我国高钢级、大直径油气输送直缝埋弧焊管研究进展
2016-12-29陈小伟王旭李国鹏肖福仁
陈小伟,王旭,李国鹏,肖福仁
我国高钢级、大直径油气输送直缝埋弧焊管研究进展
陈小伟1,王旭2,李国鹏2,肖福仁3
(1.巨龙钢管有限公司,河北青县062658;2.渤海石油装备制造有限公司研究院,天津300457;3.燕山大学,河北秦皇岛066004)
简要回顾了我国X80钢级管线钢及其Ф1 219 mm直缝埋弧焊管的研制历程及成就,介绍了X90/ X100高强度直缝埋弧焊管以及X80钢级Φ1 422 mm直缝埋弧焊管等的研制进展情况,分析了X90/X100直缝埋弧焊管和X80钢级Φ1 422 mm直缝埋弧焊管的技术成熟度及存在的问题等。
直缝埋弧焊管;油气输送;高钢级;大直径;韧性;环焊
2010—2014年我国天然气消费量年均增长为15.8%;2015年我国天然气表观消费量达1 900亿m3;预计到2020年,我国天然气消费需求将突破3 000亿m3。我国大约60%的天然气资源集中在西部地区,主要是塔里木天然气和新疆煤制气;进口天然气包括中亚天然气和俄罗斯西西伯利亚天然气等。上述天然气资源均需要通过管道实现输送。
我国天然气管道工程技术发展经历了以陕京一线管道工程为代表的第一代(钢级低于X65,管径1 000 mm以下,压力不大于6.4 MPa,年输量100亿m3以下),以西气东输一线/二线管道工程为代表的第二代(钢级X70/X80,管径1 000~1 200 mm,压力10~12 MPa,年输量100~300亿m3)。随着对天然气资源的巨大需求,第二代天然气管道工程技术已经不能满足超大输量的需求,建设年输量450~500亿m3的第三代天然气管道(采用X90/X100钢级焊管,或X80钢级Ф1 422 mm焊管,压力大于12 MPa)已成为迫切要求。采用高钢级、大直径、厚壁焊管进行高压大输量长距离输送必将成为我国天然气管道输送的发展趋势[1-3]。
提高管道输量、降低建设成本的途径有:
(1)提高焊管钢级,这是提高管道输量、降低建设成本最重要的途径。据测算,在管线的直径和压力确定后,钢级每提高一个等级,用钢量可以减少8%~12%。以西气东输二线管道工程为例,共使用X80钢级焊管约280万t,比X70钢级节约钢材40万t;如果采用X90钢级焊管,则可节省钢材近30万t,降低经济成本20亿元以上;如采用X100钢级焊管,将降低经济成本达40亿元。
(2)增大焊管直径。在钢级不变的情况下,增大焊管直径也是提高输量、降低建设成本的重要途径。建设2条Ф1 422 mm管道比3条Ф1 219 mm管道的经济性以及今后管道的运营管理都要好。
(3)提高设计系数。在相同材质和管径的条件下,保证输气压力即输量不变的前提下,可以通过减小焊管壁厚来减少用钢量。根据计算,一级地区设计系数如果从0.72提高到0.80,则管道壁厚可以减小约10%。以西气东输二线管道工程为例,其一类地区管材用量大约为195万t,如果将设计系数从0.72提高到0.80,则节约用钢量约19万t,即便考虑到在较高强度设计系数下焊管技术条件较为严格,其生产成本会有所增加的因素,也会节约建设成本至少15亿元以上。另外,由于焊管壁厚减薄,现场施工焊接量减少,工程费用也将降低。
1 X80钢级Ф1 219 mm直缝埋弧焊管的开发
我国X80钢级管线钢及钢管研制开发较晚,但进步快。2004年,巨龙钢管有限公司(简称巨龙钢管)联合鞍山钢铁集团公司(简称鞍钢)在国内首次成功开发出X80钢级厚度18.4 mm宽厚板以及Ф1 016 mm直缝埋弧焊管,实现了批量生产并应用于我国首个X80钢级试验段项目——西气东输管道工程冀宁联络线[4]。
1.1 22 mm壁厚直缝埋弧焊管的开发
我国在成功实现西气东输X70钢级管道国产化以及X80钢级直缝埋弧焊管试验段的基础上,规划西气东输二线管道工程干线全线采用X80钢级Φ1 219 mm直缝埋弧焊管,这在全世界也属首例,加速了我国X80钢级管线钢及其直缝埋弧焊管的研制应用进程。
自2006年开始,宝山钢铁股份有限公司(简称宝钢股份)、鞍钢、首钢集团、江苏沙钢集团有限公司(简称沙钢)等钢厂开始了X80钢级钢板的工业级研发制造,并由巨龙钢管进行X80钢级Ф1 219 mm直缝埋弧焊管的制造。由于没有经验可依,X80钢级钢板的开发从一开始就在成分设计和组织设计方面出现了不同技术路线。在成分设计方面主要有3种体系:
(1)传统的Mn-Mo-Cr强化合金设计,w(Mo)、w(Cr)均在0.2%左右,w(Nb)低于0.06%;
(2)Mn-Mo-Cr及高Nb合金设计,主要特点是w(Mo)在0.1%左右,w(Nb)在0.06%~0.11%;
(3)高Nb无Mo的合金设计,主要特点是不添加Mo,w(Cr)∧0.2%,w(Nb)在0.06%~0.11%。
在生产制造西气东输二线管道工程用X80钢级钢板的过程中,首次引入高Nb钢的概念,Q/SY GJX 0104—2007《西气东输二线管道工程用直缝埋弧焊管技术条件》标准中也对其w(Nb)做了相应修改,上限由原来的0.06%提高到了0.11%[5]。
X80钢级钢板的金相组织主要为两种:一种是细针状铁素体组织,另一种是粒状贝氏体组织;这两类组织都被统称为针状铁素体型组织。
在研制开发X80钢级直缝埋弧焊管的过程中,钢厂和管厂投入了巨大的人力物力,并进行了大量的板-管一体化研究工作[6]。文献[7]研究了拉伸试样形式对试验结果的影响规律,提出X80钢级直缝埋弧焊管进行拉伸性能试验时应采用圆棒试样。文献[8]系统研究了各种组织性能的X80钢级钢板经制管后性能的变化规律,认为X80钢级钢板在制管过程中加工硬化趋势明显,屈服强度增大甚至达100 MPa以上,并有针对性地提出钢板性能要求。此外,文献[9-12]分析了影响X80钢级直缝埋弧焊管加工硬化程度的主要因素,研究了Mo、Cr和Nb等合金元素对焊接性能的影响规律,焊接热影响区组织性能及其影响规律等。文献[9-12]认为,显微组织是影响X80钢级直缝埋弧焊管加工硬化的第一因素。
通过大量工作和巨大的投入,每家钢厂均提供了不少于两批钢板进行X80钢级直缝埋弧焊管的试制,逐步稳定了钢板的性能;同时制管工艺也得到了优化和完善。
2008年年初,巨龙钢管联合国内主要钢厂完成了X80钢级Ф1 219 mm×22 mm直缝埋弧焊管千吨级试制,并通过了中国石油天然气集团公司(简称中石油)和中国钢铁工业协会组织的专家鉴定,随即转入批量生产供货[13]。与此同时,X80钢级Ф1 219 mm×22/26.4/32 mm弯管母管和热煨弯管也被开发成功并为工程供货,解决了西气东输二线管道工程用弯管的供货问题。
1.2 26.4 mm及以上壁厚直缝埋弧焊管的开发
尽管在X80钢级钢板及Ф1 219 mm×22 mm直缝埋弧焊管开发中也进行了26.4 mm厚钢板及其焊管的试制,但出现了DWTT剪切面积百分比不足的问题,仍需从成分设计和轧制冷却工艺等方面进行全面改进优化。
2009年,26.4 mm厚钢板的DWTT性能获得突破,随后成功开发了X80钢级Ф1 219 mm×26.4 mm直缝埋弧焊管,并将其应用于西气东输二线及三线管道工程中。
2012年,针对中亚天然气管道C线的需求,巨龙钢管与沙钢合作,开发出了X80钢级Ф1 219 mm×27 mm直缝埋弧焊管,其在0℃条件下的DWTT剪切面积百分比达到不低于85%的要求。
2014年,针对规划的西气东输三线中段、陕京四线和新粤浙等管道工程提出X80钢级Ф1 219 mm×33 mm直缝埋弧焊管的需求,巨龙钢管联合国内钢厂进行该产品的开发。而对于33 mm厚钢板的开发,关键是解决其DWTT性能问题。通过合金强化可确保33 mm厚钢板强度要求,但添加合金会增加组织中淬硬组织尤其是马奥岛(MA岛),这对DWTT性能不利,这也是前期大板厚钢板开发面临的突出矛盾。因此,X80钢级33 mm厚钢板采用了较低的合金含量,不含Mo或w(Mo)∧0.1%,通过轧制细化一次组织,在确保钢板强度的基础上获得了优良的DWTT性能,其在0℃条件下的DWTT剪切面积百分比∧85%。
在X80钢级Ф1 219 mm×33 mm直缝埋弧焊管的焊接方面,针对低合金含量、大热输入条件下焊接影响区软化及厚壁直缝埋弧焊管焊缝缺陷控制难题,开发出了低合金厚壁直缝埋弧焊管焊接技术。2014年年底到2015年年初,国内多个钢厂成功开发出X80钢级33 mm厚钢板,并由巨龙钢管、南京巨龙钢管有限公司(简称南京巨龙)和中油宝世顺(秦皇岛)钢管有限公司(简称中油宝世顺)完成了X80钢级Ф1 219 mm×33 mm直缝埋弧焊管的千吨级试制,其性能完全达到CDP-S-NGP-PL-006-2014-3《天然气管道工程用钢管技术规格书》要求[14-15]。
针对基于应变设计地区所需的大应变直缝埋弧焊管,国内在2011年成功开发出基于应变设计地区用X70钢级大应变直缝埋弧焊管[16];并在此基础上,巨龙钢管、中油宝世顺联合鞍钢、沙钢等,于2012年成功开发出X80钢级Ф1 219 mm×26.4 mm大应变直缝埋弧焊管,完成了千吨级试制,并通过了中石油组织的专家鉴定,产品各项性能达到了Q/SY GJX 118—2012《X80天燃气管道工程基于应变设计地区用直缝埋弧焊管技术条件》要求[17]。
我国已在西气东输二线、西气东输三线、中卫—贵州天然气管线、中缅管线和中亚天然气管道C线等管道项目中大量应用X80钢级直缝埋弧焊管,且管道项目所需直缝埋弧焊管产品已经能够全部自主生产。
2 X90/X100钢级直缝埋弧焊管的开发
2.1 X100钢级钢及其直缝埋弧焊管的开发
国际上,X100钢级与X80钢级的开发几乎是同时开始的,但研制及应用结果却大相径庭。X80钢级管道在20世纪就已经开始铺设,而X100钢级直缝埋弧焊管管道至今仍停留在试验阶段。加拿大TransCanada公司是高钢级管线钢应用的主要推动者,先后与日本JFE、新日铁、住友及欧洲钢管、英国石油(BP)公司等合作,进行了X100钢级焊管的研究与开发,并在21世纪初铺设了数条X100钢级焊管试验段,主要采用直缝埋弧焊管,也有少量的螺旋缝焊管。
我国高钢级管线钢及直缝埋弧焊管的研制开发起步较晚,X100钢级管线钢的研制始于2006年,几乎与X80钢级管线钢的研制同步,到目前为止大致经历了3个阶段。
(1)第一阶段。2006—2007年,在西气东输管道工程用X70钢级管线钢成功开发所积累的技术及经验的基础上,国内主要钢厂在开发X80钢级管线钢的同时,在开发X100钢级方面也跃跃欲试。鞍钢、宝钢股份和南京钢铁集团有限公司(简称南钢)等率先进行了X100钢级宽厚板的开发,巨龙钢管开展了X100钢级管线钢的JCOE制管工艺技术研究,进行了X100钢级Ф813 mm×12.5/14.3/ 16 mm等规格直缝埋弧焊管的试制,试制过程中同时进行了焊接材料以及焊接工艺的相关试验,并取得了一些的数据和经验[18-19]。
尽管各钢厂对X100钢级管线钢的化学成分设计各有不同,但均采用了低碳以及Mn-Mo-Cr-Ni-Cu的合金体系:w(C)控制在0.6%左右,碳当量Ceq根据壁厚控制在0.46%~0.56%;显微组织主要由针状铁素体和板条状贝氏体构成。各厂家产品以及试制直缝埋弧焊管的性能水平也参差不齐,主要表现在强度偏低或者屈强比偏高,-20℃时管体的夏比冲击功最大可达到200 J以上,但由于没有具体的项目标准可参考,无法说明是否能够满足要求。在焊接方面,通过焊接材料的匹配试验以及焊接工艺试验,能够基本实现焊接接头的强度以及焊缝、热影响区的韧性达到API相关标准的要求。
(2)第二阶段。在西气东输二线管道工程用X80钢级管线钢及其直缝埋弧焊管成功开发后,中石油设立了研制X100钢级直缝埋弧焊管的相关课题,推进了X100钢级直缝埋弧焊管的研发制造。2010—2011年,国内多个厂家又进行了X100钢级管线钢及其直缝埋弧焊管的多次试制,试制产品的直径和壁厚也进一步增加,主要是Ф1 016 mm× 14.3~21.0 mm。
与X80钢级管线钢相比,X100钢级管线钢在化学成分体系方面基本没有变化,但在钢板壁厚增加的情况下合金含量稍有降低,这得益于控制轧制和加速冷却工艺的进步和成熟。尽管有些X100钢级钢板的强度仍出现偏低的情况,但从整体上看,获得满足X100钢级的强度已经不是实质性难题,甚至有些直缝埋弧焊管的强度接近X120钢级的水平。大部分X100钢级直缝埋弧焊管母材的夏比冲击功可达到250 J以上,但仍有部分母材冲击功偏小。由于试制直缝埋弧焊管的壁厚较薄,因此DWTT性能基本没有问题。
第一阶段与第二阶段的开发主要还是基于基础研究和可行性研究,而且都是宽厚板以及直缝埋弧焊管的开发,主要参考了API Spec 5L《管线钢管》标准和加拿大CSA Z245.1规范。这些标准中只是对X100钢级管线钢的基本性能进行了要求,但由于最重要的指标——夏比冲击功与管道设计压力及止裂要求密切相关,因此没有参考标准。
(3)第三阶段。2012年,随着超大输量管道建设需求的提出,中石油再次加快推进X100钢级直缝埋弧焊管的开发研究,也开启了我国X100钢级管线钢及其直缝埋弧焊管研制的第三阶段。中国石油管道建设项目经理部也推出了《天然气输送管道用X100钢级直缝埋弧焊管技术条件》以及《天然气输送管道用X100钢级螺旋埋弧焊管技术条件》,进一步明确了基于项目的焊管规格和性能要求等指标,使试制工作的目标更明确。在此背景下,渤海石油装备制造有限公司(简称渤海装备)以及宝鸡石油钢管有限责任公司(简称宝鸡钢管)积极开展X100钢级直缝埋弧焊管的研制工作。
2012年底,巨龙钢管联合国内6家钢厂进行了X100钢级钢板及其Ф1 219 mm×14.8/17.8 mm直缝埋弧焊管的试制。从试制钢板的理化性能来看,经过几轮的摸索,各厂家在合金元素设计方面基本一致,w(C)在0.04%~0.06%,w(Mn)在1.76%~1.96%,添加0.3%左右的w(Mo)、0.2%~0.3%的w(Cr)、0.3%~0.4%的w(Ni),以及一定量的Cu、Nb、Ti等元素,碳当量Ceq在0.47%~0.53%,冷裂纹敏感系数Pcm在0.18%~0.21%;金相组织均由针状铁素体基体和细小分散的MA岛组成;钢板的强度均能够达到订货要求,但个别钢板存在夏比冲击功偏小的问题;制管后,一半以上直缝埋弧焊管的各项性能均达到了技术条件要求。
2.2 X90钢级钢及其直缝埋弧焊管开发
在管线钢系列中,X90是一个新钢种,2007年发布的API Spec 5L—2007开始将X90列入管线钢序列。因此,全世界对X90钢级管线钢的研制非常少,仅欧洲钢管公司进行过少量开发,并进行过2次全尺寸气体爆破试验。现在仍有很多专家对X90钢级管线钢存在的意义持怀疑态度,主要认为与X100钢级相比,X90钢级相对于X80钢级的经济优势并不明显。然而从X100钢级管线钢研制的历史和现状可以看出,X100钢级管线钢的研制难度相对于X80钢级大大增加,难在一段时间内大规模应用。相反,正如从X60钢级跨越到X70钢级、再到X80钢级一样,不可以否认从X80钢级到X90钢级无论从技术可行性还是经济性、安全性方面都具有重大意义。相对于X80和X100钢级,我国X90钢级直缝埋弧焊管的研制起步相对较早。
2007年,巨龙钢管成功开发出我国首根X90钢级Ф813 mm×16 mm直缝埋弧焊管,其屈服强度、抗拉强度和屈强比分别为660 MPa、730 MPa和0.92,-20℃时3个管体试样的夏比冲击功为255 J、395 J、338 J,其他性能指标均达到了API Spec 5L—2007标准要求[19]。试制过程中,同时进行了焊接试验和理化性能变化对比试验等,对X90钢级管线钢及其直缝埋弧焊管的性能有了初步了解。
西气东输二线管道工程用X80钢级管线钢及其直缝埋弧焊管的研制成功,促进了我国管线钢及直缝埋弧焊管制造水平的巨大飞跃。在X80钢级管线钢及其直缝埋弧焊管的研制及批量生产过程中,无论是钢厂还是管厂都进行了成分、工艺、组织、性能、理化试验、焊接试验和无损检测等方面的系统研究,制造工艺技术逐步成熟、稳定。在此期间,巨龙钢管也进行了X90钢级直缝埋弧焊管的相关研究。统计结果表明,在西气东输二线管道工程用X80钢级Φ1 219 mm×22 mm直缝埋弧焊管中,约半数焊管的强度达到了X90钢级的要求,但抗拉强度偏低;管体夏比冲击功平均值达325 J,最大可达500 J以上。由此可见,生产X80钢级直缝埋弧焊管的过程中,只需适当提高整体强度便可完全满足X90钢级直缝埋弧焊管的强度要求。
2011年,南京巨龙依托X80钢级直缝埋弧焊管项目,进行了X90钢级直缝埋弧焊管的小批量试制。检测结果显示:在试制的1 000多吨Φ1 016 mm×22.9 mm直缝埋弧焊管中,90%以上的直缝埋弧焊管性能达到了API Spec 5L—2007标准对X90钢级直缝埋弧焊管的要求,-5℃时母材夏比冲击功在320~380 J[20]。
我国管道建设市场需求巨大,规划建设的西气东输四线和西气东输五线等管道工程,都是数千公里、用钢量数百万吨的大工程,每提高一个钢级带来的经济效益都是巨大的。在这种情况下,我国开始积极推进X90钢级直缝埋弧焊管的开发。2012年,中石油管道建设项目经理部正式立项推进X90钢级直缝埋弧焊管的研制及小批量试制,并推出了《天然气输送管道用X90钢级直缝埋弧焊管技术条件》,进一步明确了基于项目的直缝埋弧焊管规格和性能要求等指标。
2012年年底,渤海装备和宝鸡钢管分别完成了X90钢级Φ1 219 mm×16.3 mm直缝埋弧焊管的单炉试制,以及X90钢级Φ1 219 mm×19.6 mm直缝埋弧焊管的单炉试制;大部分直缝埋弧焊管的性能达到了技术标准要求,并通过了中国石油集团石油管工程技术研究院(简称管研院)的检测评价。后来经过对制造工艺和钢板性能的优化,400 t级X90钢级Φ1 219 mm×16.3 mm直缝埋弧焊管的小批量试制工作于2013年6月完成。整体试制结果良好,试制合格率较高。试制所用X90钢级厚度16.3 mm宽厚板采用了低C、Mn-Mo-Cr-Ni-Cu的合金设计,Ceq为0.46%,Pcm为0.18%,与现在的X80钢级管线钢相比只是个别合金元素的含量有所差别,尤其是Mo元素含量;钢板的显微组织主要由针状铁素体和块状铁素体组成,呈现出了双相钢的形态,晶粒尺寸非常细小。
试制的X90钢级Φ1 219 mm×16.3 mm直缝埋弧焊管拉伸性能合格率达到了98.5%,平均屈服强度、抗拉强度和屈强比分别为694 MPa、781 MPa和0.89,不合格项主要为屈强比超标。同时,焊接接头的平均抗拉强度为763 MPa,热影响区发生了明显的软化。对部分直缝埋弧焊管进行了(200± 5)℃下的时效试验,经过时效后的屈服强度平均升高了51 MPa,抗拉强度平均升高了9 MPa,屈强比平均升高了0.05。母材夏比冲击功最小值、最大值、平均值分别为185 J、428 J、304 J,总体来说效果不错,但与标准最初设计的炉平均最小值305 J相比,显然没有余量。焊材匹配试验取得了显著的效果,包括合作开发的两种焊丝的试验结果也比较理想。-10℃条件下焊缝夏比冲击功平均值达到了188 J,未出现不合格项;焊接热影响区冲击功整体效果较好,平均值达到了257 J,但有一根出现了最小值(47 J)。DWTT试验没有出现任何异常情况,所有试验直缝埋弧焊管的DWTT剪切面积百分比均在95%以上。由此可见,X90钢级直缝埋弧焊管的小批量试制整体上取得了成功;但母材的冲击韧性仍需进一步提高;同时,热影响区整体强度偏低,存在软化问题。
3 X80钢级Φ1 422 mm直缝埋弧焊管的开发
作为超大输量管道建设的重要选择,X80钢级Φ1 422 mm直缝埋弧焊管及其钢板的开发研究也受到了同样的重视[21]。从技术方面来看,增大直径主要带来了宽厚板宽度的增加,这对确保轧制过程的压缩比不利,可能会影响细晶效果,进而影响DWTT性能。同时,增大直径往往与增大壁厚是相辅相成的,增大壁厚也会对钢板的强韧性以及制管过程的焊接性等产生影响。
国内X80钢级Φ1 422 mm直缝埋弧焊管及宽厚板的开发开始于2011年年底。巨龙钢管与沙钢合作开发了X80钢级22 mm×4 360 mm×12 000 mm及25.7 mm×4 360 mm×12 000 mm钢板,并在巨龙钢管完成了X80钢级Φ1 422 mm×22/25.7 mm直缝埋弧焊管的制造。从化学成分设计来看,X80钢级Φ1 422 mm直缝埋弧焊管用钢板与Φ1 219 mm直缝埋弧焊管的没有差别,保持了较低的碳当量;金相组织也没有明显差别,主要为针状铁素体以及粒状贝氏体组织。这些都使以往对X80钢级直缝埋弧焊管的相关规律及经验能够得到很好应用。由于还没有相关的标准,依据《西气东输三线直缝埋弧焊管技术条件要求》对试制的X80钢级Φ1 422 mm×22/25.7 mm直缝埋弧焊管进行全面检测评价。检测结果表明:试制的6根X80钢级Φ1 422 mm×22.0 mm直缝埋弧焊管全部符合要求;试制的6根X80钢级Φ1 422 mm×25.7 mm直缝埋弧焊管,除两根一端(所有焊管均两端取样)屈强比偏高外,其余各项指标均符合要求;母材具有高韧性,X80钢级Φ1 422 mm×25.7 mm直缝埋弧焊管母材在-10℃的冲击功最小值达到328 J,平均值达到427 J;DWTT剪切面积百分比也达到了95%。
2012年,中国石油西部管道公司正式立项推进X80钢级Φ1 422 mm直缝埋弧焊管的研制工作。《天然气输送管道用OD1 422 mm X80直缝埋弧焊管技术条件》等技术标准初稿也相继推出,使产品的研制开发目标更明确。
2013年1月,渤海装备进行了X80钢级Φ1 422 mm×30.8 mm直缝埋弧焊管、X80钢级Φ1 422 mm ×25.7/30.8/33.8 mm热煨弯管母管及热煨弯管的试制。其中,X80钢级Φ1 422 mm×30.8 mm直缝埋弧焊管的试制取得了较好效果,其屈服强度在650 MPa左右,抗拉强度在700 MPa左右,屈强比偏高(在0.92~0.93);管体-10℃的夏比冲击功在400 J左右;DWTT剪切面积百分比基本处于下限,但最低值也能达到75%左右。此外,X80钢级Φ1 422 mm×33.8 mm热煨弯管母管的试制也取得了较好效果。由于壁厚33.8 mm母管比西气东输三线管道工程用壁厚33 mm母管的壁厚更大,因此从成分设计上应适当再添加一些合金元素,以确保X80钢级Φ1 422 mm×33.8 mm热煨弯管母管的强度及淬透性。X80钢级Φ1 422 mm×33.8 mm热煨弯管母管的Ceq达到0.47左右;制管后,获得了高的强度,这对于弯管的制造有利;在夏比冲击功方面,个别焊管的母材以及焊接热影响区出现了低值,但由于热处理会改善母材和焊接热影响区的韧性,因此经热模拟试验后夏比冲击功都达到了相关要求。
2015年,针对中俄东线天然气管道,国内开始开发X80钢级Φ1 422 mm×21.4 mm直缝埋弧焊管。其中,钢板的开发较为顺利,性能优良,-20℃的夏比冲击功均在400 J以上,-15℃条件下DWTT剪切面积百分比平均值达到了90%。巨龙钢管完成了X80钢级Φ1 422 mm×21.4 mm直缝埋弧焊管小批量试制工作,试制焊管的各项性能完全满足Q/SY GJX 149—2015《中俄东线天然气管道工程用X80钢级Φ1 422 mm直缝埋弧焊管技术条件》要求,并通过了国家石油管材质量监督检验中心的检测评价。X80钢级Φ1 422 mm×21.4 mm直缝埋弧焊管在-10℃条件下焊缝及热影响区的夏比冲击功均大于200 J,焊接合格率达到100%;0℃条件下DWTT剪切面积百分比平均值达到了95%以上。
4 存在的主要问题及建议
4.1 X90/X100钢级直缝埋弧焊管
止裂问题是高钢级、大直径、高压输气管道首先要解决的难题。随着管道输送压力的增加以及焊管壁厚的减小,要求强度和韧性同时增加,而管线钢的强度和韧性本身就是一对矛盾。对X90/X100钢级管线钢而言,获得高强度需要添加更多的合金元素并匹配合理的控轧控冷工艺,而提高合金含量是最直接、最有效的方法。但是,笔者基于大批量X80钢级直缝埋弧焊管的研究结果发现:随着合金元素含量的提高,强度提高,夏比冲击韧性却呈减小趋势,尤其是当Ceq∧0.44%或Pcm∧0.17%时,韧性显著降低。虽然可以通过优化轧制工艺及冷却工艺来弥补部分成分导致的韧性降低,但合金元素含量的增加将导致高钢级焊管获得高韧性极具难度,同时也给环焊焊接带来挑战。碳当量及冷裂纹敏感系数对热影响区冲击功的影响如图1~2所示。
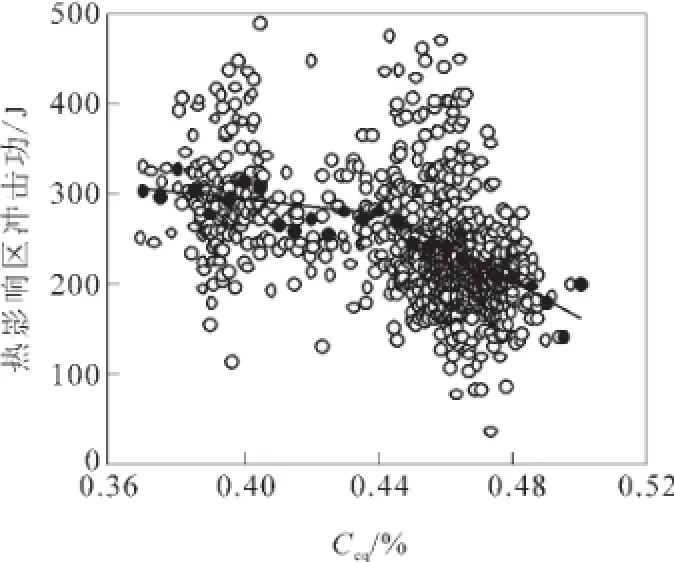
图1 碳当量对热影响区冲击功的影响

图2 冷裂纹敏感系数对热影响区冲击功的影响
X100钢级直缝埋弧焊管难以依靠自身韧性止裂,必须借助止裂器。关于止裂器的研究在国外有所进展,但在国内还处于研发阶段。所谓止裂器就是能够阻止裂纹通过的管道的加强部分。止裂器可以由金属材料制成,也可以由无机材料(如玻璃纤维)制成,包裹在正常焊管的外部;也可以在几根常规壁厚焊管中插入一根较大壁厚的低钢级高韧性钢管作为止裂器。止裂器的安装距离和具体要求与管道输送压力、介质以及期望的止裂距离等参数有关。借助止裂器,建设X100钢级管道的现实意义大大增加。但是,还有很多系统的研究工作需要开展,比如止裂方案的策划、止裂器的开发;同时,即使不考虑止裂韧性,X100钢级直缝埋弧焊管力学性能的稳定性、焊接热影响区的弱化及现场环焊等方面还需深入研究。此外,止裂器的使用也会增加管道建设成本,其经济性还需重新考量。在近期的管道工程中大量使用X100钢级直缝埋弧焊管难度大,但应尽快开展相关研究。
与X100钢级直缝埋弧焊管相比,X90钢级直缝埋弧焊管的开发技术跨度小。从试制结果来看,X90钢级Φ1 219 mm×16.3 mm直缝埋弧焊管的强度较好,而且平均夏比冲击功达到了304 J,几乎达到了保守估计的平均冲击功305 J,但其具体的止裂韧性还需要通过全尺寸气体爆破试验予以验证。如果气体爆破试验能够证明不需要如此高的韧性值,比如降至高于265 J,则X90钢级直缝埋弧焊管的现实意义将大大增加。同时,从目前的试制结果来看,X90钢级直缝埋弧焊管的韧性还有提升空间。西气东输二线管道工程用X80钢级Φ1 219 mm×22 mm直缝埋弧焊管管体的夏比冲击功平均值也达到了325 J,试制的X80钢级Φ1 422 mm×30.8 mm直缝埋弧焊管管体在-10℃条件下的夏比冲击功保持在400 J左右;而X90钢级直缝埋弧焊管的壁厚要薄很多,通过进一步优化化学成分和工艺,可以使其管体的夏比冲击韧性进一步提高,但仍需要在这一方面开展大量研究工作。即使通过气体爆破试验证明X90钢级直缝埋弧焊管自身止裂存在一定风险,但通过适当采用止裂器,X90钢级直缝埋弧焊管的使用仍具有现实意义。目前,虽然对X90钢级直缝埋弧焊管的研究取得了一些显著的成绩,但焊接热影响区的软化、现场环焊匹配和性能稳定性等问题仍需深入研究。国外对于高钢级管道的研究主要集中在环焊焊接方面,这也表明环焊焊接具有相当的难度。环焊技术及工艺的稳定性可能最终会成为决定X90钢级直缝埋弧焊管能否被应用的主要因素。
4.2 X80钢级Φ1 422 mm直缝埋弧焊管
与X90钢级直缝埋弧焊管相比,X80钢级Φ1 422 mm直缝埋弧焊管的研制取得了较好的效果。关于钢板宽度增加后造成压缩比的降低从而对DWTT性能的影响,没有预计的严重,25.7 mm及以下X80钢级直缝埋弧焊管的DWTT性能不存在实质的问题,30.8 mm及以上壁厚直缝埋弧焊管的DWTT性能通过改进和优化后也会得到较好的保证,保证单炉试制单个值不小于60%、平均值不小于75%的难度不大。
止裂所需的韧性不存在问题,壁厚25.7 mm、30.8 mm的X80钢级直缝埋弧焊管夏比冲击功达到了400 J以上。从现场环焊方面看,经历了西气东输二线、三线等管道工程,环焊工艺基本成熟。尽管近期X80钢级直缝埋弧焊管环焊试验方面出现了一些问题,但研究已经取得了较大进展,X80钢级Φ1 422 mm直缝埋弧焊管环焊问题能够得到较好解决。
从制造能力看,X80钢级Φ1 422 mm直缝埋弧焊管所需钢板宽度已达4.4 m,需要5 m及以上轧机才能生产。目前我国主要管线钢生产企业拥有5 m及以上轧机产线5条以上,满足需求。中石油及宝钢股份都具有制造X80钢级Φ1 422 mm直缝埋弧焊管所需钢板的能力,供货不成问题。
与制造技术难度相比,运输以及施工设备方面可能成为制约X80钢级Φ1 422 mm直缝埋弧焊管使用的因素。以火车运输来看,每节车厢可装5根Φ1 219 mm直缝埋弧焊管,而只能装3根Φ1 422 mm直缝埋弧焊管,这将导致运费增加。
尽管X80钢级Φ1 422 mm×21.4 mm直缝埋弧焊管的小批量试制取得了较好的效果,X80钢级Φ1 422 mm×30.8 mm单炉试制也获得了成功,但仍应高度关注X80钢级厚壁直缝埋弧焊管的DWTT性能,应尽快通过小批量试制稳定30.8 mm钢板的DWTT剪切面积百分比。同时,近期中俄东线天然气管道工程提出了低温问题,要求部分区域使用的X80钢级直缝埋弧焊管在-45℃条件下进行夏比冲击试验,在-20℃条件下进行DWTT试验,这无疑使X80钢级钢板及其直缝埋弧焊管的制造难度增加。
5 结论
(1)自2004年起,尤其是西气东输二线管道工程以来,我国在X80钢级及直缝埋弧焊管的开发和应用方面取得了显著成绩,开发出了X80钢级Ф1 219 mm直缝埋弧焊管及弯管全系列产品,满足了我国管道建设需求。
(2)X90钢级直缝埋弧焊管的研制取得了阶段性进展,小批量试制结果表明其强度没有实质问题,获得自身止裂是可行的。应尽快通过全尺寸爆破试验确定X90钢级直缝埋弧焊管所需的止裂韧性,同时通过工艺优化进一步提高管体韧性。X90钢级直缝埋弧焊管用于管道建设具有可行性,但仍需加快焊接以及提高韧性等问题的研究步伐。
(3)X100钢级直缝埋弧焊管无法依靠自身止裂,必须使用止裂器。X100钢级直缝埋弧焊管的生产离技术成熟仍有很大距离,还需针对力学性能的稳定性、焊接热影响区的弱化及现场环焊等方面开展深入研究,在近期的管道工程中大量使用X100直缝埋弧焊管难度很大。
(4)X80钢级Φ1 422 mm直缝埋弧焊管技术可行性强,虽然X80钢级Φ1 422 mm×21.4 mm直缝埋弧焊管的小批量试制取得了成功,但仍需开展该直径下更大壁厚X80钢级直缝埋弧焊管、低温用管的进一步研究工作,以满足未来管道建设需求。
[1]王晓香.当前管线钢管研发的几个热点问题[J].焊管,2014,37(4):5-13.
[2]王晓香.超高强度管线钢研发新进展[J].焊管,2010,33(2):5-12.
[3]Siciliano F,Stalheim D,Gray J.Modern high strength steel for oil and gas transmission pipelines[C]//Canada:Proceedings of 7th International Pipeline Conference 2008,2008.
[4]李鹤林,吉玲康,田伟.高钢级钢管和高压输送:我国油气输送管道的重大技术进步[J].中国工程科学,2010,12(5):84-91.
[5]中国石油天然气股份有限公司管道建设项目经理部.Q/ SY GJX 0104—2007西气东输二线管道工程用直缝埋弧焊管技术条件[S].2007.
[6]陈小伟.西气东输二线高铌X80钢直缝埋弧焊管应用开发的基础研究[D].秦皇岛:燕山大学,2013.
[7]陈小伟,李延丰,张远生,等.试样形式对X80钢板及直缝埋弧焊管拉伸试验结果的影响[J].焊管,2009,32(1):21-25.
[8]陈小伟,张远生,王旭,等.X80钢制管前后强韧性变化规律研究[J].焊管,2009,32(1):21-25.
[9]Chen Xiaowei,Wang Xu,Xiao Furen,et al.Study on microstructure and mechanical property for X80 weld HAZ of different alloy systems[C]//Xi’an:The 3rd International Seminar on High Strength Line Pipe Proceedings,2010:148-153.
[10]Chen Xiaowei,Qiao Guiying,Wang xu,et al.Study on microstructure and mechanical properties of welding Coarse grain heat-affected zone of high-Nb X80 steels[J].Advanced Science Letters,2012(13):780-783.
[11]Chen Xiaowei,Liao Bo,Qiao Guiying,et al.Effect of Nb on mechanical properities of HAZ for high-Nb X80 pipeline steels[J].Journal of Iron and Steel Research,International,2013,20(12):53-60.
[12]Chen Xiaowei,Qiao Guiying,Han Xiulin,et al.Effect of Mo,Cr and Nb on microstructure and mechanical properties of heat affected zone for Nb-bearing X80 pipeline steels[J].Materials and Design,2014(53):888-901.
[13]李延丰.西气东输二线管道工程用X80钢级Φ1 219 mm直缝埋弧焊管的研发[J].钢管,2009,38(3):33-38.
[14]张志明,韩秀林,姜金星,等.X80M钢级Φ1 219 mm×33 mm管线钢管的开发[J].焊管,2015,38(9):32-36.
[15]中国石油天然气股份有限公司天然气与管道分公司. CDP-S-NGP-PL-006-2014-3天然气管道工程用钢管技术规格书[S].2014.
[16]陈小伟,付彦宏,王旭,等.X70抗大应变直缝埋弧焊管的开发[J].焊管,2012,35(3):71-75.
[17]中国石油天然气股份有限公司管道建设项目经理部. Q/SY GJX 118—2012 X80天燃气管道工程基于应变设计地区用直缝埋弧焊管技术条件[S].2012.
[18]李延丰,李志华.X100级直缝埋弧焊管制造技术研究[J].焊管,2007,30(2):44-48.
[19]李延丰,郑磊,陈小伟.X90和X100钢级Φ813 mm× 16 mm直缝埋弧焊管制造技术的研究[J].钢管,2008,37(5):30-35.
[20]苏志,张志明,孙爱玢,等.X90直缝埋弧焊管的研制[J].焊管,2012,35(3):66-70.
[21]王国丽,赵乐晋,管伟.直径1 422 mm、压力12 MPa、钢级X80管道输气方案可行性[J].油气储运,2014,33(8):799-806.
Development of Domestic High-grade Large-sized SAWL Pipes for Oil&Gas Pipeline Service
CHEN Xiaowei1,WANG Xu2,LI Guopeng2,XIAO Furen3
(1.Julong Steel Pipe Co.,Ltd.,Qingxian 062658,China;2.Research Institute,CNPC Bohai Petroleum Equipment Manufacture Corp.,Tianjin 300457,China;3.Yanshan University,Qinhuangdao 066004,China)
Summarized in the essay are the development course and achievements of X80 linepipe-purpose steel andФ1 219 mm SAWL pipe.Elaborated is the progress of R&D of X90/X100 high-strength SAWL pipe and X80 Φ1 422 mm SAWL pipe.Also analyzed are the maturity of the technology of X90/X100 and X80Φ1 422 mm SAWL pipe and the existing problems etc.
SAWL pipe;oil&gas pipeline service;high steel grade;large-sized;toughness;girth welding
TG113.25;T-1
A
1001-2311(2016)05-0001-08
2016-07-14)
陈小伟(1977-),男,工学博士,高级工程师,技术专家,科技质量中心主任,主要从事直缝埋弧焊管的制造工艺技术研究及金属材料的焊接研究工作。