有机溶剂法提取米糠油工艺的研究
2015-06-20刘瑞利张传许占剑峰
刘瑞利,张传许,占剑峰,2*
(1.中粮粮油工业(黄冈)有限公司,湖北 黄冈 438000;2.黄冈师范学院大别山特色资源开发湖北省协同创新中心,湖北 黄冈 438000)
米糠是稻谷脱壳后的副产物,富含脂肪、蛋白质、矿物质和维生素等[1],其中油脂含量为15%~22%,蛋白质为12%~16%,水分为7%~14%,灰分为8%~12%,无氮浸出物为33%~53%[2]。米糠油中亚油酸含量为38%,油酸为42%,比例约为1∶1,符合国际卫生组织推荐的最佳比例[3]。米糠油中亚麻酸含量低,使其具有良好的热稳定性,不易氧化,不会产生异味[4]。米糠油中饱和脂肪酸含量低,无长链饱和脂肪酸,使其具有较低的熔点和黏度,因此具有较好的口感[5]。同时脂肪酸组成中含有其他油脂没有的一些成分,因此有较高的营养价值及药用价值,日益受到油脂工作者的重视[6]。
米糠油的提取方法中,传统的压榨法虽然具有品质量好、色泽优等特点,但传统压榨法得率低,能耗大[7-8];超临界CO2萃取法和膜分离技术虽可解决溶剂残留等问题,但存在设备价格贵,难实现产业化[9-10]等问题;浸提法主要是通过有机溶剂对粉碎的米糠进行浸取、抽提和溶剂回收等得到粗油,该方法出油率高,处理量大,效率高,也是目前企业常用的油脂提取方法[11-12]。
本研究以市售米糠为原料,以优化米糠油提取工艺为目标,考察提取过程中的不同有机溶剂、温度、提取时间、料液比和烘烤时间等因素对米糠油提取率的影响,采用响应面的分析方法,确定最佳提取工艺。通过研究找到一种在生产中简单易行,浸出粕变性程度小,同时具有出油率较高、生产成本较低等优点的提取工艺,使其在生产中得到应用推广。
1 材料与方法
1.1 材料与试剂
米糠(粗脂肪含量为14.76%):市售;无水乙醇、正己烷、环己烷、石油醚、丙酮、乙醚等均为分析纯:国药集团化学试剂有限公司。
1.2 仪器与设备
SZC-101上海纤检自动脂肪测定仪:上海纤检仪器有限公司;PB2002-10 Metter-Toledo Group电子天平:梅特勒-托利多国际有限公司;GZX-9240MBE电热恒温鼓风干燥箱:上海博迅实业有限公司。
1.3 方法
1.3.1 米糠油的提取工艺及操作要点
米糠→粉碎→烘干→有机溶剂浸泡→抽提→溶剂回收→粗米糠油
烘干:将米糠摊开,置于烘箱中,温度60℃,烘30 min;
有机溶剂浸泡:将烘干后的米糠用滤纸包好,置于有机溶剂中,浸泡1 h;
抽提:将温度设为85℃,进行抽提。
1.3.2 米糠油提取单因素试验
(1)有机溶剂的选择
取一定量米糠,分别加入200 mL石油醚、丙酮、乙醚、混合溶剂(正己烷/环己烷=4∶1,V/V),70 ℃恒温浸出2 h,采用自动脂肪测定仪测定溶剂中油脂的含量。
(2)液料比
取一定量米糠,液料比设为5∶1、10∶1、15∶1、20∶1、25∶1(mL∶g),在温度70℃条件下恒温浸出2 h,采用自动脂肪测定仪测定溶剂中油脂的含量。
(3)提取温度
取一定量米糠,加入200mL混合溶剂,在液料比为20∶1(mL∶g),分别在40℃、50℃、60℃,70℃、80℃的温度条件下恒温浸出2h,采用自动脂肪测定仪测定溶剂中油脂的含量。
(4)提取时间
取一定量米糠,加入混合溶剂,液料比为20∶1(mL∶g),在70 ℃恒温浸出,浸出时间分别为0.5 h、1.0 h、1.5 h、2.0 h、2.5 h,采用自动脂肪测定仪测定溶剂中油脂的含量。
(5)烘烤时间
取一定量米糠,干燥时间分别为10min、20min、30min、40min、50min,再分别加入混合溶剂,在70℃恒温浸出2 h,采用自动脂肪测定仪测定溶剂中油脂的含量。
1.3.3 米糠油提取工艺的优化
根据单因素试验的结果,以提取温度、提取时间、料液比为评价因素,设计响应面试验,试验设计因素与水平如表1所示。

表1 响应面试验设计因素与水平Table 1 Factors and levels of response surface methodology
1.3.4 油脂含量与米糠油脂提取率的测定
油脂含量的测定参考GB/T 5512—2008《粮油检验粮食中粗脂肪含量测定》[13]。米糠油脂提取率计算公式如下:

2 结果与分析
2.1 提取过程对米糠油提取率的影响研究
2.1.1 不同有机溶剂对米糠油浸出的影响

表2 不同溶剂对米糠油脂提取率的影响Table 2 Effect of different solvents on rice bran oil extraction rate
由表2可知,石油醚对米糠油脂的提取率较低,且石油醚回收时间长;丙酮对米糠油的提取率虽比较高,但萃取速度较慢;乙醚对米糠油的提取得率低,萃取时间长;用混合溶剂提取米糠油时提取率高,同时回收时间较短,是一种较好的提取剂[14]。因此选择混合溶剂(正己烷/环己烷=4∶1,V/V)作为米糠油的提取溶剂。
2.1.2 液料比对米糠油脂提油率的影响
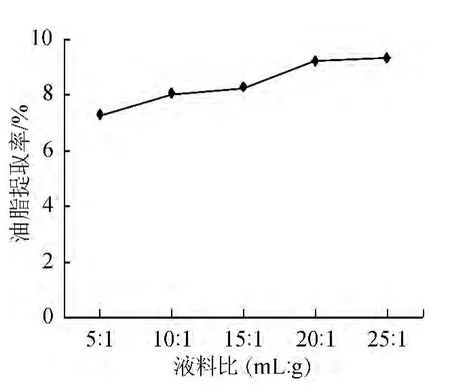
图1 液料比对米糠油脂提取率的影响Fig.1 Effect of solvent to material ratio on rice bran oil extraction rate
不同液料比条件下米糠油脂的提取结果见图1。由图1可知,随着液料比的增加,提取率越来越高,但是当液料比超过20∶1(mL∶g)时,提高趋势不再明显。液料比越大有利于油的提取,但是当充分饱和后,提高趋势不明显,而且当料液比过大时,就会使后序工艺中油与溶剂的分离时间变长,从而增大能耗,导致了成本的升高[15]。综合考虑,选择液料比为20∶1(mL∶g)。
2.1.3 提取温度对米糠油脂提取率的影响
不同温度对米糠油脂提取率的影响见图2。由图2可知,温度<70℃时,提油率随温度的升高而增加,这是因为当温度升高时,油更容易被萃取到有机溶剂中;当温度>70℃后,提油率随温度的升高而降低,因为当温度升至70℃以上时,高温可能影响了蛋白质等其他成分,阻碍了油脂的浸出[16]。故选择提取温度为70℃。
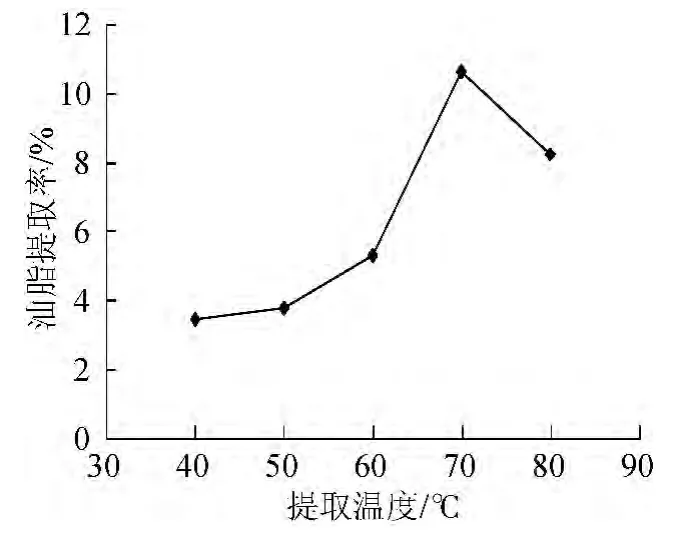
图2 提取温度对米糠油脂提取率的影响Fig.2 Effect of extracting temperature on rice bran oil extraction rate
2.1.4 提取时间对米糠油脂提取率的影响
提取时间对米糠油脂提取率的影响见图3。由图3可知,提取时间在2.0 h之前,随着提取时间的增加,提取率增长较快,2.0 h后随着时间增加,提取率增长不明显。因此,综合考虑,选择2.0 h为最佳的提取时间。

图3 提取时间对米糠油脂提取率的影响Fig.3 Effect of extracting time on rice bran oil extraction rate
2.1.5 米糠粉烘烤时间对米糠油脂提取率的影响
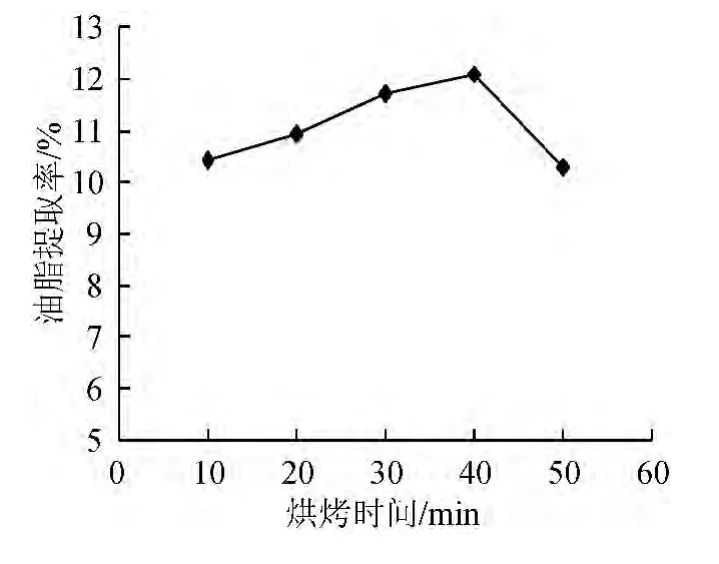
图4 烘烤时间对米糠油脂提取率的影响Fig.4 Effects of baking time on rice bran oil extraction rate
烘烤时间对米糠油脂提取率的影响结果见图4。由图4可知,在烘烤时间40 min以内时,米糠油提取率随米糠粉烘烤时间的增加而升高,当烘烤时间为40 min时,油脂的提取率最高,此后下降。这可能是因为水分含量太低,料坯中仅含有化合水和内层结合水,起不到夹带剂的作用;而水分含量过高,料坯中含有大量的游离水和外层结合水,易在物料颗粒表面形成水膜;影响溶剂的渗透和对油脂的溶解作用[17]。同时米糠粉夹带淀粉,水分促使淀粉将糊化,米糠油进入溶剂中将会变得十分困难[18]。故选择最佳烘烤时间为40 min。
2.2 提取工艺的优化
根据单因素试验的结果,选取3个因素(温度、提取时间和液料比),以米糠油脂提取率作为响应值,通过Design-Expert软件设计的3因素3水平的响应面分析试验,对试验结果进行分析,响应面分析试验结果如表3所示,方差分析见表4。
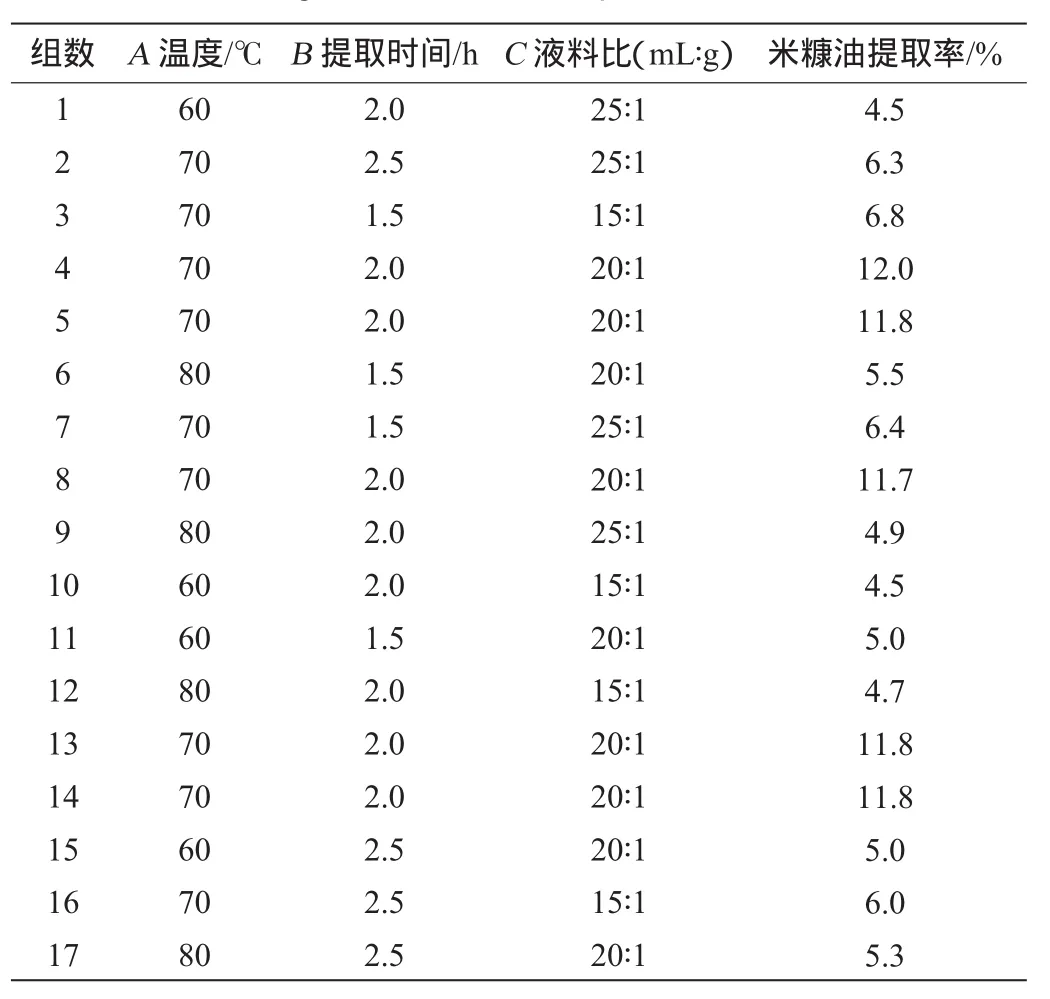
表3 响应面分析试验设计及结果Table 3 Design and results of response surface method

表4 各因素和回归方程的方差分析Table 4 Variance analysis of factors and regression equation
采用Design Expert统计软件对模型及回归方程进行显著性检验见表4。3个因素对感官评定影响的重要性次序依次为:温度>提取时间>料液比。经回归拟合后求得提取率R与各因素的拟合方程为:
R=11.82+0.18A-0.13B+0.021C-0.043AB+0.042AC+0.17BC-4.18A2-2.43B2-3.0C2
从表4可以看出,回归模型的F值为859.21,P<0.000 1,表示差异极其显著;而失拟项的F值为2.49,P值为0.199 1,差异不显著,各因素中一次项A、B,交互项BC和二次项A2、B2、C2的影响都是显著的,方程的决定系数为0.997 9,说明该模型拟合结果良好。
将模型中的A固定在0水平,得到时间和料液比两个因素交互作用对油脂提取率影响的响应曲面与等高线图如图5所示。从响应面分析图上可以找出最佳参数以及各参数之间的相互作用。根据方程,得出有机溶剂提取米糠油的最佳条件:温度70.21℃,提取时间1.99 h,液料比为20∶1(mL∶g)。

图5 液料比和提取时间交互作用对米糠油脂提取率影响的响应面与等高线Fig.5 Response surface plots and contour line of effects of interaction between solvent to material ratio and extracting time on rice bran oil yield optimization
检验响应曲面法所得结果的可靠性,采用上述优化的测定条件进行有机溶剂提取米糠油的试验,考虑到实际的操作情况,将测定的条件修正为温度为70℃,提取时间为2.0 h,液料比为20∶1(mL∶g)。在此条件下做3次平行试验,得到米糠油脂的提取率为11.78%,实际值与理论值的相对误差为0.34%,可见该模型可以很好地反映各因素对米糠油的提取率的影响,同时也证明了用该方法研究米糠油的提取率的可行性。由于米糠中油脂的总含量为14.76%,故米糠油的提取率为79.81%。
3 结论
采用有机溶剂提取米糠油的工艺中,混合溶剂(正己烷/环己烷=4∶1,V/V)在提取油脂过程中具有最高的提取率,通过对米糠油提取过程影响因素的分析,结合响应面的分析方法,得出最佳的提取工艺为:提取温度70℃、提取时间2.0 h,液料比20∶1(mL∶g),米糠烘烤时间40 min,在此条件下,米糠油的提取率为79.81%。
[1]左 锋,董洋洋,钱丽丽,等.酶解米糠制作无糖酸奶的工艺研究[J].中国酿造,2014,33(8):159-162.
[2]高经梁,刘玉兰,高伟梁,等.米糠油的加工技术及应用研究进展[J].粮食科技与经济,2012,35(5):49-52.
[3]马 力.油荼籽的综合开发[J].粮食与食品工业,2007,14(3):10-11.
[4]吴素萍.米糠油功能特性及其制取的研究现状[J].江西科学,2007,25(4):421-424.
[5]郭 梅,刘敏尧,王 娜,等.酶催化浸出米糠油的研究[J].食品科学,2008,29(11):201-203.
[6]肖少香.米糠油的营养价值及加工技术新进展[J].中国油脂,2003,28(4):83-84.
[7]刘军海,刘 斌,刘 敏,等.米糠浸出和米糠油精炼技术研究新进展[J].中国油脂,2001,26(3):17-20.
[8]鞠兴荣,严梅荣.三相分离法提取米糠油的初步研究[J].中国粮油学报,2007,22(5):104-107.
[9]高振鹏,岳田利,袁亚宏,等.超声波强化有机溶剂提取石榴籽油的工艺优化[J].农业机械学报,2008,39(5):77-80.
[10]魏福祥,李世超,王浩然,等.超临界CO2萃取-精馏小米糠油[J].食品科学,2011,32(8):78-82.
[11]张绪霞,许丽娜.米糠油制取工艺的研究[J].中国油脂,2007,32(1):25-28.
[12]寇芸芸,陈 新,王 旭,等.米糠油萃取工艺优化武[J].武汉轻工大学学报,2014,12(4):24-26.
[13]全国粮油标准化技术委员会.GB/T 5512—2008粮油检验粮食中粗脂肪含量测定[S].北京:中国标准出版社,2008.
[14]李佳颖,魏 婷,顾宏新.有机溶剂浸提米糠油的研究[J].江苏农业科学,2012,40(6):267-362.
[15]谢加凤,郑宝东.有机溶剂法提取金柑子油工艺研究[J].农产品加工,2010(12):68-70.
[16]欧阳涟,赖晓玲,刘娟娟.有机溶剂提取蚕蛹油的方法研究[J].南昌大学学报:工科版,2002,24(3):94-96.
[17]张绪霞,许丽娜.米糠油制取工艺的研究[J].中国油脂,2007,32(1):25-28.
[18]钟科贤.米糠一次浸出及米糠油物理精炼[J].中国油脂,2004,29(4):56-60.
