三机架冷连轧设备在生产优质易拉罐罐体用铝带材上的应用
2015-07-01刘世宇
刘世宇
(南山轻合金有限公司,山东 龙口 265706)
三机架冷连轧设备在生产优质易拉罐罐体用铝带材上的应用
刘世宇
(南山轻合金有限公司,山东 龙口 265706)
文章较为全面地阐述了全铝易拉罐罐体用带材的产品技术要求,以及如何获得良好产品质量的基本条件和有效途经,重点介绍了在三机架冷连轧上生产易拉罐罐体用铝带材的工艺手段。
三机架冷连轧;易拉罐用铝带材;连续可变凸度;热油边部喷射系统;自回复(温式轧制)
全铝易拉罐(两片罐)用带材要求具有良好的深冲性能、抗腐蚀能力、抗疲劳性能、优良的表面质量、较高的屈服强度、严格的尺寸偏差等。而要达到这些质量要求,则要求材料具有合适的合金化学成分、良好的冶金质量、合理的组织结构、良好的板形和严格的厚度公差;且在铝板带的生产过程中,对工艺和设备水平均要求较高,因此易拉罐用铝带材的生产是衡量一个国家铝加工水平的重要标志。
南山轻合金有限公司引进的世界先进的铝罐体料全套生产设备,彻底解决了铝罐体料制耳率达不到用户要求和断罐率高的问题;同时先进的现代熔铸设备,保证了铸锭质量,使最终的易拉罐针孔、夹渣等缺陷降到最低水平。另外,引进的世界一流的冷轧配套设备和最新的控制技术,充分保证了生产易拉罐用铝带材产品的表面质量和板形。本文主要介绍全铝易拉罐罐体用带材和如何在“三机架冷连轧”设备上实现生产优质罐体料的工艺技术。
1 全铝易拉罐罐体用带材简介
1.1 合金状态及其规格
目前,全铝易拉罐用带材主要采用3104合金,并逐渐替代了3004合金,产品交货状态为H19;厚度大部分在0.27~0.28mm,并有逐渐减薄的趋势,据了解目前最薄的罐体料厚度已减至0.254mm。另外罐体料宽度也在向宽幅的方向发展,从早先的约1200mm宽,到目前大部分的 1700mm宽,甚至少量宽度达到1900mm。
1.2 主要质量要求
制耳率和断罐率是衡量全铝易拉罐罐体用带材质量的主要质量标准。南山轻合金有限公司的“1+4” 热连轧项目,彻底解决了制耳率达不到用户要求的问题,而“三机架冷连轧”更容易实现温式轧制,可以明显降低断罐率。经过半年的实践表明,经“三机架冷连轧”的罐体用铝带材的断罐率已降低至30ppm以下,甚至能够达到20ppm,凸显其市场竞争优势。
1.3 内部组织结构
1.3.1 冷变形对铝带材内部组织的影响
(1)晶粒现状的变化
冷轧后,随着带材变薄,晶粒沿长度方向被拉长、拉细或压扁。冷轧压下率越大,晶粒变化也越大。在晶粒被拉长的同时,晶间夹杂物也随之拉长,使铝带材出现纤维组织;
(2)亚结构
带材冷轧后,在带材的晶粒内部出现了许多取向不同、长度约为10-3~10-6cm的小块,即亚晶或亚结构(嵌镶组织)。亚结构可提高铝带材强度;
(3)变形织构
铝板带在较大的压下率下,晶间位向由无序状态变成有序状态,形成纤维组织(变形织构)。织构使材料具有明显的各向异性,在很多情况下会出现织构硬化;
(4)晶内和晶间的破坏
铝板带在较大压下率下,晶间物质的破坏使晶粒直接接触、晶粒位向有序化;晶内破裂,使晶粒更加细小。
1.3.2 冷轧对铝带材性能的影响
(1)对理化性能的影响
冷轧后带材密度减小,化学稳定性降低,易产生应力腐蚀;
(2)对力学性能的影响
冷轧使铝带材强度指标大为提高,即出现加工硬化现象;
(3)对结构域各向异性的影响
铝带材在较大变形后,由于出现织构而使材料呈现各向异性。三连轧的优势,可以合理控制加工条件,以充分利用织构与各向异性的有利方面,避免和消除不利方面,减少制耳率和降低断罐率。
2 三机架冷连轧设备简介
在铝合金板带材加工行业,山东南山轻合金有限公司的三机架冷连轧设备,是中国首条冷连轧铝板带材生产线,同时也是全球第二条铝板带材冷连轧生产线,是当今最先进的铝易拉罐生产线。第一条三机架冷连轧生产线,采用水基进行冷却,而南山轻合金有限公司这条生产线采用的是油基冷却方式,此种冷却方式填补了铝加工行业在三机架冷连轧方面的空白。目前,公司已经摸索出油基冷却加工工艺,并开始批量生产,产品质量满足客户需求。
三机架冷连轧的组成主要有开卷准备站、开卷机、1#、2#、3#机架、卷取机、卷材套筒运输系统、厚度板形控制系统等几个部分组成。
3 三机架冷连轧生产罐料的工艺策略
在生产全铝易拉罐罐体用带材的过程中,为了保证带材的厚度精度、深冲成型性能、断罐率等质量,三机架冷连轧在轧制过程采用了下列工艺技术手段。
3.1 厚度控制方法
随着市场竞争日趋激烈,制罐企业对带材的厚度要求也越来越苛刻。为了降低成本,提高产量和效益,制罐厂要求在保证带材厚度公差的前提下,使带材平均厚度略微偏薄,这样同样重量的铝带材可获得更高的出罐率,实现利润最大化。为了满足用户对厚度及公差的要求,在三机架冷连轧采用了以下几个措施:
(1)出口厚度由1#和2#机架速度调节;
(2)1#、2#机架和2#、3#机架间张力通过辊缝调节;
(3)质量流控制通过1#机架位置控制和1#机架和3#机架速度调节;
(4)三机架冷连轧采用IMS的X-射线测厚系统,此系统测量精度高,反馈迅速,对厚度控制的稳定起到了关键作用。目前配三机架冷连轧的带材厚度控制在±1%以内;
(5)LDV激光测速仪有测量精度高、动态响应快、测量速度方向性灵敏及测量量程大等特点,配备此系统可以更好的控制速度精度,对产品板形、厚度等指标均有重要作用。
3.2 CVC+技术
为满足带材板形要求,三机架冷连轧设备采用了SMS公司的CVC+技术。该技术是轧机中间辊为CVC辊,通过轴向窜动,能够使辊缝凸度连续变化,变化范围可达到0.1~0.8mm,且CVC辊的窜动机制完全集成于板形自动控制系统当中。
罐体料生产过程中,通过使用CVC辊窜动,可实现不同宽度、不同厚度罐体料的板形要求。经过实践,三机架冷连轧上配备CVC+板形自动控制系统,是保证易拉罐用铝带材良好板形的非常有效的方法。
3.3 热油边部喷射系统(HES)
轧制过程中,带材中间与边缘由于散热不同,边部温度会低于带材中部温度,由此产生的温降造成“紧边”现象,这种“边紧肋松”的板形存在断带危险。为防止带材紧边造成断带,三机架冷连轧采用了热油边部喷射系统(HES)。
该HES系统原理见图1。带材边缘与工作辊接触的区域其散热比轧辊中部快,该区域热凸度比辊身中部小,存在一个热凸度降低的梯度段,因此带材边缘在该区域延伸较少,轧制过程中受到相邻带材的拉应力,容易使带材边缘产生裂口造成断带。HES系统利用100℃左右的热轧制油进行局部喷射,以增加工作辊在此区域的热凸度,使带材边缘延伸增加,减少带材边缘的拉应力,降低断带率,保证了高速、高温状态下的稳定轧制。
这套系统能够在轧制过程中根据带材实际宽度,对与带材边缘接触的工作辊身区域进行热轧制油喷射,有效降低带材在高速轧制过程中的断带率,防范断带起火的危险。
3.4 自回复(温式轧制)
深冲成型性能是铝易拉罐罐体用带材最重要的技术指标之一,冷轧带材的成型性能与带材的终轧温度息息相关。铝带材在一定的轧制温度下,会实现“自回复”过程,在此过程中,成品带材的成形性能和材料的延伸率会明显提高,同时可以消除带材的部分应力,提高塑性。因此,这种自回复的轧制方式也被称作“温式轧制”。3104合金的轧制温度一般控制在130℃左右。图2为罐体料用带材的终轧温度与屈服强度的关系。
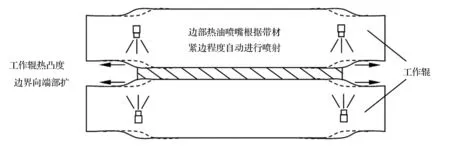
图1 热油边部喷射原理图Fig.1 Schematic illustration of hot edge spray
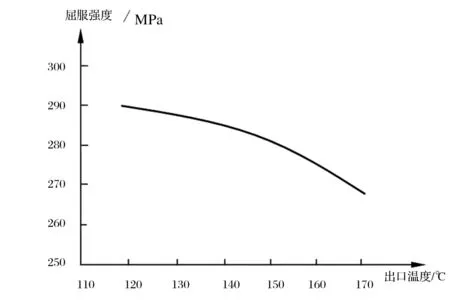
图2 屈服强度与带材温度关系图Fig.2 Yield strength vs. strip temperature
三机架冷连轧在控制铝带材的轧制温度方面有较大优势,可以使带材的道次加工率在70%以上,因此铝带材的轧制温度很容易达到“自回复”的温度(即130℃左右),通过控制轧制油温和轧制速度便可稳定的控制带材,使铝带材实现温轧方式。
4 结束语
优质的罐体料带材需要在厚度、板形、成型性、制耳率等方面具有良好的综合指标,依托CVC+-6辊三机架冷连轧机先进的设备优势,结合逐步成熟的工艺技术,南山轻合金有限公司具备了大批量生产全铝易拉罐罐体用带材的能力,产品质量满足客户要求。
[1] 姜桂兰译,周保仓校.CVC plus 技术在热轧机上的发展[J].太钢译文,2008,(4):
[2] 陈兆义,王祝堂,鲁立国,李华德.现代化CVC铝带冷轧机[J].轻合金加工技术,2004,36(5):
[3] 樊华,苟小明.HC冷连轧机轧制模型的自适应分析[J].攀钢技术, 1999, 22(4):
3-Stand Tandem Cold Rolling Mill: Application in Production of High-Quality Aluminum Strip for Can Body
LIU Shiyu
(Nanshan Light Alloy Co., Ltd., Longkou 265706, China)
The paper comprehensively described technical requirements of strip product for aluminum can body, as well as basic conditions for and effective approaches to high quality products; it focused on production process of strip for can body in the 3-stand tandem cold rolling mill line.
3-stand tandem cold rolling mill; aluminum strip for can body; continuous variable crown; hot edge spray system; self recovery (warm rolling)
2015-06-06
TG339
A
1671-6795(2015)06-0032-03
