步进冷床几种上钢系统特点及参数计算方法
2015-06-15朱苏宝白国伟宋海龙吴湄庄
朱苏宝 朱 峰 白国伟 周 辉 宋海龙 吴湄庄
(1:郑州新华重型机器有限公司 河南郑州451468;2:马鞍山钢铁股份有限公司 安徽马鞍山243003)
步进冷床几种上钢系统特点及参数计算方法
朱苏宝①1朱 峰1白国伟1周 辉1宋海龙1吴湄庄2
(1:郑州新华重型机器有限公司 河南郑州451468;2:马鞍山钢铁股份有限公司 安徽马鞍山243003)
论述了常规钢种制品常用的冷床几种上钢系统的特点并提出了改进建议,根据多年实践经验及其数据的积累,利用数学统计分析方法,推算出了重量系数、价格系数、性价比等系数值并给出了计算方法。根据附表数据,参照应用举例,可初算出所需设备重量及其设备价值,为用户选型、评估提供了依据。
步进冷床 上钢系统 性价比 改进
1 前言
冷床是型材[1]及圆材生产线主要辅机设备之一,由于现代轧钢生产线连续化,高速化,自动化以及切分多条轧制技术的应用,对冷床的要求越来越高,对冷床上钢系统的要求也越来越高,步进冷床已经成为小型材冷床的主流机型。上钢系统是冷床的关键设备之一,该设备与冷床并列布置,接受来自倍尺剪的来料,经过加速-减速-静止几个速度切换,使来料平稳有序的输入冷床本体,是制约冷床产量的瓶颈部位。根据行业用途的不同,制品规格的变化,进冷床前的来料速度,每秒由几米到几十米都有,所以从客观实用要求出发,步进冷床的上钢系统有多种类型,原理不同,结构各异,产量差异大,价格差异也大,性价比差异亦大,给用户设备选型带来很大的盲目性,致使不法厂家趁机坑害用户,给用户造成重大经济损失。比如福州某公司,以表面低价吸引用户,暗地肆意加大设备重量,增加用户设备负担,还增加用户长期运行成本,使用户苦不堪言。本文旨在论述常规钢种(不含特种钢如轴承钢,弹簧钢等)制品常用的几种冷床上钢系统的原理、结构、功能、产能、改进及性价比,为用户提供可靠实用经济的设计选型计算方法,便于用户谨防上当受骗。
2 步进冷床几种上钢系统的特点及改进方向
2.1 齿条直托式上钢系统特点及改进方向
齿条直托式上钢系统如图1所示,主要由输入辊道,动齿条,矫直板,静齿条等组成,其中矫直板端部设计有斜挡板,与倾斜布置的输入辊道形成送料滑道,动齿条延伸至输入至辊道工作部位,动齿条降下,辊道才可送料;动齿条升起,不能送料只能把辊道上的来料平稳有序的输入冷床本体。
齿条直托式上钢系统的特点是间歇式送料,冷床工作状态与上钢系统互为干涉,该上钢系统上料时,冷床不工作,反之亦然。所以该冷床作业率较低,适合轧制速度5~8m/s,年产量6~8万t,直径20~60mm圆材或型材的生产线,比如钎具钢生产线步进冷床适用该上钢系统。改进方向:斜挡板和辊道工作面改用合金耐磨材料,摩擦制动改用电磁制动或制动辊制动。
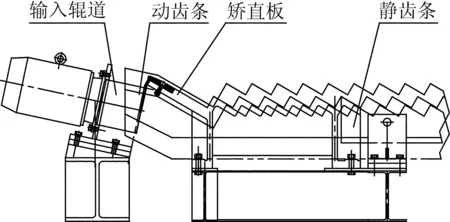
图1 齿条直托式上钢系统
2.2 液压拨料式上钢系统特点及改进方向
液压拨料式上钢系统[2]如图2所示,主要由输入辊道、液压拨料、矫直板、动齿条、静齿条等组成,其中矫直板端部设计有弧形挡板,与倾斜布置的输入辊道形成送料滑道,液压拨料是由多个油缸驱动的、绕定轴旋转的多个摆动拨爪组成,拨爪落下才可送料,拨爪升起不能送料只能拨料,使来料平稳有序地输入冷床本体。

图2 液压拨料式上钢系统
液压拨料式上钢系统的特点也是间歇式送料,冷床工作状态与上钢系统互不干涉,所以该冷床作业率较高,适合轧制速度8~13m/s,年产量10~15万t,直径12~40mm的圆材或型材生产线。改进方向:弧形挡板和辊道以及拨料工作面改用合金耐磨材料,摩擦制动改用电磁制动或制动辊制动。
2.3 液压裙板式上钢系统特点及改进方向
液压裙板式上钢系统[3]如图3所示,主要由输入辊道、液压裙板、矫直板、动齿条、静齿条等组成,其中矫直板端部设计有斜挡板,与倾斜布置的输入辊道形成送料滑道,液压裙板是由多个油缸推动的,绕定轴摆动的多个摆杆由同步驱动的长条梯形导槽组成,利用液压裙板的低位、中位、高位的位置有序变化,完成制品的送料、储料、拨料,使来料平稳有序的输入冷床本体。
液压裙板式上钢系统的特点是冷床工作状态与上钢系统互不干涉,所以该冷床作业率较高,适合轧制速度12~18m/s,年产量25~30万t,直径12~40的圆材或型材生产线。改进方向:斜挡板和辊道以及导槽工作面改用合金耐磨材料,摩擦制动改用电磁制动或制动辊制动。

图3 液压裙板式上钢系统
2.4 液压挡料小裙板上钢系统特点及改进方向
液压挡料小裙板上钢系统[4]如图4所示,主要由液压挡料、输入辊道、液压小裙板、矫直板、动齿条、静齿条等组成,其中矫直板端部设计有斜挡板,与倾斜布置的输入辊道形成送料滑道,液压挡料是由多个油缸推动的,绕定轴摆动的长条挡板组成,液压小裙板是多个油缸推动的,绕定轴旋转的多个摆杆同步驱动的多个梯形块组成,利用液压挡料和液压小裙板的低位、高位的有序变化,完成制品的送料、储料、拨料、使来料平稳有序的输入冷床本体。
液压挡料小裙板上钢系统的特点是冷床工作状态与上钢系统互不干涉,所以该冷床作业率较高,适合轧制速度15~18m/s,年产量25~30万t,直径12~40mm的圆材或型材生产线。改进方向:挡料和小裙板以及辊道工作面改用合金耐磨材料,摩擦制动改用电磁制动或制动辊制动。

图4 液压挡料小裙板上钢系统
2.5 气动塔式上钢系统特点及改进方向
气动塔式上钢系统如图5所示,主要由气动推杆、输入辊道、推料挡料、溜槽、矫直板、动齿条、静齿条等组成,其中输入辊道是位于溜槽上的多个单独传动的V型辊,一般小于φ12的圆钢可以省去V型辊,直接用溜槽送料;推料挡料是由多个气缸推动、绕定轴摆动的多个拨料和挡料双叉板组成,前者用于把溜槽中的来料拨出,后者用于防止上面溜槽拨出的制品滑入下面溜槽,使其平稳有序的输入冷床本体。

图5 气动塔式上钢系统
1-气动推杆; 2-V型辊; 3-拨料和挡料; 4-矫直板; 5-动齿条; 6-静齿条
气动塔式上钢系统的特点是与冷床工作状态互不干涉,该上钢系统主要有四槽和两槽两种型式,适合两切分和四切分工艺状态,所以该冷床作业率较高,适合轧制速度15~18m/s,年产量25~45万t,直径12~40的圆材或型材生产线。改进方向:溜槽和拨料以及V型辊工作面改用耐磨合金材料,摩擦制动改用电磁制动或制动辊制动。
2.6 转毂式高速上钢系统的特点
转毂式高速上钢系统也称为HSD系统[5]如图6所示,主要由双转毂溜槽、矫直板、动齿条、静齿条等组成,其中双转毂溜槽用于接受经夹送制动辊输送来的制品,制品在双转毂溜槽运行到设定位置,系统检测发讯控制转毂旋转,使制品滑入矫直板。
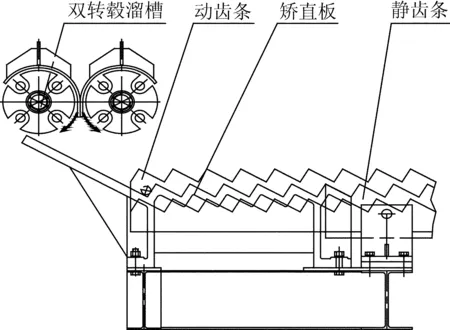
图6 机械转毂式上钢系统
转毂式高速上钢系统的工作特点是可多根同时送料,比较适合切分轧制工艺。冷床工作状态与上钢系统互不干涉,所以该冷床作业率较高,最大轧制速度可达40m/s,适合年产量60~80万t,直径8~60的圆钢和型材生产线。目前转毂式上钢系统主要为引进设备。
3 上述冷床上钢系统的性价比
上钢系统的性价比是指比照基本机型,根据各上钢系统适合的轧制速度、产品规格、年产量、推算出设备的复杂系数、故障系数、重量系数、价格系数、价值系数及性价比,供选型参考。
例如:设齿条直托式上钢系统为基本机型,根据其适合的轧制速度、产品规格、年产量,设其复杂系数、故障系数、重量系数、价格系数均为1,推出其价值系数、性价比。根据笔者多年的实践经验及其数据积累,利用数学统计分析的方法,推算出上述各类上钢系统适合的轧制速度、产品规格、年产量、复杂系数、重量系数、价格系数、价值系数和性价比,见表1。
4 应用举例
1)已知:某用户选用表1中的⑤气动塔式双槽上钢系统,设备长度100m,
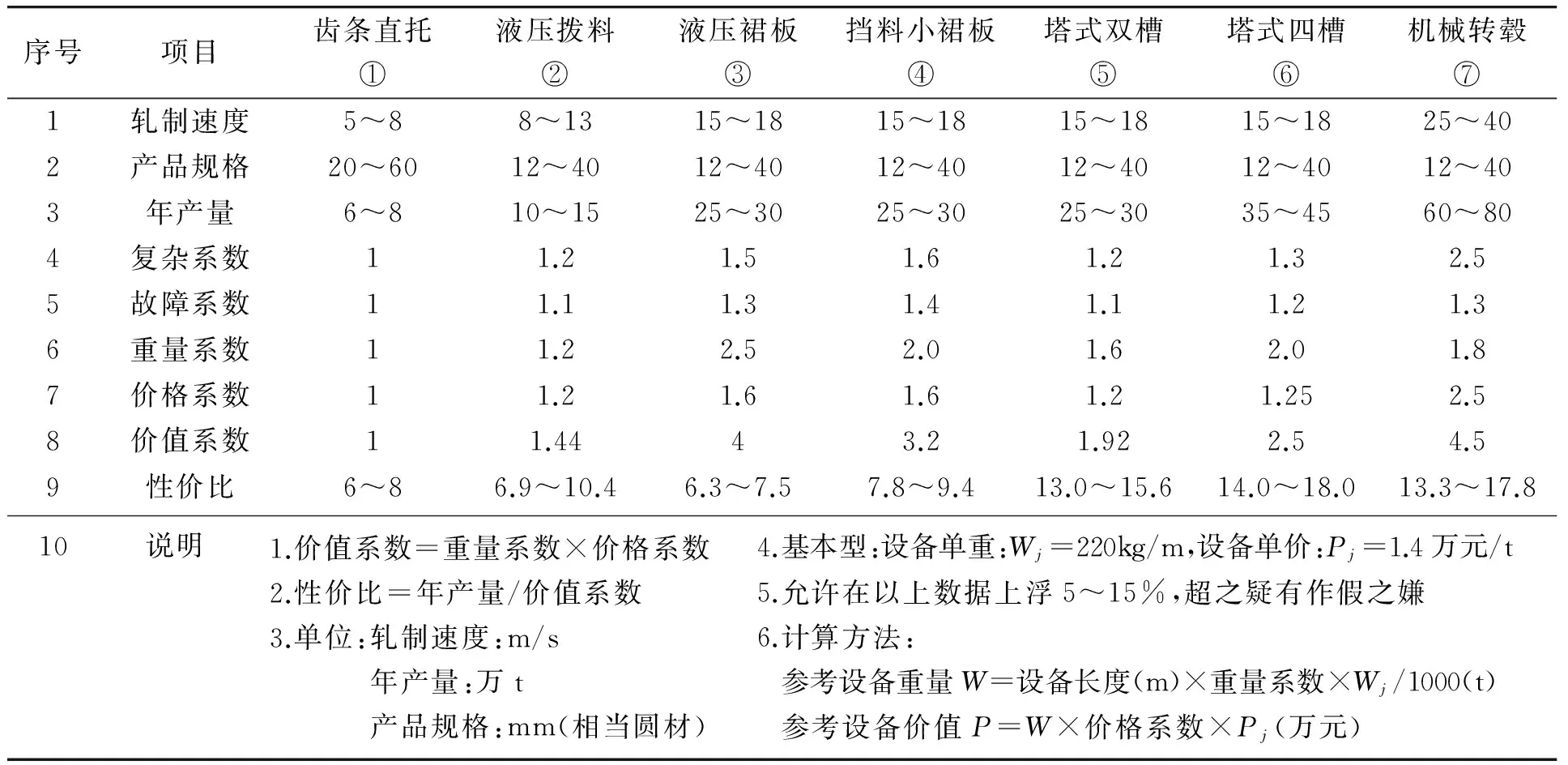
表1 常用小型材上钢系统参数与相关计算系数对照表
求:该设备参考重量?参考价值?性价比?
解:参考重量
W1=设备长度(m)×重量系数×Wj/1000 =100×1.6×220/1000=35.2(t)
参考价值P1=W1×价格系数×Pj=35.2×1.2×1.4=59.14(万元)
查表1,性价比:13.0~15.6
2)已知:某用户选用表1中的③液压裙板上钢系统,设备长度120m,
求:该设备参考重量?参考价值?性价比?
解:参考重量W2=设备长度(m)×重量系数×Wj/1000 =120×2.5×220/1000=66(t)
参考价值
P2=W2×价格系数×Pj=66×1.6×1.4=147.84(万元)
查表1,性价比:6.3~7.5
5 结论
综上所述,上钢系统种类各异,复杂系数、重量系数不同,导致价格系数和价值系数差异较大,给用户选型造成较大的迷惑性。分析上表可知,年产量高,一般情况下复杂系数、重量系数、价格系数和价值系数也随之增高,所以,为了理性选型上述设备,如果产量不高,不提倡选用性价比高的设备,反之,如果产量高,则提倡选用性价比高的设备。分析附表数据可知,气动塔式上钢系统性价比高于其他各类上钢系统,甚至还高于引进设备转毂式上钢系统,值得重视。根据表1数据,参照应用举例,可初算出所需设备重量及其设备价值,做到心中有数,在设备选型时综合考虑。
[1]曲克等.轧钢工艺学[M].北京:冶金工业出版社,2004.
[2]徐言东等.棒材步进冷床机构选型设计[J].冶金设备,2004(6).
[3]韩新胜等.裙板式冷床上钢装置的改进[J].轧钢,2011(3).
[4]傅飞.型钢冷床设计要点[J].装备制造技术,2009(3).
[5]李曼云等.小型型钢连轧生产工艺与设备[M].北京:冶金工业出版社,2006.
Features and Parameter Calculation Method of Several Transfer Steel System for the Walking Beam Cooling Bed
Zhu Subao1Zhu Feng1Bai Guowei1Zhou Hui1Song Hailong1Wu Meizhuang2
(1:Zhengzhou Xinhua Heavy Machinery Co., Ltd, Zhengzhou 451468;2:Maanshan Iron & Steel Co., Ltd., Maanshan 243003)
The features of several transfer steel systems of the walking beam cooling bed that are used in conventional steel grade products are discussed and some suggestions for improvement are put forward. Based on practical experience and data accumulation for many years, the values if weight coefficient, price coefficient and cost-effectiveness are calculated with method of statistical analysis. According to the data of the schedule, the weight and value of the required equipment which are used to provide reference of evaluation and type-selection for users are preliminary calculated by reference to the example.
Walking beam cooling bed Transfer system of steel Cost performance Improvement
朱苏宝,男,1964年出生,太原科技大学毕业,高级工程师,长期从事轧钢设备及工艺的研发工作
TG333.3
B
10.3969/j.issn.1001-1269.2015.01.017
2014—09—12)