钢锭内部孔洞缺陷愈合规律研究及创新工艺开发(上)
2015-06-21孙明月徐斌李殿中中国科学院金属研究所
文/孙明月,徐斌,李殿中·中国科学院金属研究所
钢锭内部孔洞缺陷愈合规律研究及创新工艺开发(上)
文/孙明月,徐斌,李殿中·中国科学院金属研究所
随着我国经济快速稳定的发展,能源电力、冶金机械等行业需要越来越多高质量大型锻件。大型锻件的基础是大型钢锭,然而由于金属的凝固收缩,大型钢锭内部不可避免地产生缩孔、疏松、气孔等孔洞型缺陷,必须通过有效的锻造工艺将这些缺陷去除,以获得优质的大型锻件。图1是100t钢锭解剖结果,通过解剖结果可以发现,在钢锭中心存在非常严重的缩孔疏松缺陷。在锻造过程中如果不能使其完全愈合将导致严重后果。
孔洞型缺陷的愈合过程包含2个阶段:孔洞闭合和闭合界面的焊合。在锻造过程中,钢锭心部的孔洞型缺陷必须首先闭合,才能进一步焊合。因此研究孔洞在何种条件下可以完全闭合对于消除孔洞型缺陷有非常重要的意义。
锻造过程包含镦粗和拔长过程,通常采用多次镦粗拔长工艺以提高锻件心部质量。人们提出WHF、FM 和 JTS等锻造方法以提高锻件心部应变。针对这些锻造方法应该采用的砧宽比、砧形、错砧方法以及压下量等进行了系统的研究以优化自由锻工艺,有效愈合轴线疏松。
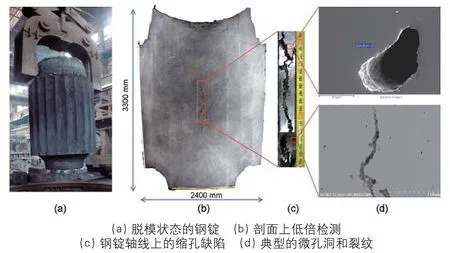
图1 100t核电转子用钢锭内部缺陷的实际解剖照片

表1 6Cr2MnMoV化学成分
孔洞闭合过程的有限元模型与模拟方案
采用支承辊用材料6Cr2MnMoV,其化学成分如表1所示,测量了该钢种的热物性参数和高温应力应变曲线,并将材料参数应用在模拟过程中。
本研究采用DEFORM-2D软件对含孔洞试样的镦粗过程进行模拟。试样尺寸为φ300mm×400mm,试样高径比约为1.33(在试样高径比对孔洞闭合影响的研究中,试样高度按需要取值)。缺陷位于试样中心部位,按照需要设计不同尺寸、不同外形的球形或椭球形孔洞。为了更准确地模拟孔洞的变形情况和孔洞周围的应力、应变变化情况,对孔洞周围区域进行局部细化,整个模型包含约2万个单元。
在模拟过程中考虑了试样与模具之间的传热。试样初始温度为1200℃,模具初始温度为20℃,试样与模具之间的热交换系数为11000W/(m2·K)。上模具以10mm/s的恒定速率下压,试样的应变速率约为0.025s-1。为了系统地研究各种因素对孔洞闭合的影响,将可能影响孔洞闭合的因素分为外在因素和内在因素。外在因素是指与孔洞本身无关的因素,包括变形温度、应变速率、摩擦系数、试样高径比和试样尺寸。内在因素是指与孔洞本身相关的因素,包括孔洞位置、孔洞尺寸和孔洞形状。其中孔洞尺寸和试样尺寸对洞孔闭合的影响是近似等效的,在其他因素相同的条件下,当孔洞占试样的体积分数一定时,孔洞的闭合过程也基本一致,因此在本工作中不研究试样尺寸对孔洞闭合的影响,而仅研究孔洞尺寸的影响。在研究某一因素对孔洞闭合的影响时,仅改变这一因素,其他因素均保持不变。
外在因素对孔洞闭合的影响
相关文献研究了变形温度和应变速率对孔洞闭合的影响,结果表明,变形温度和应变速率对孔洞的闭合过程有一定影响,但对临界闭合压下率基本没有影响。其中临界闭合压下率是指孔洞完全闭合时所需的压下率。临界闭合压下率越大,孔洞越难闭合。因此,本工作主要对摩擦系数和试样高径比这两个因素进行研究。

图2 摩擦系数对临界闭合压下率的影响
在试样尺寸为φ300mm×400mm、孔洞直径为10mm的条件下,通过改变摩擦系数,模拟得到在不同的摩擦系数下孔洞临界闭合压下率,如图2所示。可见,摩擦系数对孔洞的闭合几乎没有影响。在以往的研究中,由于忽略了模具与试样之间的传热,普遍认为摩擦系数越大,孔洞的临界闭合压下率越小,孔洞越容易闭合。这是由于随着摩擦系数的增大,试样中心的鼓肚越明显,应变集中于试样中心区域,使孔洞更加容易闭合。本研究在考虑了传热的情况下,试样与模具接触面附近传热较快,在压下率为25%时,试样上下表面与模具接触的位置温度会降低到550℃左右,形成了温度很低的表面急冷区,表面急冷区的存在使试样表面不易变形,相当于表面结成了一个硬壳。由于试样与模具之间的摩擦力是作用于试样表面的,硬壳的存在将摩擦力的影响与试样内部隔绝开,使试样内部的应变分布不随摩擦系数的变化而改变,从而消除了摩擦系数对孔洞临界闭合压下率的影响。在真实的钢锭锻造过程中,钢锭与模具之间的传热是始终存在的,因此,可以认为摩擦系数对锻造过程中孔洞的临界闭合压下率基本没有影响。这对于钢锭的镦粗和拔长过程是适用的,但对于复杂曲面零件的模锻,摩擦系数的影响则必须予以考虑。
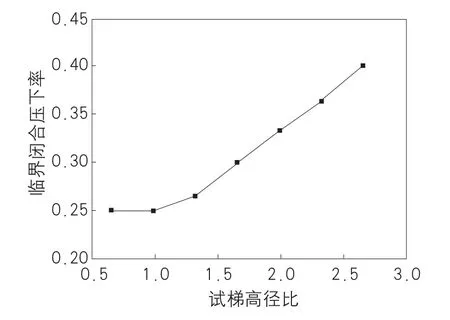
图3 试样高径比对临界闭合压下率的影响
以直径为300mm,孔洞直径为10mm的试样为基础,通过改变试样高度来改变试样的高径比。模拟得到的孔洞临界闭合压下率,如图3所示。可见,试样高径比越大,孔洞越难闭合。在镦粗过程中,如图4所示,应变会集中于试样的中心区域形成应变集中区,而在试样与模具接触面附近会形成变形死区。随着试样高径比的增大,变形死区的体积基本不变,而应变集中区域的体积变大,这就使应变分散于更大的体积内,难以集中于试样的中心。在相同的压下率下,试样高径比越大,中心区域的应变越小,位于试样中心的孔洞越难闭合。在实际的镦粗过程中,一般试样的高径比应小于2,否则容易在镦粗过程中产生双鼓形,在试样中心区域会产生拉应力,有可能导致裂纹。
内在因素对孔洞闭合的影响
如图4所示,在锻造过程中试样内部的应变分布是不均匀的,试样中心部分的应变最大,距离中心越远应变越小,这直接影响了不同位置处的孔洞闭合情况。由于应变集中,位于中心区域的孔洞最容易闭合,距离中心越远的孔洞越难闭合,孔洞的位置对其闭合的难易程度有很大的影响。对于图1所示钢锭中心的缩孔、疏松缺陷,由于缺陷位于钢锭的轴线上,在锻造过程中处于应变集中区域,这有利于钢锭中心的缩孔、疏松缺陷在锻造过程中的愈合。在钢锭中也可能存在气孔等其他的孔洞型缺陷,这些缺陷可能距离钢锭中心较远,这就需要较大的压下量才能使这些孔洞型缺陷闭合。

图4 在25%压下率下试样高径比为4/3和2时的应变场分布
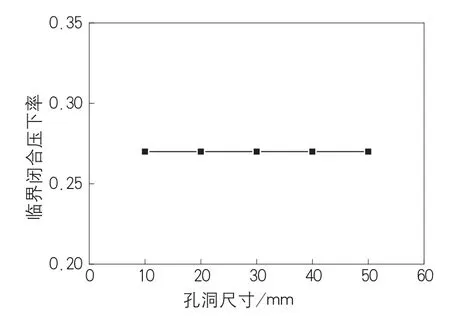
图5 孔洞尺寸对临界闭合压下率的影响
以尺寸为φ300mm×400mm的试样为基础,改变试样中心孔洞的直径,通过模拟得到孔洞的临界闭合压下率,如图5所示。可见,在孔洞体积占试样体积较小的情况下,孔洞的尺寸对于孔洞的闭合没有影响。对于不同尺寸的孔洞,其闭合过程和周围应变分布几乎完全相同。这是由于在孔洞体积远小于试样体积的前提下,不论孔洞大小如何变化,几乎不会影响到孔洞周围的应变场,因此对孔洞闭合过程也不会产生影响。本研究中最大孔洞直径已达50mm,钢锭的实际解剖结果表明缺陷均小于该尺寸,因此可认为钢锭中球形孔洞的尺寸对孔洞临界闭合压下率没有影响。
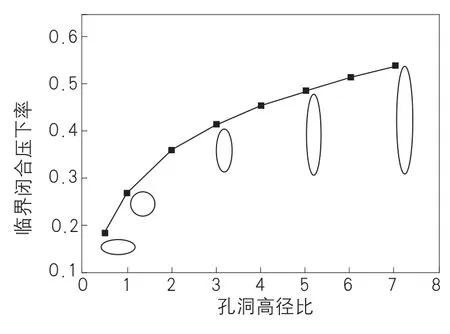
图6 孔洞形状对临界闭合压下率的影响
对于尺寸为φ300mm×400mm的试样,通过在其中心部位设计不同形状的孔洞来考察这种改变对其临界闭合压下率的影响。图6中的椭球形显示了孔洞的外形(均为轴对称模型),改变孔洞的形状,分别设计了饼状、球形、椭球形的孔洞。为了描述孔洞形状的差异,提出了孔洞高径比的概念。将沿压下方向孔洞的轴长定义为高h(不一定为长轴长度),将垂直于压下方向的轴长定义为径d,h/d即为孔洞的高径比。不同外形的孔洞中高径比最大的椭球形孔洞其高径比为7,高径比为1时孔洞为球形,而高径比为0.5时孔洞为饼状。对于不同高径比的孔洞,通过模拟得到的孔洞临界闭合压下率如图6所示,可见其对孔洞的闭合有很大的影响:沿变形方向孔洞的高径比越大,孔洞闭合所需的压下率越大,孔洞越难闭合。这是由于对高径比较大椭球形孔洞来说,其变形过程会经历由椭球形变为球形、进一步变成饼状、最终完全闭合。椭球形孔洞的闭合过程包含了球形和饼状孔洞的闭合过程,因此其闭合最困难、需要的临界闭合压下率最大。可以采用沿变形方向孔洞高径比来作为孔洞闭合难易程度的判据,在模拟条件下,孔洞高径比h/d与孔洞的临界闭合压下率ΔHC/H符合以下关系:

通过对上述可能影响孔洞闭合的各种因素进行系统研究发现,变形温度、应变速率、摩擦系数、试样尺寸和孔洞尺寸对于锻造过程中孔洞的临界闭合压下率基本没有影响。试样高径比和孔洞位置是通过影响孔洞周围的应变条件来影响孔洞的闭合,是间接的因素。孔洞所在位置的应变越大,孔洞越容易闭合。
在各个因素中,只有孔洞形状是影响孔洞闭合的直接因素,也是最本质、最重要的因素。对于不同形状的孔洞,其闭合难易程度有很大差异,将各种形状孔洞归一化为具有一定高径比的形状后,则沿变形方向孔洞的高径比越大,孔洞越难以闭合。因此,在对锻造过程孔洞型缺陷的压实效果进行评估时,必须将孔洞形状作为首要的因素考虑,对钢锭中真实的孔洞形状进行适当简化后考虑其是否能在锻造过程中闭合,而不应简单采用球形孔洞的闭合作为实际缩孔、疏松闭合的判据,这种处理方法是以往绝大多数研究工作未曾考虑到的。
《钢锭内部孔洞缺陷愈合规律研究及创新工艺开发(下)》
见《锻造与冲压》第17期
