向机头和普通挤出机头两种不同构型的机头安装在挤出机上,在相同的机头压力、机头温度和螺杆转速等实验条件下进行挤出成型对比实验,并采用有限元模拟的方法对层叠式取向机头和普通挤出机头流道内的压力场进行了对比分析,保证短纤维增强橡胶复合材料的挤出成型及其质量。结果表明,层叠式取向机头使短纤维在橡胶基体中的径向取向度比普通挤出机头高,对短纤维增强橡胶复合材料的挤出成型质量及性能也比普通机头要好。
机头构型;短纤维取向;挤出成型;材料性能
1 实验装备及仪器
1.1 挤出机
短纤维增强橡胶复合材料的挤出成型是在挤出机上完成的,本文使用Φ65销钉机筒橡胶冷喂料挤出机,如图1所示。该挤出机适用于多种胶料的挤出。另外,本文所做的实验研究主要围绕自行设计的层叠式取向机头展开,如图2所示。
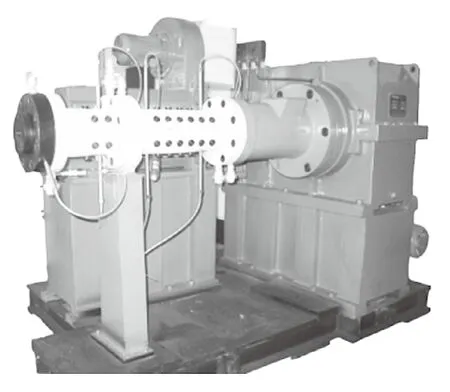
图1 Φ65橡胶冷喂料挤出机
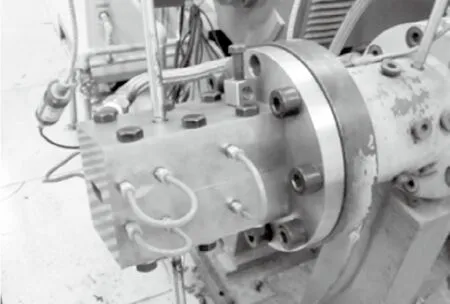
图2 层叠式取向机头
1.2 其他辅助设备
X(S)M-1.7L密炼机,青岛科技大学制造; QLB-D 平板硫化机,上海第一橡胶机械厂制造; X(S)K-160开炼机,上海橡胶机械厂生产; UM-2050门尼黏度仪,优肯科技股份有限公司生产; UT-2060拉力试验机,优肯科技股份有限公司生产; GT-7016-AB气压式自动切片机,高铁科技股份有限公司生产;MM4130C无转子硫化仪,北京环峰化工机械实验厂生产;实验用光学显微镜; GT-2012-D磨耗试验机,高铁科技股份有限公司生产。
2 实验配方及条件
2.1 原材料及配方
本实验选用橡胶产品中最具有代表性的全钢子午线轮胎胎面胶配方,原材料及主要性能如表1所示,配方如表2所示。
2.2 挤出机实验条件
短纤维增强橡胶复合材料的挤出成型实验中,研究机头构型对短纤维取向以及复合材料性能的影响。所需研究的条件及其参数如表3所示。
3 实验过程
3.1 挤出机实验过程
(1)割胶:开炼机下片后,对下片的胶料进行割裁,宽度不超过50 mm。
(2)预热:按工艺条件设定挤出机塑化段、均化段及机头的温度,实施预热。
(3)挤出:根据实验方案,首先对两种结构型式的机头进行挤出成型实验研究,然后对层叠式取向机头的挤出工艺条件参数进行实验研究。
3.2 光学显微测试过程
目前没有仪器及方法能直接检测短纤维取向方向及程度,因此本文采用光学显微照相方法检测短纤维在橡胶基体中的取向方向及程度。
(1)制备试样
按标记的方向将挤出试样纵向切片,短纤维在橡胶基体中的理想取向方向如图3(a)所示,但实际上,由于短纤维有一定长度,因此,难免短纤维会与XOZ平面形成一定夹角,如图3(b)所示。
由于橡胶基体中的短纤维不能绝对竖直于平面上,切片时会切断部分短纤维,因此将试样置于四氯化碳试剂中,50℃下浸泡15 min,每隔2 min搅拌,取出试样挥发试剂后,完成试样的制备。

表1 主要原材料的主要性能

表2 实验配方表

表3 挤出成型实验的相关实验参数及条件
(2)显微照相测试
试样预处理后,用实验用光学显微镜,从挤出胶料的上表面方向,即图3(b)中的Z轴方向,对短纤维的取向方向及程度进行观察扫描。
3.3 性能测试过程
胶料硫化后进行性能测试,包括拉伸强度、撕裂强度及DIN磨耗等,测试过程如下。
(1)试样制备
为对比分析短纤维取向方向对硫化胶性能的影响,沿不同取向方向在GT-7016-AB气压式自动切片计上进行性能测试试样的制备,如图4所示。

图3 短纤维在橡胶基体中的状态
(2)性能测试
在UT-2060拉力试验机及GT-2012-D磨耗试验机上进行物理机械性能的测试,严格按照步骤和规范来操作,并记录数据。
每个试样和指标均测试5次,除去极大值和极小值,对剩余3个值取算术平均值,即测试结果为3次实验结果的平均值。
4 实验结果与分析
4.1 光学显微测试结果及分析
机头结构型式是影响短纤维取向的最关键的因素。实验中用层叠式取向机头挤出胶料,如图5所示,然后利用光学显微照相方法对得到的挤出胶料进行扫描,将得到的扫描结果与普通挤出机头的扫描结果进行对比分析。光学显微测试的具体方法如上一章所述,用实验光学显微镜从挤出胶料的上表面方向,也就是图3(b)中的Z轴方向,进行观察扫描,其结果如图6所示。
由图6可以看出:在短纤维增强橡胶复合材料的挤出成型过程中,层叠式取向机头使短纤维在橡胶基体中的径向取向度较高,而普通挤出机头基本不能使短纤维径向取向。
主要原因是层叠式取向机头在挤出成型过程中能对胶料和短纤维进行分层,这样可以减少胎面胶中轴向分布的短纤维,增加径向分布的短纤维,从而增加了对短纤维的径向取向能力;而普通挤出机头没有对胶料分层及短纤维分布起导向作用的结构,短纤维在胶料中的分布杂乱无章。

图4 性能测试试样

图5 层叠式取向机头的挤出胶料
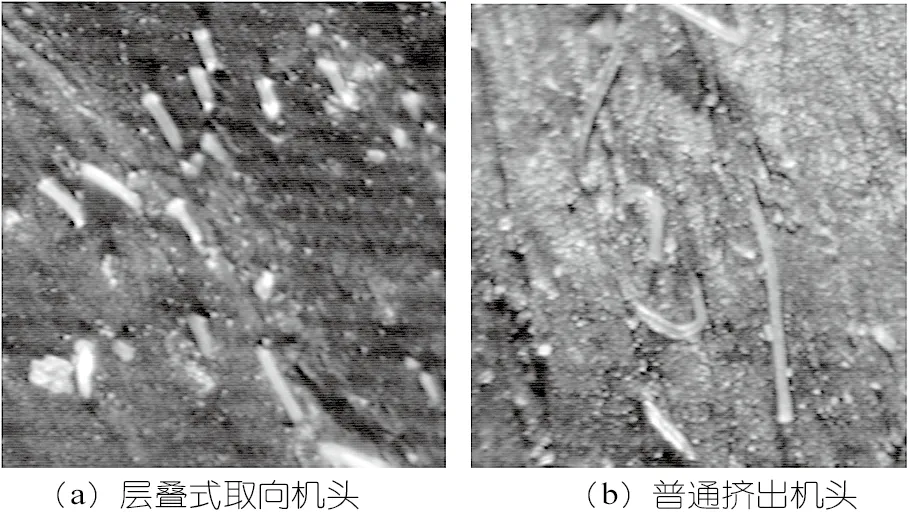
图6 机头构型对短纤维取向程度的影响
4.2 性能测试结果及分析
4.2.1 性能测试结果
性能测试的内容包括300%定伸应力、拉伸强度、抗撕裂强度、扯断伸长率、扯断永久变形、DIN磨耗体积量,通过各种性能测试来比较分析机头结构型式对短纤维增强橡胶复合材料挤出成型及其质量的影响,实验测试结果如表4所示。
为更直观地比较分析表4中的实验结果,采用柱形图对实验数据进行处理,如图7所示。
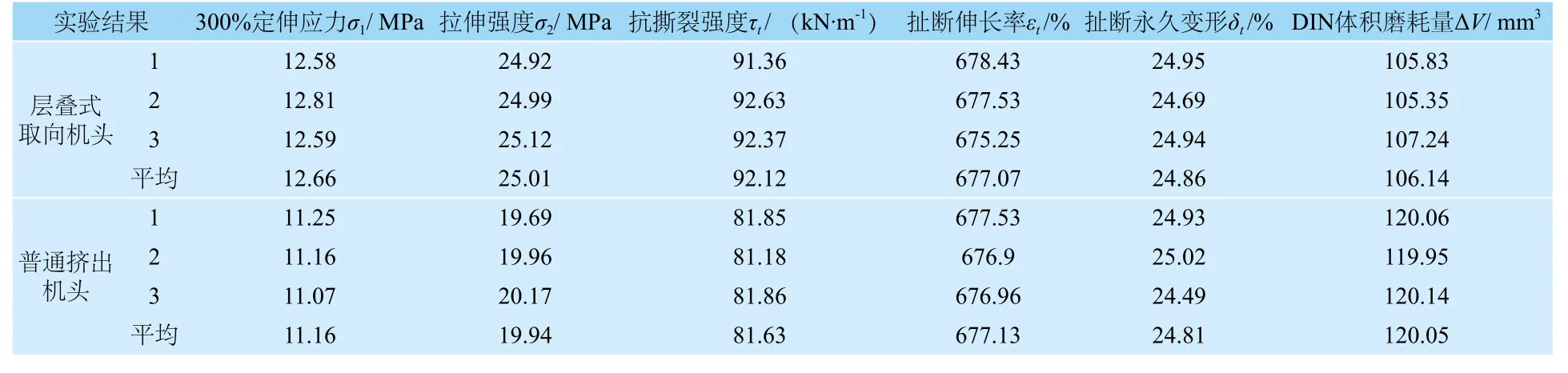
表4 机头构型对短纤维增强橡胶复合材料性能的影响
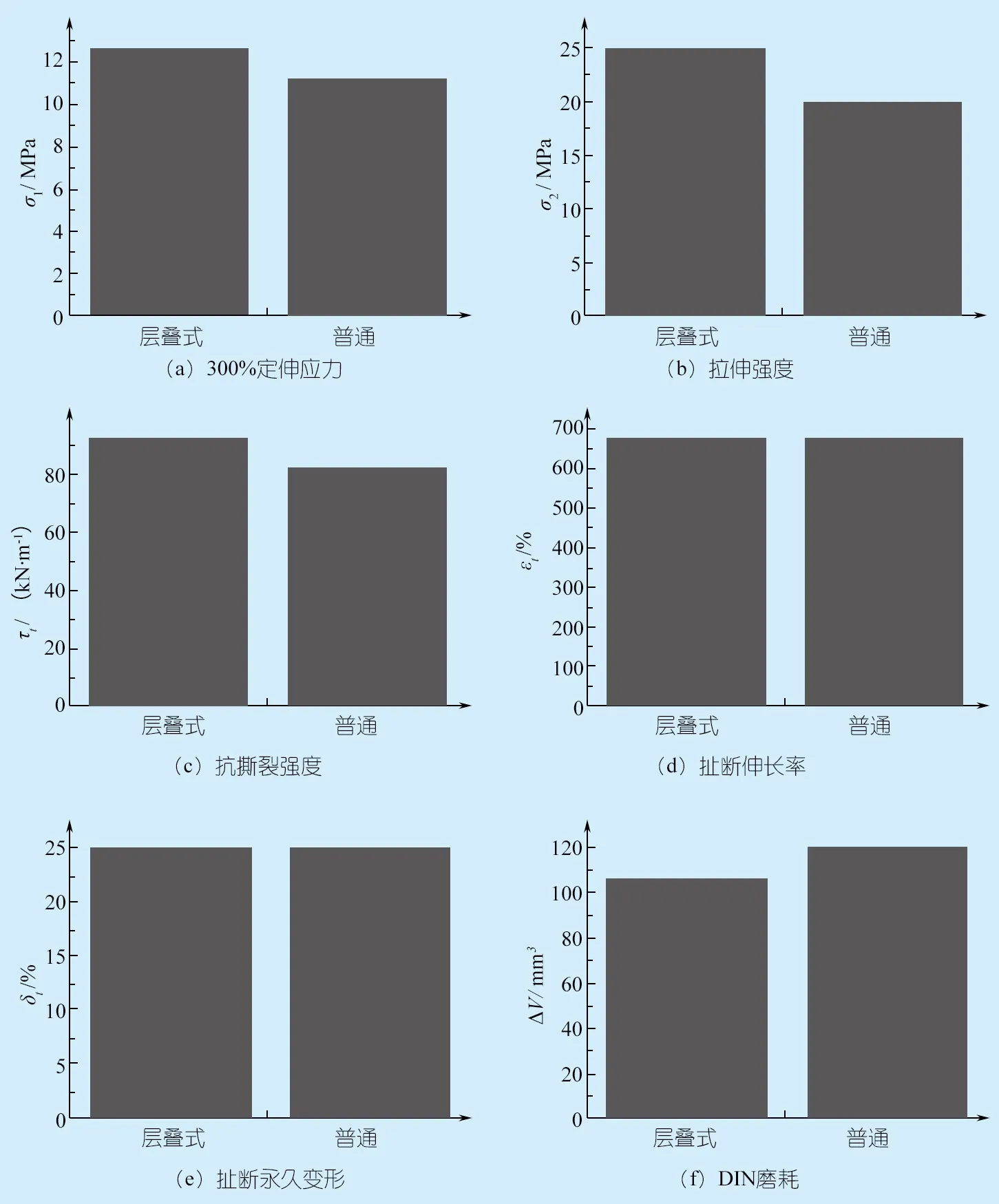
图7 机头构型对短纤维增强橡胶复合材料性能的影响
4.2.2 实验结果分析
(1)机头构型对300%定伸应力的影响
从表4和图7(a)的性能测试结果可以看出,层叠式取向机头制备的短纤维增强橡胶复合材料的硫化胶(记为L1胶),其300%定伸应力高于普通挤出机头制备的短纤维增强橡胶复合材料的硫化胶(记为L2胶)。
(2)机头构型对拉伸强度的影响
从表4和图7(b)的性能测试结果可以看出,层叠式取向机头制备的硫化胶的拉伸强度明显高于普通挤出机头制备的硫化胶,这与机头构型对300%定伸应力的影响是相同的。
(3)机头构型对抗撕裂强度的影响
从表4和图7(c)的性能测试结果可以看出,层叠式取向机头制备出的L1胶的抗撕裂强度高于普通挤出机头制备的L2胶的抗撕裂强度。
(4)机头构型对扯断伸长率的影响
从表4和图7(d)的性能测试结果可以看出,L1胶和L2胶的扯断伸长率相当。
(5)机头构型对扯断永久变形的影响
从表4和图7(e)的性能测试结果可以看出,L1胶的扯断永久变形与L2胶的扯断永久变形也基本一致。
(6)机头构型对DIN磨耗的影响
从表4和图7(f)的性能测试结果可以看出,L1胶的DIN磨耗小于L2胶的DIN磨耗,大约降低了12%,表明L1胶的耐磨性较好。
对表4和图7的性能测试结果进行总体分析可得:层叠式取向机头所制备的短纤维增强橡胶复合材料的物理机械性能整体上优于普通挤出机头所制备的短纤维增强橡胶复合材料的物理机械性能,因为前者对短纤维增强橡胶复合材料进行了分层挤出,在增加对胶料的剪切与拉伸作用的同时,使短纤维及胶料分层排列。这不但增加胶料的致密度,提高胶料的拉伸强度与抗撕裂强度等,而且提高短纤维在橡胶基体中的径向取向程度,使挤出胶料具有较高的耐磨性,从而获得物理机械性能较高的短纤维增强橡胶复合材料。
5 总结
通过以上结果分析可以看出,在相同的机头压力、机头温度和螺杆转速等实验条件下,研究不同构型的机头对短纤维取向程度和短纤维增强橡胶复合材料的挤出成型质量的影响,结果分析表明,层叠式取向机头使短纤维在橡胶基体中的径向取向度比普通挤出机头高,层叠式取向机头对短纤维增强橡胶复合材料的挤出成型质量及性能的影响要优于普通机头,同时为以后实验选取层叠式取向机头的最佳挤出工艺提供了有利的条件。
[1] 张萌. 层叠式取向机头的挤出机理及实验研究[D],青岛:青岛科技大学,2013.
[2] 张德伟. 短纤维-橡胶复合材料混炼机理及实验研究[D]. 青岛:青岛科技大学,2009.
[3] 崔时虎. 短纤维增强橡胶及其取向机头的研究[J]. 橡胶技术与装备,1990,(4),1~11.
[4] 刘洪涛,周彦豪,张兴华. 有机短纤维增强橡胶复合材料研究进展[J],高分子材料科学与工程,2004,20(3): 41~45.
[5] 张立群,周彦豪,张宇东,等. 短纤维橡胶复合材料动态力学性能研究[J]. 橡胶工业,1994,41:538~542.
Study on short fber orientation for Cascading the extrusion head with contrast experiment
Study on short fber orientation for Cascading the extrusion head with contrast experiment
Li Li, Wang Zhenlu, Bian Huiguang. Xie Chaolin, Zhang Meng
(Qingdao university of science and technology ,Qingdao,266061,Shandong)
Under the same experimental conditions such as head pressure、 temperature and screw speed, A contrast experiment research was made between the cascading extrusion head and normal excavation head which installed in the extruder. And the contrast analyzed the pressure feld adopts themethod of fnite element simulation to ensure that the short fber reinforced rubber composite extrusion forming and its high quality. The results show that cascading orientation head can make radial orientation degree of short fiber in rubber matrix higher than normal extrusion, and reinforced rubber composite extrusion forming quality and the performance is better than normal head too.
head confguration; short fber orientation; extrusion forming; material performance
TQ330.44
:1009-797X(2015)03-0005-05
BDOI:10.13520/j.cnki.rpte.2015.03.002
(XS-03)
李利(1972-),女,青岛科技大学机电学院副教授,主要从事高分子材料成型技术研究工作。
2013-11-11
国家自然科学基金资助项目(51345006);高等学校博士学科点专项科研基金资助课题(20123719120004);山东省博士基金(BS2011ZZ005);青岛市科技计划基础研究项目(11-2-4-3-(11)-jch)。
*通讯联系人。
