退役火炮身管应用于接箍的再制造方法研究
2015-08-04刘付杰皇甫列锋72478部队济南250000
王 明,刘付杰,皇甫列锋,隋 珅(72478部队,济南250000)
退役火炮身管应用于接箍的再制造方法研究
王明,刘付杰,皇甫列锋,隋珅
(72478部队,济南250000)
军用钢材性能优良,若退役军用钢材直接报废将造成优质资源的浪费。油管接箍等石油装备服役工况恶劣,容易发生应力腐蚀失效。参考石油装备有关标准,通过试验对退役火炮身管材料的结构尺寸、化学成分、拉伸性能、抗冲击性能、硬度等参数进行对比分析,证明退役火炮身管能够较好地满足石油装备材料的使用性能要求,可作为生产接箍的高性能原材料。采用火炮身管制造油管接箍,既可以充分利用资源,又可以降低接箍成本,增加油田经济效益。
军用钢材;火炮身管;再制造;接箍
与普通钢材相比,军用钢材具有优良的使用性能。军用火炮身管服役于高温差、燃气冲刷和爆炸冲击等极端复杂的环境,既具有良好的强度和韧性,又具有较高的耐蚀、耐磨等表面使用性能。退役军用钢材若直接报废,高质量钢材无法得到有效利用,对资源与环境造成较大压力。石油石化领域装备种类繁多,在井下及海水中长期受到磨损及腐蚀破坏,导致装备及部件极易发生破坏失效。油管接箍在油田服役过程中,在湿硫化氢环境下容易发生应力腐蚀[1],腐蚀破坏失效时有发生,例如某油田接箍材质为N80钢级,从下井使用直至接箍发生应力腐蚀失效服役时间只有3个月左右[2]。油管接箍开裂会导致管柱落井,造成停产甚至井筒堵塞,某西部油井就因为油管接箍开裂导致油管落井[3]。军用钢材以其良好的强度与表面性能可以满足油管接箍在恶劣工况下工作要求。火炮身管形状规则,利于加工和再制造,退役火炮身管再制造为接箍,既充分挖掘材料潜力,又可以提高油田经济效益。
本文对身管及接箍进行结构尺寸分析,按照API SPEC 5CT《套管和油管规范》[4]中对接箍材料性能要求试验测试火炮身管材料性能,对比分析退役火炮身管能否满足接箍对材料性能的要求,验证身管制造为接箍的可行性。

图1 火炮身管
图2a为油管接箍,由于油管接箍外形也是圆筒状,可以用比其直径大、壁厚更厚的身管,通过去除材料的方式加工出来。图2b为API SPEC 5CT中对接箍的尺寸要求,其中NL为接箍长度,W为接箍外径,D为与接箍螺旋副配合的圆螺纹套管的外径。

1 身管与接箍结构分析
图1a和图1b为退役身管实物图,图1c为1973年式100mm滑膛炮身尺寸图,从图中可以看出,身管总长度为5460mm,最大直径为280mm,身管形状规则,呈多节的圆筒状,并且每节壁厚均匀,改造加工比较方便。


图2 油管接箍
表1为API SPEC 5CT中对圆螺纹套管接箍尺寸的要求,列出了不同代号的短圆螺纹套管接箍和长圆螺纹套管接箍尺寸,包括圆螺纹套管外径D,接箍外径W和最小接箍长度NL。

表1 API圆螺纹套管接箍尺寸
由图1c长度方向尺寸标注可知,身管可以分为6节,除端部长60mm部分由于长度太短不能加工成接箍,其余5节均可以加工。在可以加工的5节中,身管最小内径为100mm,最大外径为252mm,壁厚不小于20mm,而表1中所列外径小于252mm的接箍,其壁厚均小于20mm,通过计算,表1中从代号为4到代号为8的7个代号的接箍均可以由身管通过去材料方式加工出来,仅图1c中炮身前端尺寸为3500mm部分身管就可以加工接近20个代号为4的接箍。
因此,从尺寸方面分析,身管满足制作接箍尺寸的要求,并且易于加工。
2 退役身管材料的性能测试
根据API SPEC 5CT中对接箍材料性能的要求,对退役身管材料的化学成分、拉伸性能、抗冲击性能、硬度等材料性能参数进行试验测试。
2.1材料性能测试方案
由上节对身管尺寸分析可知,身管除端部部分,其余5节均可以加工为接箍,因此,每项试验均从可以加工为接箍的5节中各截取一个试样,把截取的5个试样分成5组进行试验。根据每项试验的测试内容和试验原理,参照试验标准,制定材料性能测试方案。
1)拉伸性能测试。从每节身管壁中间位置截取如图3所示圆棒形试样[5],其中直径d为12.7mm,长度G为50.8mm,过渡圆弧R为9.5mm。将试样在拉力试验机装夹好后,进行拉伸实验,试样屈服后降低拉伸速率,记录屈服载荷和最大载荷以及测量试样拉断后的断后标距,计算每组材料的抗拉强度Rm、拉伸屈服强度Rel和断后伸长率A,统计计算结果,将各组数值的最小值和最大值记录在检测报告中。
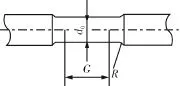
图3 拉伸试样
2)硬度测试。从每节身管的两端各截取一个厚度为10mm的硬度试验环,硬度试验在试验环远离棒料端部方向的那个表面测试。硬度试验环及测试位置如图4所示,其中,1为中径位置压痕,2为外径位置压痕,3为内径位置压痕,外径或内径压痕位置应取在距相应表面2.54mm至3.81mm之间的位置,如图4中的a所示。以锥角为120°的金刚石圆锥压入被测件表面[6],硬度值取所测位置3个压痕硬度的平均值,如图4中的b所示。统计计算结果,整理各组数值,把最小值和最大值记录在检测报告中。
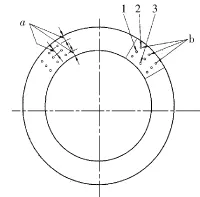
图4 硬度试验测试位置
3)夏比缺口冲击强度测试。从每节身管壁中截取横纵2个试样[7],如图5所示,1为纵向试样,2为横向试样。试样横截面为10mm×10mm,长度为55mm,V型缺口夹角为45°,深度为2mm。如图6所示,将试样紧贴支座放置,并使试样缺口的背面朝向摆锤刀刃,用对中夹钳调节试样缺口对称面,使其与两支座对称面重合,释放摆锤打断试样,记录冲击吸收功。将各组试样结果取平均值并圆整为整数记录在检测报告中。
4)化学成分测定。首先,采用高频感应炉燃烧后红外吸收法测量身管中碳、硫成分含量,从每节身管中制取0.5 g标准样品,分为5组。取锡粒和钨粒作为助燃剂,先将0.3 g锡粒放于坩埚内,再将0.5 g身管标准样品置于坩埚中,再加入1.5 g钨粒,在HF-2000型高频感应燃烧红外碳硫分析仪中进行测试[8-9]。统计5组测试结果,将碳硫元素的测试结果平均值计入检测报告。
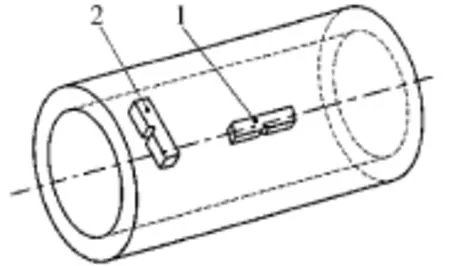
图5 冲击试验试样取向

图6 冲击试验机支座位置示意
然后,采用电感耦合等离子体发射光谱法,测定试样中锰、钼、铬、镍、磷元素的含量。从每节身管中制取0.5 g标准样品,分为5组。将试样用10 m L盐酸和硝酸的混合酸溶解,将溶液引入电感藕合等离子体发射光谱仪,测定各元素分析线的发射光强度,计算各元素的发射光强度比[10-11]。统计5组测试结果,将各元素的测试结果的平均值计入检测报告。
2.2材料性能测试数据分析
根据测试方案进行试验,严格按照试验标准要求测试材料的相关性能,试验检测报告如表2所示。

表2 身管材料检测报告
将各项检测结果与API SPEC 5CT中对材料的各项要求进行对比分析。
1)检测报告中化学成分与API SPEC 5CT中规定钢级和类型的要求对比分析,标准中Ni含量不大于0.99%,P含量不大于0.03%,而检测结果Ni含量3.5%,P含量0.08%。除Ni和P两种成分偏高,其余成分接近C90和C95钢级成分含量。Ni元素对钢性能的提高具有重要作用,可以提高钢对疲劳的抗力和减小钢对缺口的敏感性。随Ni元素含量的增加,钢的表面锈层更薄并且更加致密,提高了钢的耐蚀能力[12-13]。增加镍含量,钢的屈服强度和抗拉强度增加,钢的低温韧性增加[14]。钢中的P元素可以提高钢抗腐蚀能力,并且钢的P含量在0.08%~0.15%时,耐蚀性能最高[15-16]。更高含量的Ni和P使身管材料的强度和韧性更高,耐蚀能力更强,用此材料生产接箍可以一定程度上减少接箍服役过程中腐蚀破坏失效的风险。
2)身管试样拉伸屈服强度在942~975 MPa,而API SPEC 5CT中规定C95钢的拉伸屈服强度在655~758 MPa,Q125级钢拉伸屈服强度在862 ~1 034 MPa,对比分析可知,身管屈服强度大于C95钢,接近Q125级钢。油管接箍常用钢级为J55、K55、N80、L80和P110,表3为油管接箍常用钢级的屈服强度和抗拉强度。由表3可以看出身管的屈服强度大于表中常用钢级的屈服强度。因此,从材料的屈服强度性能看,身管可以较好的满足接箍的性能要求。
身管试样的最小抗拉强度测试结果为1 039 MPa,抗拉强度值大于表3中所列常用接箍的抗拉强度,因此,从材料的抗拉性能看,身管可以较好满足接箍材料要求,而标准中Q125钢级抗拉强度为931 MPa,身管材料的抗拉强度高于Q125钢级。

表3 接箍常用钢级的屈服强度和抗拉强度
身管试样断后伸长率为12%~15.5%,与API SPEC5CT中Q125级钢在规定抗拉强度为931 MPa条件下的最小伸长率相近。
3)检测结果的硬度值为35.8~36.0 HRC,硬度值均大于API SPEC 5CT中有硬度参考值的最后一种材料T95级钢,身管材料硬度高,如果用此材料改造成油管接箍,可以减小油管上扣过程中,由于大钳夹持力过大,在接箍外表面产生的深牙痕,进而可以减小微裂纹产生及应力集中破坏可能性。
4)检测结果中缺口冲击功值纵向为60 J,横向为42 J,根据API SPEC 5CT中接箍横向夏比吸收能要求可知,Q125级钢在最大临界厚度为24.16mm时,其缺口冲击试验的最小横向吸收能为42 J,接近检测材料的检测结果;Q125级钢在最大临界厚度为14.94mm时,其缺口冲击试验的最小纵向吸收能为62 J,接近检测材料的检测结果。
综上可知,身管材料性能可以较好满足API SPEC 5CT中对接箍的要求,其性能优于C95级钢,略低于Q125级钢,从材料性能看,退役火炮身管仍为高性能材料。
3 结论
由火炮身管和接箍的结构尺寸分析以及身管性能测试结果得出,身管的结构尺寸以及材料使用性能可以较好的满足API SPEC 5CT对接箍材料的要求。因此,退役火炮身管可以作为接箍的优质原料,将退役火炮身管加工成接箍,可以降低接箍材料成本,减少失效破坏风险,具有较好的应用前景。
[1]王俊良,臧晗宇,张亚明,等.油管及油管接箍腐蚀失效分析[J].腐蚀与防护,2010(8):662-664.
[2]李方坡,薛继军,刘永刚,等.N80钢级油管接箍纵向开裂失效分析[J].金属热处理,2010(7):78-80.
[3]韩燕,谢俊峰,赵密锋,等.P110E油管接箍应力腐蚀开裂失效分析[J].材料保护,2013,46(2):61-62.
[4]API SPEC 5CT:8th Edition—2005,Specification for Casing and Tubing[S].
[5]GB/T 228.1—2010,金属材料拉伸试验第1部分:室温试验方法[S].
[6]GB/T 231.1—2004,金属材料洛氏硬度试验第1部分:试验方法[S].
[7]GB-T229—2007,金属材料夏比摆锤冲击试验方法[S].
[8]GB/T 20123—2006,钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)[S].
[9]张平,焦凤菊,石颖,等.高频燃烧红外吸收法分析高碳铬铁中碳、硫[J].铸造技术,2012,33(4):473-475.
[10]GB/T 20125—2006,低合金钢多元素的测定电感耦合等离子体发射光谱法[S].
[11]陈安明.电感耦合等离子体原子发射光谱法测定碳钢及生铁中痕量砷锑铋锡铅[J].冶金分析,2007,27
(3):1-1.
[12]王俊山,史培阳,刘凤莲,等.镍元素对高耐候钢大气腐蚀行为的影响[J].钢铁钒钛,2013,34(6):106-109.
[13]Albrecht P,Naeemi AH.Performance of weathering steel in bridges[J].NCHRP report 272,1984.
[14]狄国标,周砚磊,麻庆申,等.镍含量对海洋平台用钢组织性能的影响[J].钢铁研究学报,2012,24(6):52-56.
[15]贾书君,曲鹏,翁宇,等.磷和晶粒尺寸对低碳钢力学性能的影响[J].钢铁,2005,40(6):59-63.
[16]刘丽宏,齐慧滨.耐大气腐蚀钢的研究概况[J].腐蚀科学与防护技术,2003,15(2):86-89.
Study on the Method of Remanufacture of Retired Gun Barrel for Coupling
WANG Ming,LIU Fujie,H UANGFU Liefeng,SUI Shen
(72478 Troops,Jinan 250000,China)
Military steel have good property.The direct discard of the retired military steel will cause the waste of superior resources.However the conditions where coupling and other oil equip-ment serves are so poor that they are prone to the failure of stress corrosion.In this paper,accord-ing to the relevant standard of petroleum equipment,structure size,chemical composition,tensile properties,impacting resistance,hardness and other parameters are compared and analyzed by ex-periment.The research results show that the performance of the barrel material is good enough to meet the requirement of the petroleum equipment and retired barrel can be used as the high per-formance raw materials to manufacturer coupling.The reproduction of the retired barrel can not only make full use of the resources,but also reduce the cost,which will increase the economic profit finally in oil field.
military steel;gun barrel;remanufacture;couplin g
TE931.1
B
10.3969/j.issn.1001-3482.2015.12.015
1001-3482(2015)12-0058-05
2015-08-15
王明(1982-),男,山东莱阳人,从事报废装备金属利用技术研究,Email:xhs72478@163.com。
