用于光学玻璃抛光的电磁发生器的研制及实验应用
2015-06-24邱腾雄丘永亮孔令叶
邱腾雄 丘永亮 孔令叶
(广东工贸职业技术学院广州510510)
用于光学玻璃抛光的电磁发生器的研制及实验应用
邱腾雄 丘永亮 孔令叶
(广东工贸职业技术学院广州510510)
建立电磁发生器和磁性研磨刷数学模型,在此基础上运用Ansoft仿真分析软件构建仿真模型,对用于光学玻璃磁性研磨加工的电磁发生器进行磁场的仿真分析,设计及制造出电磁发生器,并应用于磁性研磨实验,实验表明:光学玻璃表面粗糙度,随着磁感应强度增大,逐渐减小。
光学玻璃 电磁发生器 磁性研磨 有限元仿真
一、前言
随着工业技术水平的日益提高,各个行业对于k9光学玻璃的需求日益增加,而其应用也极其广泛,涉及工业、科技、民用等各个领域,具体包括在各种显示器、数码产品、仪器仪表以及其他高端产品中的使用,这些产品的使用要求主要都是通过研磨抛光方法来实现[1,2,3]。旧有的光学玻璃的抛光大多都在研磨盘上采用游离性磨料或固结磨料来进抛光加工,但由于研磨盘上不同半径位置的线速度不相同,对于工件的加工效果也就不同,其研磨结果总是无法保证工作表面粗糙度的均匀性,导致同一工件表面上粗糙度存在着比较大的差别。
磁性研磨加工技术的科学研究开展得比较早,且由于具有较好的自锐性、柔性、自适应性、加工的表面质量较高等优点,在国内外都得到了广泛的关注及重视[4,5,6,7]。本研究通过在3轴数控铣床的Z轴上安装电磁发生器,将机床改装成磁性研抛机床。电磁发生器主要由励磁线圈、电磁铁芯、线圈支架、直流电源等组成,其结构及工作理示意图如图1。
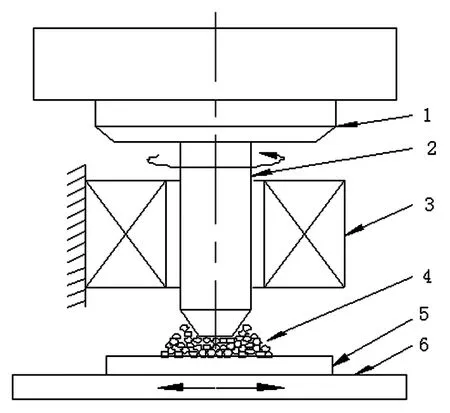
图1 磁性研磨过程原理图
本研究在静磁场理论的基础上,运用Ansoft仿真分析软件通过建立电磁发生器的运算模型为电磁发生器的设计研制提供理论支持。
二、电磁发生器结构
电磁发生器主要由电磁铁芯、励磁线圈、线圈支架等组成如图1所示。电磁铁芯的材料选用含碳量较低的软铁(俗称工业纯铁),并将铁芯用于研磨加工的端部部分制成加工所需的形状。由于其具有良好的磁化效果,在电磁场中可形成较高的磁感应强度。励磁线圈在加工中所形成的热量,由压缩空气强制进行散热。
本研究中,励磁线圈固定于机床Z轴,电磁铁芯与机床主轴相连,由主轴带动电磁铁芯产生旋转运动,实现对于工作表面的研磨加工。在电磁发生器中,励磁线圈的结构、铁芯的整体尺寸及端部的形状等对铁芯端部的磁感应强度有着重大的影响。因此,在电磁场基本理论的基础上,通过有限元建模分析,对磁场进行模拟计算,最终得到优化的铁芯结构参数。
三、磁感应强度计算的理论依据
1、静磁场建模
在静态磁场中,麦克斯韦方程组的微分形式[8,9,10]是磁场分析的基本方程组,经整理得到下列式子:

式中
B——磁感应强度μ——相对磁导率
μ0——真空磁导率γ——电导率
v——运动速度
令式①右端项为
当边界条件及电流值给定时,通过有限元进行分析得到如下:

R——右端项列向量
2、磨料刷相对磁导率计算
磨料刷的相对磁导率是在电磁铁芯端部磁感应强度确定后,对于研磨效果影响最大的一个参数。由于磁性磨料以及空气是磨料刷的主要组成部分,而磁性磨料是由Fe和Al2O3制成的,根据磁学与电学的关系,同时利用Eucken原理,推得磨料刷的相对磁导率为[11]

式中
μg——空气磁导率
μ——Al2O3磁导率
μ——Fe磁导率
在式子④中,由于Al2O3及空气的磁导率因此。根据电磁理论的相对磁导率为。将磁性磨料理想化为球形,设Fe在每颗磨料中的容积率为ω,并均匀排列,则,于是④可化为:

四、仿真分析与实验应用
1、边界条件的确定在运用Ansoft仿真分析软件对电磁场的分析中,边界条件的合理确定对于分析计算量有着重大的影响。合理的边界条件确定,可以减少运算量,同时确保运算的误差不要过大。本研究所分析的电磁发生器从图1可以看出,其具有轴对称性,可应用二维单元的分析方法来进行分析,沿铁芯中心轴的平面剖开并取电磁发生器的一半为研究对象。
由于分析对象为轴对称结构,可将它的运算区域沿着坐标轴的两个方向延伸到无限远边界处,并在分析运算中将其处理成气球边界,以确保在减少边界定义引起的误差的前提下,计算量不致过大。
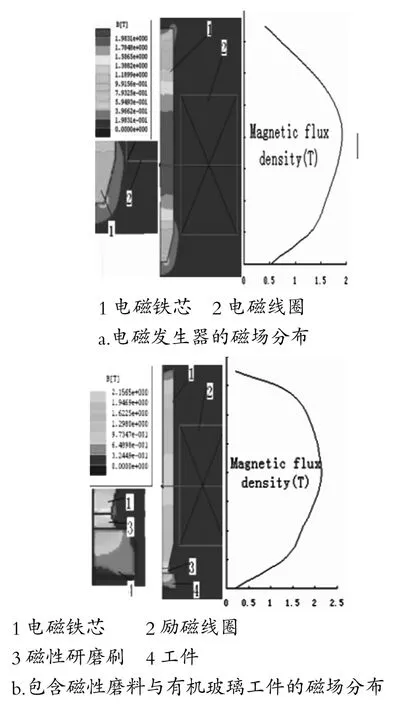
图2 电磁发生器的磁场分布
2、仿真分析结果
运用Ansoft仿真分析软件,在已经建立的电磁发生器和磁性研磨刷数学模型基础上构建仿真模型,分析电磁发生器上铁芯的磁感应强度及加工区域的磁场分析情况,分析得到的结果如图2。图2(a)为电磁发生器未进入加工区域时的磁场分布模型;图2(b)为电磁发生器处于加工区域,且为增加工区域的磁感应强度,在工件下部垫有铁磁性材料。从所获得的仿真模型(如图2)可以总结出下面的结论:
(1)磁感应强度在电磁铁芯上并不是相等的,它沿铁芯的轴线逐渐变化;在铁芯轴线中部位置达到最大,并向两端依次递减。
(2)图2(b)的铁芯端部磁感应强度大于图2(a)的铁芯端部磁感应强度,这是由于铁芯、磁性磨料、工件以及垫在工件下面的磁性材料形成磁力线回路,减小了铁芯上的磁损。因此,在研磨加工时,为增强加工效果,在没有磁性的光学玻璃下面垫上铁磁性材料具有特别重要的作用。
依据以上Ansoft仿真分析的结果,研发设计制造了用于光学玻璃磁性研磨的电磁发生器。
3、光学玻璃磁性研磨实验
(1)实验条件
通过对光学玻璃的研磨实验,确认磁性研磨对于光学玻璃的加工效果。并在实验中,观察不同的磁感应强度对于光学玻璃研磨效果的影响。本实验的研磨效果相关条件如表1。
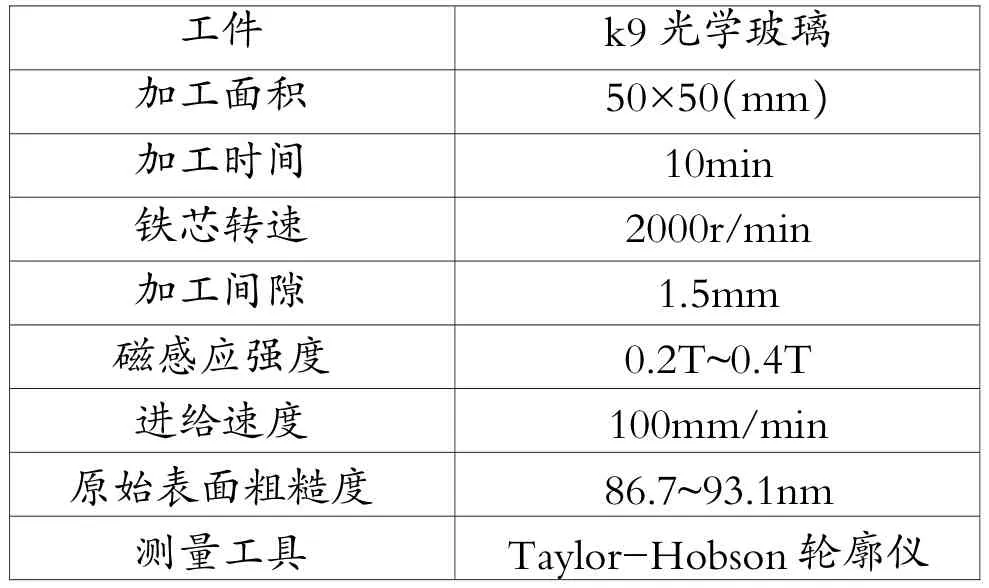
表1 研磨实验条件
(2)磁性研磨实验结果
在其它实验条件不变的情况下,使铁芯端部磁感应强度分别为0.2T、0.3T、0.4T对光学玻璃进行磁性研磨实验,实验结果如图3所示。
由图3可见,当铁芯端部磁感应强度处在0.2~0.4T的范围内,磁性研磨后的光学玻璃表面粗糙度,随着磁感应强度增大,逐渐减小,最小可小于40nm。由此可得出,磁感应强度对于光学玻璃表面低粗糙度的获得有着重要的影响。
结论
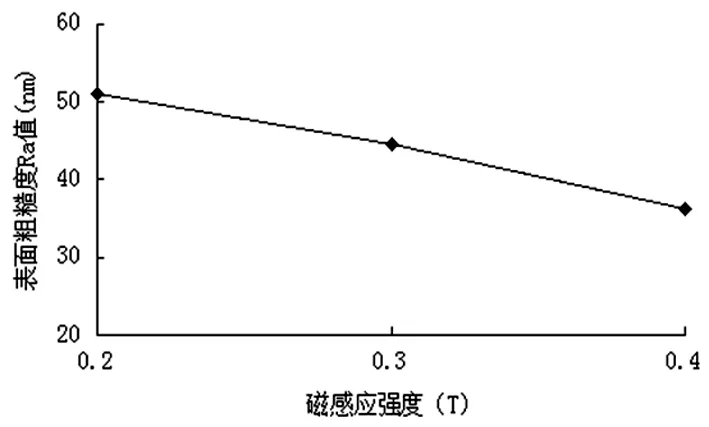
图3 磁感应强度对工件表面粗糙度的影响
通过运用Ansoft仿真分析软件,对用于光学玻璃磁性研磨加工的电磁发生器进行磁场的仿真分析,设计及制造出电磁发生器,并应用于研磨实验,得出如下结论:
(1)磁感应强度在电磁铁芯轴线中部位置达到最大,并沿铁芯的轴线向两端逐渐减小;
(2)在研磨加工时,为增强加工效果,在没有磁性的光学玻璃下面垫上铁磁性材料可以增强加工区域的磁感应强度,对于光学玻璃的磁性研磨加工具有重要的意义。
(3)光学玻璃表面粗糙度,随着磁感应强度增大,逐渐减小,最小可小于40nm。
[1]墨洪磊,朱永伟,唐晓潇,付杰.固结磨料研磨K9玻璃的工艺优化.金刚石与磨料磨具工程[J].2012年6月第3期第32卷:7-11
[2]夏磊等,固结磨料研磨掺铈玻璃与K9玻璃的对比研究.金刚石与磨料磨具工程[J].2013年4月第2期第33卷:19-22
[3]刘春红等,微晶玻璃研磨抛光超光滑表面粗糙度的工艺研究.郑州大学学报[J].2007年12月第28卷第4期:126-128
[4]M.Tsuchimoto,K.Demachi,I.Itoh.Numerical evaluation of uniform magnetic field within superconducting Swiss roll[J].Physical C412-414(2004):719~722.
[5]A.G.Mamalis,D.EManolakos,A.G.Kladas,A.K.Koumoutsos. Physical principles of electromagnetic forming process:a constitutive finite element model[J].Journal of Materials Processing Technology 161(2005):294~299.
[6]Shaohui Yin,Takeo Shinmura.Vertical vibrationassisted magnetic abrasive finishing and deburring for magnesium alloy[J].International Journal of Machine Tools &Manufacture 44(2004):1297~1303.
[7]Q.S.Yan,T.X.Qiu,W.Q.Gao,Simulation and Experimental Analysis of Electromagnetic Inductor for Magnetic Abrasive Finishing.KeyEngineeringMaterialsVols.389-390(2008).
[8]申奎东,张国泽,等.磁性研磨加工的磁路及电磁线圈计算[J].煤矿机械,2004年第1期:25~27
[9]劳塞尔DA,席尔凡斯特PP,电磁装置计算机辅助设计,唐任远译[M].北京:机械工业出版社,1989
[10]李凤泉编著.电磁场数值计算与电磁铁设计[M].北京:清华大学出版社,2002.
[11]Dhirendra K.Singh,V.K.Jain and V.Raghuram. Parametric study of magnetic abrasive finishing process. Journalof MaterialsProcessTechnology149(2004)22-29.
D646
A
1009-8534(2015)01-0076-03
2014-09-27
邱腾雄(1981-),男,硕士学位,现为广东工贸职业技术学院专业教师,广东机械工程学会工程师。主要研究方向为超精密研磨加工及其自动控制。
