集束型半导体装备调度系统架构模型
2015-07-07卢睿
卢 睿
(辽宁警察学院 公安信息系,大连 116036)
0 引言
集束型半导体装备由若干晶圆加工单元(Process Module,PM)和机器人物流搬运单元(Transfer Module,TM)组成一体,广泛地应用于集成电路、LCD生产线。集束型装备控制软件 (Cluster Tool Controller, CTC)是装备的分布式控制软件,它与本地模块控制器(Module Controller,MC)进行通信,监视单元模块中发生的事件及状态变化,实时确定调度与控制命令,并且向模块控制器发出符合集束型装备模块通信(Cluster Tool Module Communication,CTMC)标准的控制命令[1]。SEMI(Semiconductor Equipment and Materials Institute,国际IC装备和材料协会)国际标准是实现集束型IC装备的基础和规范,符合SEMI标准是300mm晶圆加工厂的基本要求。目前国外对于CTC控制软件的研究已经向标准化、通用化控制系统平台的总体趋势发展。
目前已有一些与CTC实时调度系统相关的研究成果。文献[1~3]提出了基于现场总线技术的CTC调度系统框架模型,但该模型并不符合SEMI标准。TrackSim系统采用Brook公司的AutoMod作为3D动画建模工具,并应用到涂胶显影工艺的Track机上,可用其评估不同的投料和派工规则的性能[4]。文献[5]提出了基于加工和搬运模块状态机的CTC系统实时调度系统框架,并对设备失效、通信延迟等异常情况提供了处理方法。ClusterSim是基于AutoMod仿真系统的可定制仿真软件,该软件提供了详细的统计报表,ToolSim系统是该系统的升级版本,应用在位于美国得克萨斯州的半导体生产线化学气相淀积设备上。SWP(Single Wafer Processing)系统由韩国三星电子开发,用来测试临时晶圆到达时的在线调度方法[6]。以上CTC调度系统相关研究没有考虑采用SEMI标准,其效果与实际存在较大差异。
在对SEMI标准的研究基础上,本文首先提出了满足SEMI标准的CTC实时调度系统框架模型,包括用户界面层、作业与调度管理层、模块管理层、数据通信协议层和模块控制器层。然后通过分析调度系统的测试和验证过程,利用“虚拟控制”的思想,对调度系统框架模型进行了验证。
1 基于SEMI标准的CTC控制软件
1.1 SEMI标准
SEMI标准是国际IC装备和材料协会联合全球半导体制造厂、设备制造商共同制定的一系列针对半导体设计、制造、材料、加工等方面的行业标准规范,自动化软硬件标准是其中重要的组成部分。
1.2 CTC控制软件

图1 CTC控制软件架构
CTC控制软件的主要工作是遵循SEMI标准,规划生产及传输工作,管理与协调PMC和TMC控制器,并通过人机界面与操作人员沟通。CTC控制软件架构如图1所示,主要由用于批次晶圆管理的控制单元、用于晶圆加工和传输的调度单元及PMC/ TMC(Transfer Module Controller)监控单元等部分构成;同时,CTC控制软件提供开放接口,支持用户专用装备的定制化开发。具体描述如下:
作业与调度管理(Job Management)模块包含了工艺过程管理(Processing Managemen, E40)和控制作业管理(Control Job Management, E94)两部分。工艺过程管理的主要功能是确保使用正确的配方(Recipe)来进行工艺制造,并管理工艺过程所用的资源。控制作业管理部分可管理多个工艺过程,以及多个运载器(传输平台装置),对这些任务及资源进行宏观的管理和调度。
配方管理(Recipe Management)模块遵循SEMI E42标准。主要包含配方管理和配方解释执行两部分,同时还提供了配方的编辑、下载及上载等服务。
产品跟踪(E90)等标准。物料移动管理部分对物料的传输过程进行标准化。产品跟踪部分提供了对晶圆在整个加工处理过程中的跟踪功能。
2 调度系统架构模型
CTC是一个复杂的控制软件,它完成与本地模块控制器的消息传递与协调。其核心部分的调度与控制逻辑由CTC的调度系统实现。如图2所示,该调度系统是一个分层架构模型,包括用户界面层、作业与调度管理层、模块管理层、数据通信协议层和模块控制器层。作业与调度管理层根据装备的状态变化或模块控制器中发生的事件确定高层调度决策,以使这些模块能很好地相互协作,按照配方指定的晶圆流模式加工晶圆。

图2 调度系统架构模型
模块控制器包括加工单元控制程序(Process Module Controller, PMC)和传输单元控制程序(Transfer Module Controller, TMC)。PMC从CTC下载配方,监视和控制配方的执行过程和托盘在加工位置和传输位置之间升降移动。TMC控制真空机器人,在装载室、加工单元腔体之间的装载、移动和卸载。
2.1 作业与调度管理层
如图3所示,作业与调度管理层读取作业数据表以确定控制命令,作业数据表由调度决策产生的加工作业和搬运作业构成,制程工程师根据加工配方和晶圆流程模式调用调度算法库的算法并产生调度决策。调度算法库包括整数规划模型、启发式算法等构成[7,8]。
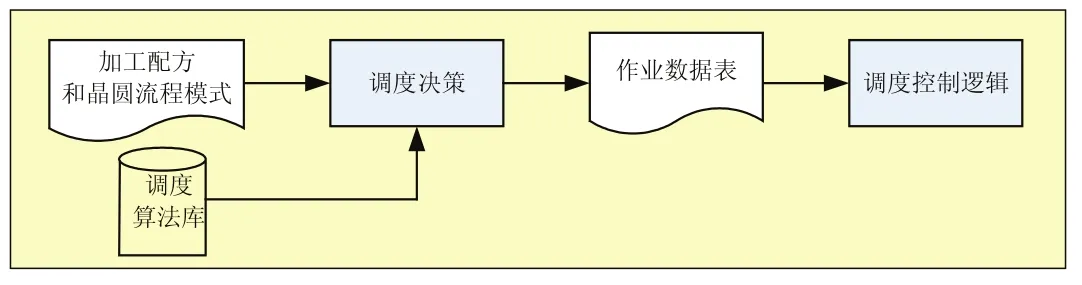
图3 调度过程示意图
2.2 模块管理层
作业与调度管理层产生高层控制命令(作业),这些作业在模块管理层将会被进一步分解为具体的调度任务。
加工模块作业分解成一系列循环操作:腔室准备(托盘上移准备接受一个晶圆)→晶圆准备(槽阀打开)→关闭(槽阀关闭)→晶圆完成(托盘下移准备处理晶圆)→准备(读取处理处方)→加工(开始加工)。加工模块从调度控制逻辑接受控制命令,从而完成每一操作步骤,并向其发送响应以表示命令完成或失败。同样,搬运模块也要分解成一系列的操作:准备→晶圆准备(槽阀打开)→执行机械手的装载、卸载或交换双臂操作→关闭(槽阀关闭)。
2.3 数据通信协议层
数据通信协议属于SEMI标准中的设备自动化/软件标准,包括SECS-I、HSMS和SECS-II三个标准。根据各个标准的内容,按照协议分层。其中,SECS-I和HSMS属于传输协议标准,描述了数据是如何通过物理媒介在设备与主机之前传输的,也就是前两种协议负责数据通信的建立和断开,而SECS-II属于消息格式标准,定义了在设备与主机之前进行双向会话时所使用的消息格式。
2.4 模块控制器层
1)加工模块控制器架构
加工模块控制器主要接收来自CTC的命令,并从资料数据库下载加工配方,并根据配方中的参数去完成特定的加工,并将执行加工的结果返还PMC。如图4所示PMC与CTC之间的通讯遵循CTMC的标准,其通讯的内容格式依照SECSII的消息格式,与CTC的网络连接依照HSMS标准,PMC必须拥有图形用户界面来监控加工模块体的状态、提供配方编辑的界面、显示各种例外状况和事件、3D模型显示加工过程、用户权限配置界面、IO配置等。

图4 加工模块控制器架构
搬运模块控制器与加工模块控制器具有类似的架构,所以在此不详细论述该模块的软件架构。
2)模块控制器层模型
在实时调度系统中,PMC和TMC作用为执行上层下达的命令,并以消息事件返回给上层,通告命令的执行情况。因此,模块控制器仅模拟实际加工模块、搬运模块、托盘和槽阀等必要的活动,并且不考虑低层的I/O驱动程序和其它管理功能(配方管理等)。图5给出上述组成模块的状态图。

图5 模块控制器状态图
3 调度系统的测试与验证
开发阶段使用“虚拟控制”思想对调度系统进行测试和验证。“虚拟控制”需要完成以下功能:1) 开发人员可以指定各种操作加工单元和传输单元的测试场景;2) 仿真模块控制器要像真实的PMC和TMC控制程序一样遵循CTMC标准;3)模块管理层具有CTMC通信接口,各个组成部分应遵循对应的CTMC标准;4) 能够提供适当的分析工具,方便开发人员从不同角度识别错误和分析统计。图6的测试和验证系统包括三个加工测试模块和一个机械手物料搬运测试模块。
各组成部分详细解释如下:
测试场景:用户可以自定义晶圆流程模式和加工晶圆数量,模拟加工一批晶圆的调度过程,或者用手工方式向模块控制器发命令。通信连接可以设定模块控制器和CTC软件互连所需IP地址和端口,该通信连接在TMC与PMC仿真程序也有类似功能菜单,不同的是,CTC作为网络连接的客户端,PMC作为网络连接的服务端,而TMC既要作为客户端与PMC连接,又要作为服务端接收CTC的连接。
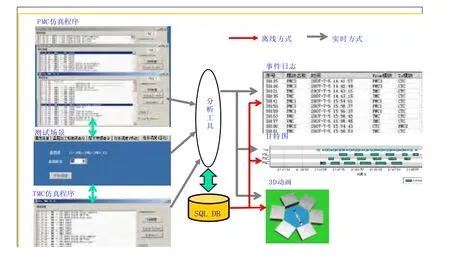
图6 测试和验证系统
模块管理程序:基于网络事件驱动的有限状态机,根据网络通信对象不同,可以为通信客户端或者服务端,自动进行网络连接、超时断开等(HSMS协议);能够将CTC发来的SECS-II格式解码为模块控制器需要的消息事件,改变模块控制器状态机的状态,并将模块控制器返回消息编码为SECS-II格式。HSMS/SECS-II协议最终实现是通过面向对象的方法(composite和visitor设计模式)。
PMC与TMC仿真程序: PMC和TMC这两类仿真对象具有相同的父类,其函数名称以对应的事件或者命令命名,例如functionS4F23。每个模块控制器仿真程序的状态机由事件驱动函数实现,每个函数作为一个例程在一个状态下执行并且发送相应的回报消息,例如:在从CTC接收了控制命令后,从数据库中读取加工配方,在适当的时间过后向CTC发出一个完成事件消息(例如:加工单元完成加工任务S4F23)。与PMC相比,TMC不仅需要与CTC通信,同时要建立多个线程与多个PMC通信,因此较为复杂。底层物理设备模拟需要考虑模拟信号、数字信号、加工时间以及意外事件,因仅对调度控制逻辑进行验证,因此采用延时程序表示加工耗时,并定义异常事件规则库,对应测试场景的意外事件类型和发生概率,满足系统对随机意外情况的测试需求。
分析工具:分析工具既可以在线分析实时数据,也可以离线查看数据库的历史数据。这些消息包括CTC中的配方管理、调度程序与通信模块管理程序之间的消息,CTC和模块控制器程序之间的事件和控制消息。消息日志的消息格式为:模块名称、时间发生时间、发送模块和接受模块、消息名称等记录。分析工具的Gantt图生成程序按CTC和模块控制器名称查询所需的消息事件集合,按加工单元和机械手搬运单元分类实时显示晶圆加工和搬运状态;分析消息发生的时间,以及消息间的时序逻辑关系,精确地计算晶圆加工时间、在加工单元的滞留时间、系统的产能等等。3D图形动画程序是由基于虚拟建模语言(Virtual Reality Modeling Language, VRML)开发。3D图形动画程序分析数据库内CTC和模块控制器的事件消息,按着模块事件和状态定义改变对应模块的二维几何形状,实时显示它们的图形状态。与单一监视事件日志相比,检查甘特图、图形动画和统计结果极大地改进了验证过程,同时也极大地改善了调度程序开发人员和系统工程师之间的通信。
4 结论
本文提出了满足SEMI标准的CTC调度系统架构模型,该模型分为包括用户界面层、作业与调度管理层、模块管理层、数据通信协议层和模块控制器层,并利用“虚拟控制”思想对该调度系统架构模型进行了验证。结果表明该架构模型可以在开发阶段降低验证工作量,减少后期错误检测量、缩短系统开发周期,因此具有一定现实意义与应用价值。
[1]LEE T E, LEE J H.An integrated application framework for a cluster tool controller for semiconductor manufacturing[A].IEEE International Conference of Emerging Technologies and Factory Automation[C].2001,775-778.
[2]LEE J H, LEE T E.A supervisory equipment control application model for integrated semiconductor manufacturing equipment[J].IEEE Robotics and Automation Magazine, 2004, 11(1): 41-58.
[3]LEE J H, LEE T E, PARK J Y.Cluster tool module communication based on a high-level fieldbus[J].International Journal of Computer Integrated Manufacturing, 2004, 17(2): 151-170.
[4]HONG S B, LEE D Y, YOON H J.Semiconductor track system simulator[A].Proceeding of the IEEE international conference on systems, man, and cybernetics[C].2001,1036-1040.
[5]SHIN Y H, LEE T E, KIM J H, et al.Modeling and implementing a real-time scheduler for dual-armed cluster tools[J].Computers in Industry, 2001, 45(1): 13-27.
[6]KIM W S, JEON Y H, KWAK S J, et al.High-fidelity simulation of integrated single-wafer processing tools for evaluation of scheduling algorithms[J].Robotics and Computer-Integrated Manufacturing, 2009, 25(1): 107-121.
[7]YANG F J, WU NQ, YAN Q, et al.Petri Net-Based Optimal One-Wafer Cyclic Scheduling of Hybrid Multi-Cluster Tools in Wafer Fabrication[J].IEEE Transactions on Semiconductor Manufacturing, 2014, 27(2): 192-203.
[8]WIKBORG U, LEE T E.Noncyclic Scheduling for Timed Discrete-Event Systems With Application to Single-Armed Cluster Tools Using Pareto-Optimal Optimization[J].IEEE Transactions on Automation Science and Engineering,2013, 10(3):699-710.
[9]YAN Q, WU NQ, ZHOU M C.A Petri Net-Based Novel Scheduling Approach and Its Cycle Time Analysis for Dual-Arm Cluster Tools With Wafer Revisiting[J].IEEE Transactions on Semiconductor Manufacturing, 2013,26(1): 100-111.
[10]KIM H J, Lee T E.Scheduling Cluster Tools With Ready Time Constraints for Consecutive Small Lots[J].IEEE Transactions on Automation Science and Engineering,2013, 10(1):145-159.
