浅析不等距螺纹的数控车削
2015-06-29王小正金银
王小正 金银

摘要: 随着对机械机构功能要求的不断提高,对不等距螺纹结构也提出了很高的要求,文中在生产及课堂教学中解决不等距螺纹的加工方面作了一些探索,着重介绍了不等距螺纹的数控加工基本思路、编程方法以及在数控加工中的具体调整。
关键词: 数控加工 不等距螺纹 梯形螺纹
中图分类号:TG62 文献标识码:A 文章编号:1672-3791(2015)05(c)-0000-00
不等距螺纹的应用较为广泛,如纺丝机械、高速离心泵上的不等距导轮、不等距螺旋桨动力装置等方面都有关键的应用。不等距螺纹分为两种情况,一种是槽等宽牙不等距;另一种是牙等宽槽不等距。
1解决思路
由于数控系统控制螺距的大小和精度,免去了计算和更换挂轮的麻烦,螺距精度高;螺纹切削回程实现快速移动,切削效率大幅提高;专用数控螺纹切削刀具、较高切削速度的选用,又进一步提高了螺纹的形状和表面质量。对于普通螺纹、锥螺纹、端面螺纹加工比较容易实现,变螺距螺纹可以用G34指令来实现。
如果螺纹的导程变化无规则(即不是呈规律性递增或递减),则用G34指令加工不易实现,而用G32指令改变编程方法可以来实现导程规则变化和无规则变化的不等距螺纹。
在这里介绍一下使用G32指令编写不等距螺纹的加工程序。
2不等距螺纹加工的编程实例
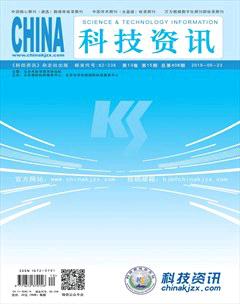
试加工图一所示零件,并完成程序的编写。
一、装配图
1、图形分析
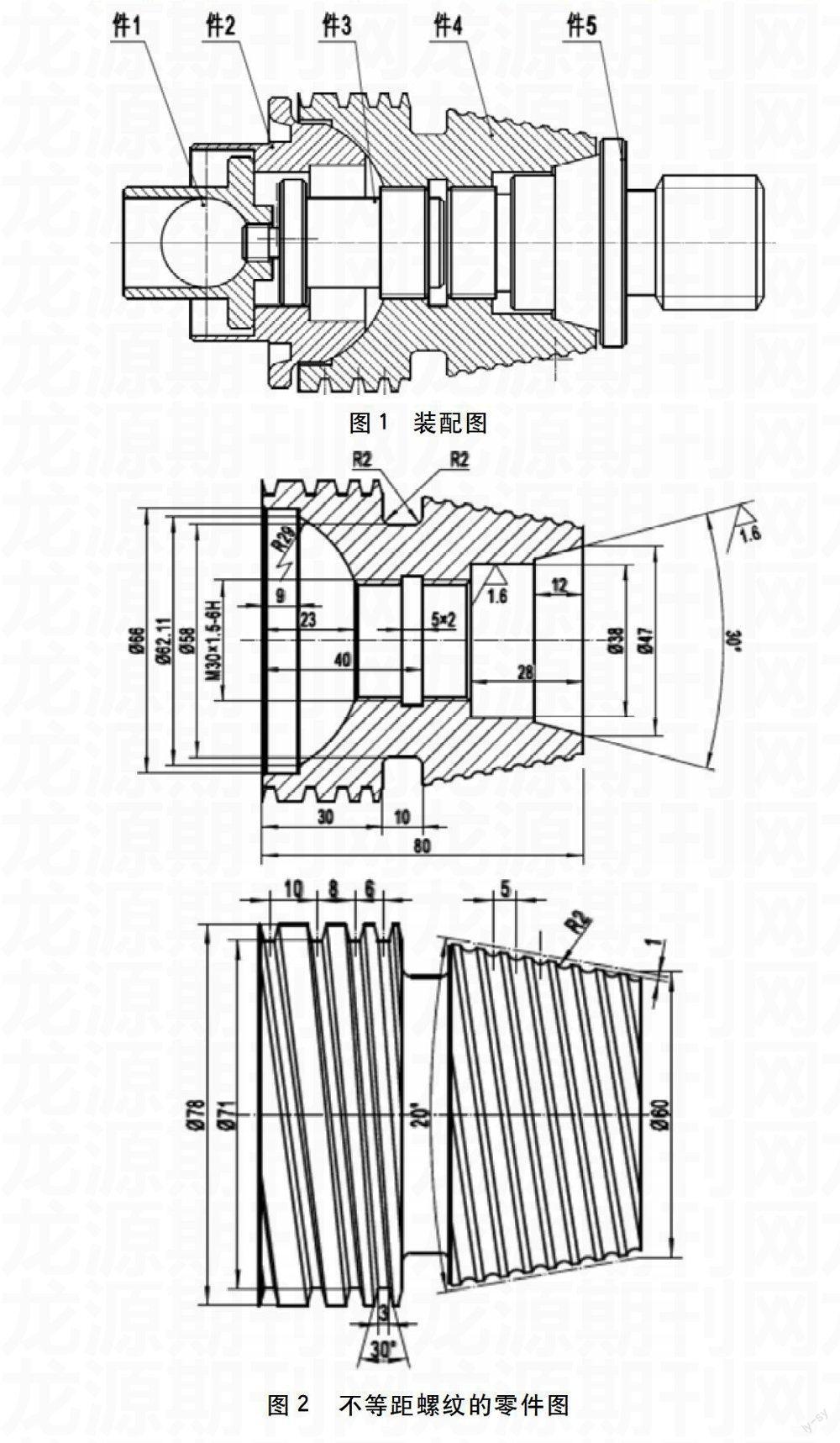
(2)件4如图二所示,在该零件上主要有锥面圆弧螺纹、槽及不等距梯形螺纹。其中在Φ78圆柱上有不等距梯形螺纹,螺纹牙型角度为30度,螺纹深度为3.5mm,螺距分为6mm、8mm、10mm。、在所学的螺纹加工中主要有内外圆柱螺纹、圆锥螺纹、管螺纹等,可直接用G32、G92、G76指令来完成,但在圆柱上车不等距梯形螺纹,如何来完成该螺纹的加工呢?
2、不等距螺纹的加工方法
件2和件4为同一棒料,装夹件2毛坯先将件4右端内孔、内螺纹、外槽、锥面圆弧螺纹、Φ78外圆、及不等距梯形螺纹退刀槽加工完成,然后加工不等距梯形螺纹及切断。
①对螺纹刀,工件原点设在件4的右端面。
②将导程为6mm的30度梯形螺纹刀定位在X82、Z-43的位置,使刀具留空刀导入量,第一次切削深度为0.3mm。
③ 刀具选择
加工所用刀具为导程为6mm的30度梯形螺纹可转位机夹刀,刀尖宽度1.928mm。
④使用G32指令进行螺纹插补,用X向作为变量,X向每次递减0.1mm,当x值小于等于零时,将返回到N10继续下一步加工。直到将3.5mm切深全部完成,该不等距梯形螺纹加工完成。
具体加工程序如下:
3. 加工不等距梯形螺纹时的注意事项:
(1)切削不等距梯形螺纹时主轴转速不宜过高;
(2)螺纹升速段内螺距的增量或减量要恰当,
(3)改变Z向偏移值即可控制槽宽,改变x向条件转换中的值即可控制槽深;
(4)由于此方法是左右进刀,只是两切削刃切削,刀具切削面积较小,切削力减小,故不易折刀。
3 结束语
在选用机床时要选用一些主轴力矩较大的机床,尤其是当螺纹的导程、直径较大,牙深较深时。在选用刀具时,也要注意尽量选用可转位机夹刀,因为加工途中一旦蹦刀,将很难使刀具进入原来的螺旋线,选用一些精度较高的刀具,可以简化对刀的操作。
不等距螺纹在数控车床加工中方法有多种。本文中介绍到的方法很实用,方便修调及补偿,易于控制尺寸。相信该不等距螺纹的加工方法在我们的生产实践中一定可以发挥重要的作用。
四、参考文献
[1]杨琳.数控车床加工工艺与编程(第二版).中国劳动社会保障出版社,2010.1