SIEMENS 802D数控系统中外球面加工宏程序
2016-11-25孙亚
孙亚
摘要:在平常零件加工中,经常需要对一些典型方程曲线轮廓进行加工,如椭圆、抛物线、渐开线、摆线、球面等。关于这些轮廓曲线的加工,一般的数控机床并无此曲线的插补功能(数控车球面除外),要通过普通的手工编程完成这些轮廓的加工又几乎是不可能完成的。但我们通过宏程序编程就可以很好的实现普通编程难以实现的要求,而且宏程序编程具有应用灵活,形式自由,加工程序简单易懂的特点,因此宏程序在实际生产实践中有着较为广泛的应用。
关键词:数控加工;宏程序;球面
宏程序在现在或者以后的数控加工中都能用到,而且在加工有规律的工件时无论是加工速度还是加工精度都比自动编程来得好,手工编程是基本功,任何时候都是必须掌握的。不能落在一边,要利用起来,不能单纯的依赖自动编程,现在的全国数控大赛只允许手工编程,而且国外的一些数控相关的考试都是采用手工编程,不允许使用CAD/ CAM 软件进行编程,而且宏程序又是手工编程中最精华的东西,可见宏程序的重要性。
因此本课题主要目的是在SIEMENS数控机床上探讨和研究宏程序到底有什么功能,一方面比较一下宏程序和自动编程之间的优异性,另一方面也比较一下SIEMENS宏程序和Mastercam编程法拉克机床编程之间的区别,其最终任务是用宏程序编写出圆球或者椭圆球体,并在机床上加工出来。
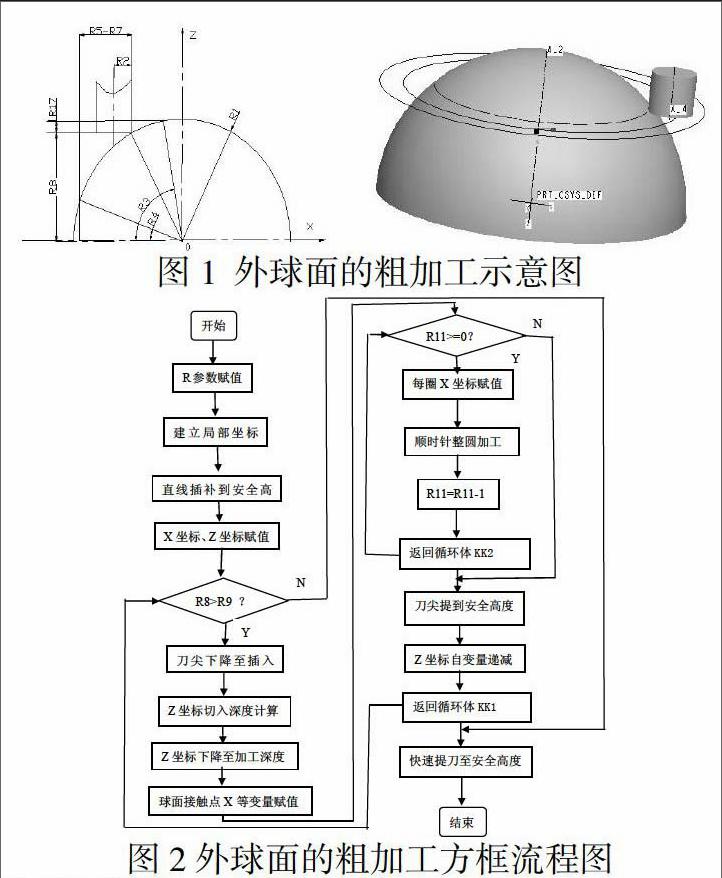
1.外球面的粗加工分析
外球面在粗加工时为了加快切削效率,可以采用平底立铣刀,下刀后采用自上而下以等高的方式逐层去除余量,然后用GO2走刀(顺时针走圆),在每层加工时如果被去除的部分的宽度大余刀具半径即R11≥0,则还需要进行G02走刀。具体外球面粗加工走刀过程如图1所示。具体外球面的粗加工流程图如图4。
2外球面粗加工子程序示例
L1001 子程序名
R1 = A; A—外球面的圆弧半径;
R2 = B; B—平底立铣刀半径;
R3 = C; C—外球面起始角度;
R4 = I; I—球面终止角度;
R17 = Q; Q—Z坐标每次递减量;
R24 = X; X—球心在工件坐标系中X坐标;
R25 = Y; Y—球心在工件坐标系中Y坐标;
R26 = Z; Z—球心在工件坐标系中Z坐标;
TRANS X=R24 Y=R25 Z=R26; 在球心建立局部坐标系;
G01 X0 Y0 Z=(R1+30); 定位至球面中心上方安全高度;
R5=R1*COS(R4); 终止高度上接触点的X坐标值;
R6=1.6*R2; 步距设为刀具半径的百分之八十;
R8=R1*SIN(R3); 任意高度上刀尖Z坐标值设为设为自变量;
R9=R1*SIN(R4); 终止高度上刀尖Z坐标值;
KK1:X=(R5+R2+1)Y=0; 每层快速移动到毛坯外侧;
Z=(R8+1); 直线下降到R8+1处;
R18=R8-R17; 当前加工深度对应的Z坐标;
G01 Z=R18 F150; 直线下降到当前加工深度;
R7=SQRT(R1*R1-R18*R18); 任意高度上刀具与接触点的X坐标值;
R10=R5-R7; 任意高度上被去除部分的高度;
R11=TRUNC(R10/R6); 每层被去除宽度除以步距并上取整;
KK2:R12=R7+R11*R6+R2; 刀具中心在X方向上移动的X坐标目标值;
G01 X=R12 Y0 F1000; 以直线切割移动到第一目标值;
G02 I=-R12; 顺时针方向取整圆;
R11=R11-1; 自变量R11依次递减1;
IF R11 >= 0 GOTOB KK2; 如果R11≥0即还未走到最后一层,循环2继续;
G01 Z=(R1+30); Z方向提刀到安全高度;
R8=R8-R17; Z坐标R8递减R17;
IF R8>R9 GOTOB KK1; 如果R8>R9,循环1继续;
G01 Z=(R1+30); 提刀到安全高度;
TRANS; 局部坐标系取消;
RET。 R参数子程序结束,返回上一级程序。
3 结语
我们在加工圆球和椭球过程中,我们明显的感觉到宏程序编程的优点,比如,它的程序语言比较简短,程序的适用性比较广。对于不同尺寸的椭球和椭圆,我们只要修改其参数,就能很快的加工出来。所以说,那些结构相同或相似并且按一定规律分布的工件,使用宏程序通过指令调用通用程序,加工时只要给参数赋实际值即可,不需要逐一编程,使得调用加工时更加方便、快捷、省时,在实际生产中有很大的应用空间。关于零件加工的表面质量问题,如果我们能够减小每次切削余量,工件的表面质量将会更好。
参考文献:
[1]陈银清.宏程序编程在数控加工中的应用研究[J].机床与液压,2009,05:42-45.
[2]王宏.数控宏程序编程的三个关键步骤[J].机械制造与自动化,2007,05:48-50.
[3]刘志万.浅谈数控加工中的宏程序编程加工[J].中国商界(上半月),2010,11:382-383.
