萨维利(SAVELLI)双面压实造型线的特点和应用
2015-07-11吉耀庭张培根
吉耀庭,张培根
(1.机械工业第一设计研究院,安徽 合肥 230601;2.常州萨维利铸造技术有限公司,江苏 常州 213000)
1 萨维利SAVELLI FORMIMPRESS 双面压实造型工艺和造型线
1.1 双面压实造型机造型工艺的原理和特点
意大利萨维利(SAVELLI)的双面压实造型工艺与德国KW、日本新东HWS的静压造型工艺的区别在于型砂和模板之间的相互移动的不同。它的造型过程和工艺是将预填框置于砂箱和模板之间。采用模板随型压实工艺和多触头压实机构,模板可以作上、下自由移动,将预填框内的型砂从砂型(砂箱)分型面处挤压推入,其紧实度是分型面和背面高,而中间较低的理想曲线分布,实现了高硬度和良好的透气性完美地相结合。
其紧实过程如图1所示,分9个步骤完成。
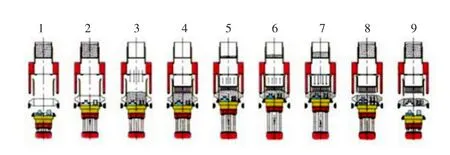
图1 双面压实造型工艺的紧实过程
1)通过造型机称量斗称量型砂,同时预填框处于最高位置;
2)提升工作台,将模板,预填框和砂箱举升到工作位置;
3)重力加砂,将型砂从称量斗中加入到砂箱;
4)多触头压头进入至砂箱上方,造型机中心工作位置,刮平多余型砂;
5)工作台带着模板,预填框和砂箱再次提升,预紧实;
6)提升模板,自下而上开始压实;
7)通过多触头,以15kg/cm2压力从顶部挤压完成终紧实;
8)工作台下降,通过预填框慢速平稳脱模;
9)快速分离,将砂箱放置在砂箱辊道上,模板框定位在造型机内部模板更换装置中心,将造型完成的砂箱推出,同时将空砂箱推入到造型区准备。
通过双面压实这种紧实系统,能达到以下质量效果:
(1)一个理想的砂型强度在于,与模板接触的型砂有着合理的硬度值并且由于压力差的影响,砂型中砂子的密度(紧实度)在朝着砂型背面方向上递减;
(2)铸型能完美的反映模板模型各个清晰轮廓;
(3)铸件“几乎”无需清理;
(4)造型生产噪声小;
(5)与其他同类造型方式相比,可节省20%~30℅的能耗;
(6)在预填框上完成脱模,而不是在辊道滚轮上,保证了造型机的造型精度和脱模精度。
1.2 造型机主要结构组成
组成结构包括:底部基础机构,顶部压头机构,机架,加砂和砂分配机构,带举升工作台的压实机构,中心转台旋转模板更换装置,模板吹喷装置,液压气控系统和电气控制系统。
1.3 造型机主要结构特点
1)加砂方式为重力加砂,模板不需要排气塞;
2)使用称量斗对型砂称量,对加入到砂箱内的型砂定量控制;
3)造型时,造型主机,模板框和预填框采用四柱定位机构,预填框和砂箱定位,起模定位面为预填框,保证了造型精度和起模精度;
4)带有定位和自动加热的转台模板更换装置,中心系统模板可选1/1和1/2;
5)齿轮电机驱动多触头压头和称量斗水平移动,叶片驱动砂箱加砂分配装置和举升工作台装置均采用编码器,传感器,数值化控制;
6)带有压力控制调节的内、外压力补偿双作用油缸多触头压头装置,完成预紧实和终紧实。根据工艺要求,比压在0~1.5MPa之间可调。
1.4 双面压实造型线工艺流程(见图2、图3)
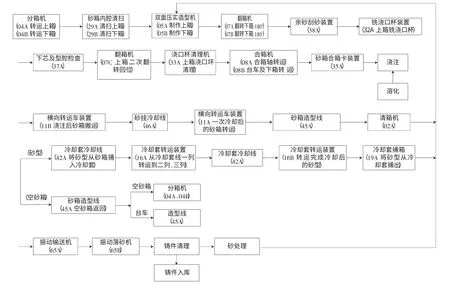
图2 造型线(双主机)的工艺流程

图3 双面压实造型线(双主机)的平面布置图
图2、图3为双主机的造型线,并且采用的是多层的冷却套工艺,上、下型均在同一造型段上依次排列。
1.5 双面压实造型线的主要特点
造型线由于配置了2台造型主机以及2台分箱机,2台砂箱内腔清扫机,3台翻箱机及2台合箱机等,其砂箱的推送程序为同时运行和移动2个工位位置,而台车的运行、浇注、转运及砂箱冷却线、冷却套冷却线其推送程序均为运行和移动一个工位位置。
1)除造型机配有自动模板更换机构外,造型线还配有模板穿梭机构,砂箱,台车更换装置,提高了更换模板,砂箱及台车的可靠性和速度,相应地提高了造型线的效率。
2)除造型机和造型线辅机捅箱机外,高性能造型线采用变频伺服电动驱动,齿轮齿条传动,实现推送——翻箱——合箱——转运(见图4).
(1)与液压驱动相比,能耗降低约40%,效率可提高约30%;
(2)变频伺服电动驱动,可以无级调速,实现最大平稳的数值化的加速和减速,具有最佳的速度调节方式和移动可重复性;
(3)与液压驱动相比,受外界环境影响小,不受油温变化,彻底解决定位不准,移动时晃动,同时还可以根据砂箱热胀冷缩调节推动距离;
(4)电机驱动系统只有动力线及信号线,安装简单方便,安全性高,环境无污染;
(5)系统可远程诊断和服务。

图4 变频伺服电动驱动单元
3)采用冷却套替代砂箱完成对砂型和铸件冷却的新型冷却线(见图5).

图5 双层双列冷却套
(1)将砂箱内的砂型从砂箱捅入到冷却套作二次冷却,和将完成冷却后的砂型从冷却套桶到振动输送槽和振动落砂机;
(2)冷却套冷却线分单层、双层和多层,而每层又分双列和三列,每列上的冷却套有二室,可同时放2个砂型。其结构为钢结构组焊,安装在砂箱冷却线上方,节省了砂箱和占地面积;
(3)与在砂箱内冷却相比,减少了砂箱、台车的数量,减少了砂箱大量运动,节省了制作砂箱的成本费用:
a)在有限成本内可得到长时间的铸件冷却;
b)增加了布线的灵活性。
(4)造型线上合箱机采用浮动机构,浮动合箱,提高了合箱精度,也同时降低了台车加工的成本;
(5)造型线捅箱前,设置了浮铁磁选机,清理浇注后残留在上箱面上的铁豆,以减少对后续的砂处理设备影响;
(6)造型线砂箱锁紧装置:
a)箱卡锁紧装置可安装固定在台车上,也可以在上箱部位(如图6、图7所示);

图6 箱卡装置在砂箱上
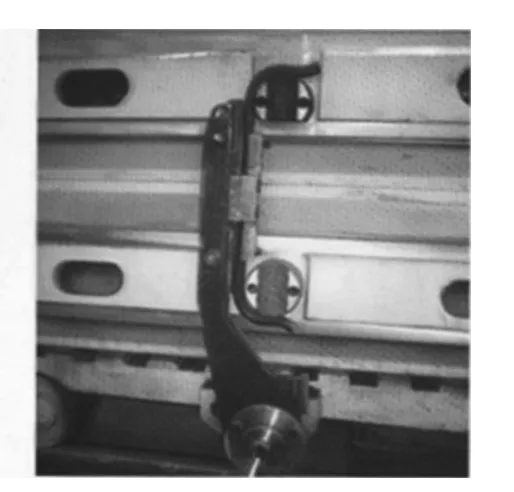
图7 箱卡装置在台车上
b)在需要上箱卡和下箱卡的工位,设置有自动箱卡机构,提高了造型生产效率;
c)箱卡的锁紧通过液压装置进行最终锁紧,其锁紧力是恒定值;
d)箱卡锁紧装置的接触面是一种特殊耐磨材料,可靠性好,寿命长。
4)由于双面压实造型机的特点,能满足大批大量铸件的造型要求,特别适合于大铸件、高铸件和复杂铸件的生产,砂箱最大内尺寸可做到3500mm×1800mm×700/700mm.
1.6 双面压实造型线的应用实例
意大利萨维利(SAVELLI)的双面压实造型线广泛应用于铸钢、铸铁和铸铝的行业中,在我国也有应用。
1)俄罗斯Altaiwagon集团使用意大利萨维利(SAVELLI)砂箱内尺寸为3000mm×1800mm×500/500mm的双面压实有箱造型线生产摇枕侧架。
2)法国雷诺集团使用意大利萨维利(SAVELLI)砂箱内尺寸为1300mm×1100mm×250/250mm的双面压实有箱造型线生产雷诺轿车的零部件。
3)意大利zenfounderie集团使用意大利萨维利(SAVELLI)砂箱内尺寸为2000mm×1200mm×500/500mm的双面压实有箱造型线生产汽车后桥;砂箱内尺寸为750mm×750mm×350/350mm的双面压实有箱造型线生产刹车盘、制动毂等。
4)我国东台XX机械有限责任公司,使用意大利萨维利(SAVELLI)砂箱内尺寸为2000mm×1050 mm×350/350mm的双面压实有箱造型线生产纺织机械铸件。
5)我国太重集团XX工业有限公司,使用意大利萨维利(SAVELLI)砂箱内尺寸为900mm×700 mm×300/250mm的双面压实有箱造型线生产基础件铸件。
6)山东XX实业股份有限公司,使用意大利萨维利(SAVELLI)砂箱内尺寸为1200mm×1000mm×350/350mm的双面压实有箱造型线生产汽车零部件的铸件。
7)我国南通XX机械制造有限公司,使用意大利萨维利(SAVELLI)砂箱内尺寸为1100mm×1000mm×300/300mm的双面压实有箱造型线生产汽车零部件。
8)我国柳州XX铸造有限公司,使用意大利萨维利(SAVELLI)砂箱内尺寸为1100mm×1000mm×300/300mm的双面压实有箱造型线生产缸体缸盖等汽车零部件。
9)我国大连XX铸造有限公司,使用意大利萨维利(SAVELLI)砂箱内尺寸为1000mm×800mm×300/300mm的双面压实有箱造型线生产飞轮、飞轮壳等汽车零部件。
2 双面压实造型和其他造型工艺特点的比较
双面压实造型和其他造型工艺特点的比较见表1.
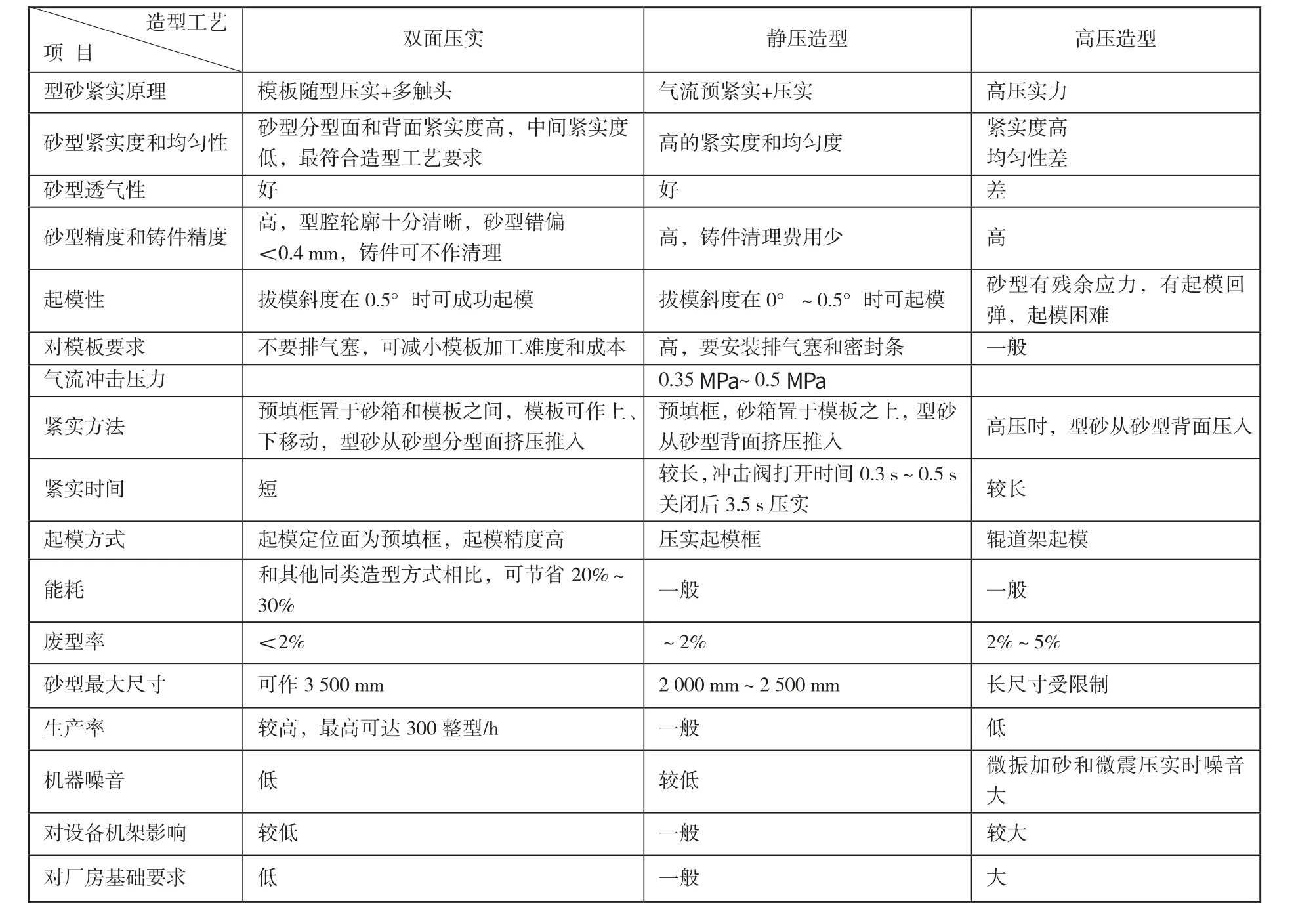
表1 双面压实造型和其他造型工艺特点的比较
3 结束语
综上所述,萨维利(SAVELLI)双面压实造型线是一种新型的黏土砂工艺造型设备,具有高效、节能、绿色环保和全自动智能化的显著特点,可以实现高硬度与良好的透气性完美地相结合,并且在能耗与控制可靠性方面有着显著的优势,广泛应用于机车和铁路铸件、纺机、汽车零部件、通用机械中大批量的铸钢件、铸铁件和铸铝件的生产,前景广阔、值得推广。
[1]佚名.铸造设备选用手册[M].第2版.北京:机械工业出版社,2001.
[2]温平.中国铸造行业发展概况[R].天津:中铸协铸造装备分会,2014.
