珩磨油石与工作压力的选用研究
2015-07-18王春艳
刘 敏,王春艳
(黑龙江省齐齐哈尔北方机器有限责任公司,黑龙江 齐齐哈尔 161000)
珩磨油石与工作压力的选用研究
刘 敏,王春艳
(黑龙江省齐齐哈尔北方机器有限责任公司,黑龙江 齐齐哈尔 161000)
油石与工作压力的选用是珩磨加工的关键技术,是保证内孔光整加工顺利进行的重要环节。简述了油石与工作压力在内孔珩磨过程中选用的基本原则,在选用油石磨料、硬度、粒度和工作压力方面进行了分析,并通过实践探索,确定了7A04超硬铝工件的内孔光整加工方案,采用数控加工得到了合格的薄壁细长筒类零件。
珩磨;油石;磨料;粒度;压力;网纹交叉角
针对采用先进珩磨设备加工高精度工件,油石与工作压力的选用是至关重要的。油石和工作压力的选用与工件的加工精度及材料的力学性能存在着密切联系,其选用是否合理,对产品质量会产生重大的影响。
1 油石选用的几个重要环节
油石性能包括磨料、硬度和粒度。
1.1 油石磨料的选用
磨料是油石的重要组成部分,它根据工件的材料力学性能选用。工件的材料力学性能也决定着磨料结合剂的选用,材料硬度高,应选用软结合剂;硬度低,应选用硬结合剂。如果选用不合理,会影响工件在一定工作压力下切削余量的变化程度。磨料及粘合剂的合理选用是保证零件质量及提高生产效率的重要环节。工件的材料与磨料、结合剂选用的关系见表1。
1.2 油石硬度的选用
油石硬度根据工件的表面硬度选用。油石硬度表明了结合剂粘结磨料的牢固程度, 也表明了磨料在珩磨力作用下,从油石表面脱落的难易程度。油石硬度选用合理,可使磨料磨钝后因珩磨力增大而自行脱落,新的锋利磨料露出,使油石具有自锐性,珩磨效率高,精度高。如果硬度选用不合理,会造成油石磨损不一致,导致出现零件内孔圆度误差过大等问题。工件表面硬度与油石硬度的关系见表2。
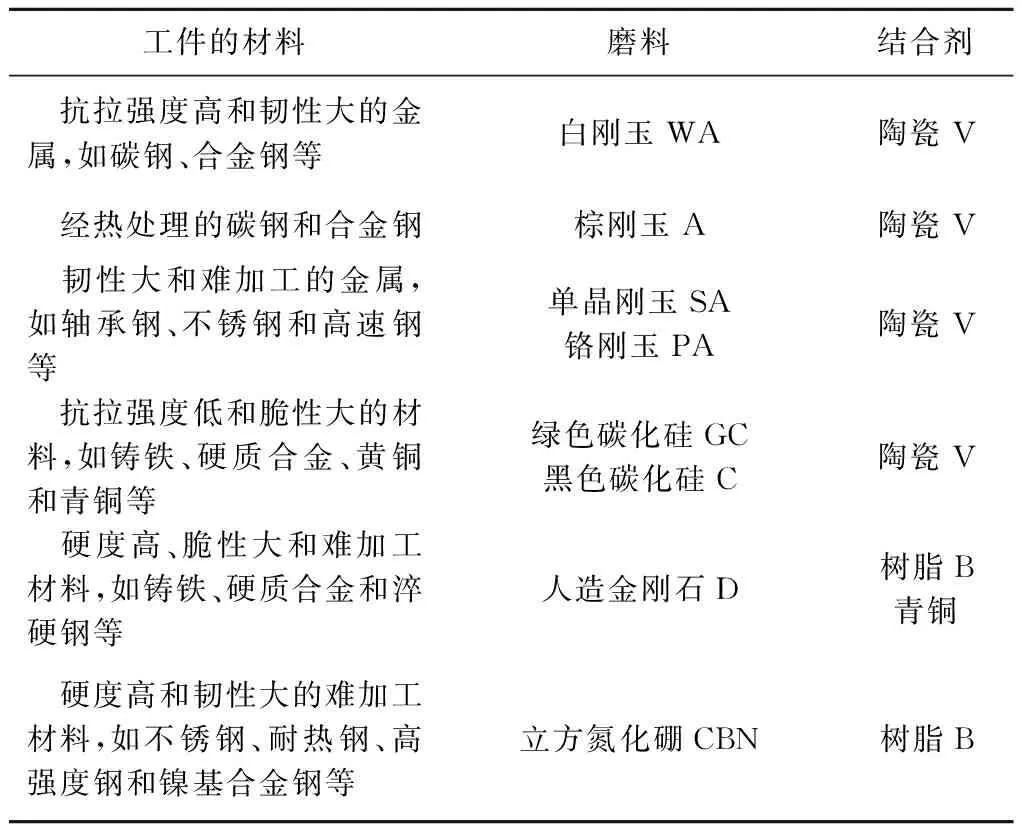
表1 油石磨料和结合剂的选用[1]

表2 油石硬度的选用
1.3 油石粒度的选用
油石粒度根据工件表面粗糙度选用。工件表面粗糙度决定珩磨内孔的磨削量,珩磨磨削量、切削力、工作压力与油石粒度有密切的关系。
周向切削力公式为:
Fc=nfcAP
(1)
式中,n为油石数量;fc为周向切削力珩磨系数,fc=μcos(θ/2),θ为网纹交叉角,0°<θ≤90°;A为单根油石工作面积,A=Lb;P为珩磨工作压力。
轴向切削力公式为:
Ft=nftAP
(2)
式中,n为油石数量;ft为轴向切削力珩磨系数,ft=μsin(θ/2),θ为网纹交叉角,0°<θ≤90°;A为单根油石工作面积,A=Lb;P为珩磨工作压力。
珩磨切削力公式为:

(3)
式1~式3表明,切削力与珩磨工作压力P、网纹交叉角θ成正比。因为珩磨工作压力P与磨削量成正比,网纹交叉角θ决定内孔表面粗糙度,进而决定油石粒度,所以切削力愈大,磨削量愈大,网纹交叉角愈大,表面粗糙度愈大,油石粒度愈粗。一般粗珩时,θ=40°~60°;精珩时,θ=20°~40°。通常选用θ=42°~43°,油石粒度为120、180和240等3种,它的合理选用也是确保工件质量的重要环节。不同的材料、表面粗糙度与油石粒度的关系见表3。
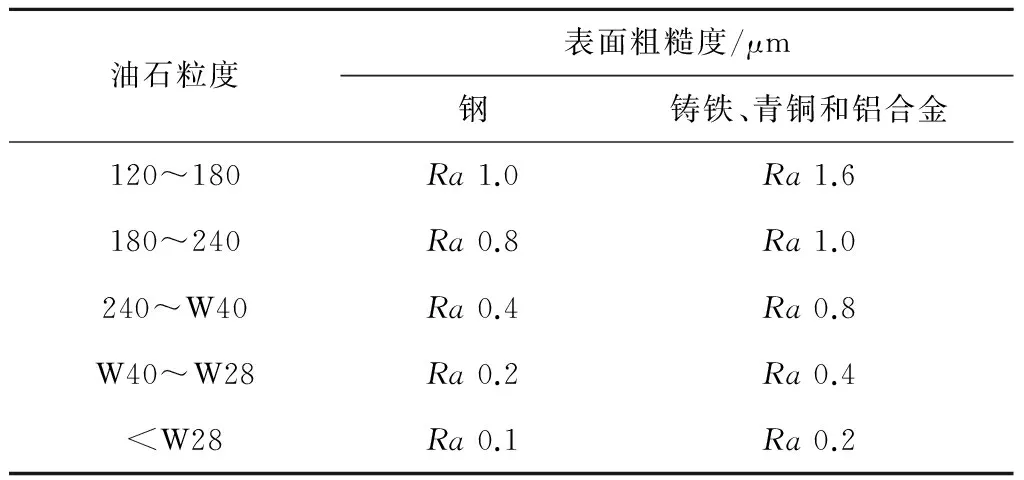
表3 油石粒度的选用[2]
2 工作压力的选用
珩磨的工作压力根据工件加工精度选用。工件加工精度低,应选用较大的工作压力;工件加工精度高,应选用较小的工作压力。合理选用油石工作压力也是确保工件质量的重要环节。珩磨内孔的磨削量也取决于加工精度,加工精度低,选用工作压力大,则油石进给量大,内孔的磨削量大。不同的材料、加工精度与工作压力的关系见表4。

表4 工作压力的选用
3 实践应用
加工工件为铝合金细长薄壁筒,其内孔尺寸为φ125H9,最大外圆尺寸为φ160f9,最大长度尺寸为2 075 mm。材料为7A04超硬铝,密度小,热导率高,刚度差。在淬火后时效处理,目的是提高屈服强度和硬度。工件在使用时主要承受内部压力,内孔在承受一定的液压和气压后,不允许在承压和卸压的状态下出现变形现象。该工件内孔设计要求表面粗糙度为Ra0.4 μm,直线度为φ0.2 mm,圆度为0.025 mm,同轴度为φ0.1 mm。为了保证上述加工精度要求,内孔需要进行大余量的珩磨加工,故对油石和工作压力的选用进行了探索,具体情况如下。
1)选用德国进口油石试珩。试珩效果不理想,主要表现在施加0~2 MPa的径向压力珩磨内孔,在一定的时间内,油石磨损程度无变化,内孔尺寸变化量大,表面粗糙度大,说明磨削量过大。分析原因是油石磨料的选用有问题,磨料硬度大于材料硬度,使锋利的磨料对零件内表面进行大余量的磨削加工,造成表面粗糙度大,尺寸精度难以控制。
2)选用油石C120JV试珩。效果不太理想,主要表现在用相同的工作压力和时间珩磨内孔,油石磨损程度大,内孔尺寸变化量显著,表面粗糙度大,内孔直线度为φ0.35 mm,说明珩磨压紧力过大。分析原因是:a)油石粒度的选用有问题,磨削量与油石工作压力正比关系不显著,表面粗糙度大,说明油石选用过粗;b)工作压力的选用有问题,工作压力与油石磨损量成正比,说明该工作压力不适合此工件。
3)选用油石C240JV和GC400JV,工作压力为0~1.2 MPa试珩。效果理想,主要表现在:a)压紧力由2.5 MPa调整到1.25 MPa,直线度为φ0.12 mm;b)用油石C240JV粗珩内孔,油石磨损程度小,内孔尺寸变化量趋于规则变化,表面粗糙度达到Ra1.6 μm,说明磨削量与油石工作压力成正比关系;c)用油石GC400JV精珩内孔,油石磨损程度小,内孔尺寸变化量趋于规则变化,经计量部门鉴定,表面粗糙度达到Ra0.4 μm,圆度和同轴度也满足设计要求。
通过生产实践表明,油石选用C240JV和GC400JV,工作压力选用0~1.2 MPa,适合珩磨铝合金细长薄壁筒这种热导率高、刚度小的材料。选用油石的黑色碳化硅和绿色碳化硅磨料,其硬度大于工件材料硬度,能够在磨钝后自行脱落,露出新的锋利磨料对工件内表面进行珩磨。由此可见,对于硬度软的材料,可以选用硬油石进行珩磨。
4 结语
通过对珩磨油石和工作压力的探索及其在实践中的应用,总结了一些经验。合理选用油石与工作压力关键在于掌握工件的加工精度和材料的力学性能。
[1] 杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2006.
[2] 赵志修.机械制造工艺学[M].北京:机械工业出版社,1985.
责任编辑彭光宇
SelectionResearchofHoningHoneandPressure
LIU Min,WANG Chunyan
(Heilongjiang Qiqihar North Machinery Company,Qiqihar 161000,China)
The selection of the hone and pressure is the key to honing and the prerequisite to finishing inner holes successfully.This paper deals with the basic principles for applying the proper hone and pressure to honing inner holes.Considering the performances and characteristics of the new material that is honed,which includes the machining difficult point and operating step,and is employed by analyzing such hone material as hardness,grit and cross hatch angle and the pressure.The machining difficult point is that the machined part is of slim and thin-wall cylinder type.By the practise,the processing program of superduralumin 7A04 in inner bore is ensured, and we get the eligible parts through numerical control machine methods.
vertically honing,hone,hining material,grit,pressure,cross hatch angle
TG 580
:B
刘敏(1965-),女,高级工程师,主要从事机械制造等方面的研究。
2014-11-24