埋弧炉用新型晶闸管式电极调节系统
2015-06-15王莉莎
刘 征 王莉莎 王 华 花 皑
(1:西安桃园冶金设备工程有限公司 陕西西安710075;2:西安电炉研究所有限公司 陕西西安710061)
埋弧炉用新型晶闸管式电极调节系统
刘 征①1王莉莎2王 华2花 皑2
(1:西安桃园冶金设备工程有限公司 陕西西安710075;2:西安电炉研究所有限公司 陕西西安710061)
埋弧炉电极调节系统是炉子冶炼操作的心脏,它在很大程度上影响埋弧炉的工作效率。介绍了先进的晶闸管—交流电动机式电极调节系统。新型调节系统能明显地降低电能消耗和电极消耗,以及提高输入炉内的功率。最后援引波兰HUTA ZABRZE铁合金厂采用新型调节系统的运行数据,数据证明该种调节系统的优越性。
埋弧炉 晶闸管式电极调节系统 三点式电子继电器
埋弧炉是一种用途广泛、式样众多的电炉。这类电炉多数用来从矿石中熔炼各种冶金材料和化工原料。在工作过程中,电极的下部一般是被埋在炉料里面的,所以除了电极和炉料间的电弧所产生的热量以外,电流通过炉料时,因炉料电阻所产生的焦耳热也占相当大的部分,因此这类电炉又被叫做电弧—电阻炉。
一般说来,所有的埋弧炉均配有电极自动调节装置。电极自动调节装置能够保证准确地维持规定的电气工作条件,使电炉设备获得较高的生产率、减少电能及电极的消耗,以及提高所熔炼铁合金的质量。由于埋弧炉的最大生产率与稳定的操作及向炉内输入最大允许功率有关,所以在这种情况下,调节器的任务是自动地维持适宜的电气工作条件。通常,埋弧炉电能的最大输入量是在给定电压下维持其电流为最佳值时获得。因此,埋弧炉调节系统一般是测定电炉的每相电压及电流,并维持其为最佳值。另外,由于埋弧炉的工作条件具有稳定的变化特性,所以过去曾有采用手动操作电极升降来调节电流值,但是,这时炉内的功率偏差一般的较自动操作电极时大4~5倍。因此为了改善埋弧炉运行指标,最好安装电极自动调节装置。
对于埋弧炉的电极升降系统而言,国内的埋弧炉大多采用机电式(机械—电机式),电动机则采用绕线式交流电动机或交流力矩电动机。
1 埋弧炉对电极自动调节系统的要求
1)大多数埋弧炉都由三相供电。对于圆形炉膛的电炉,三根电极按正三角形对称位置布置在炉膛中。三相埋弧炉可以由一台三相变压器供电,也可以由三台单相变压器供电,这时,三台单相变压器对称地布置在炉子周围。由一台三相变压器供电的埋弧炉示意图示于图1[1]。
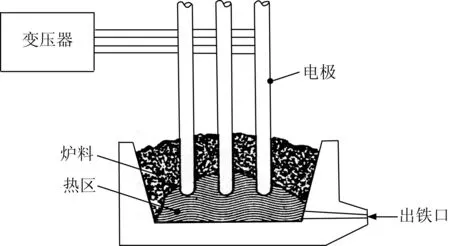
图1 由一台三相变压器供电的埋弧炉示意图
2)埋弧炉的基本工作原理是将电能通过电弧的辐射热和炉料焦耳热来进行熔炼的,而埋弧炉能量的传输是依靠调节电弧长度和电弧功率来实现的,即依靠调节埋弧炉电极位置来保证输入炉中的功率。因此,先进的电极调节系统是提高埋弧炉效率的重要手段。
3)对于连续工作的埋弧炉来说,其运行情况通常是平稳的,仅偶而在调节系统中引起不大的扰动。在选择调节器型式时,需考虑被调节对象的调节条件对调节器的要求,在设计调节器参数时需考虑以下诸问题:电炉变压器说明书所载数据,各组电压、电流数据、变压器线圈的联接方式、电流互感器说明书。对于连续工作的埋弧炉,通常仅在变压器的高压侧装设有电流互感器。如果变压器的高压侧和低压侧的联接组不同,如高压侧为星形,而低压侧为三角形时,则这时高压侧的三个电流互感器的二次线圈需接成三角形,以便与被测量电极电流矢量一致,达到准确测量。
4)对现代化的埋弧炉电极自动调节系统提出以下要求:
(1)对于电流的不灵敏区δ不超过8%~10%,其功率波动亦不超过6%~8% 。
(2)电极移动的极限速度不小于1000mm/min~1200mm/min。
(3)需保证能在额定电流之30%~125%Ie范围内平滑地改变整定值,其整定准确度不小于5%。
(4)实行阻抗控制,即保证达到一定的电压/电流关系(UARC/IARC=constant)。
(5)需保证电极移动控制能迅速地从手动转换为自动及由自动转换为手动。
(6)需能自动点弧。
(7)工作可靠,操作简单。
(8)按有关标准规定:对于变压器容量在400kVA以下的埋弧炉才允许采用手动调节。
(9)调节器的电极速度与被调节的电极电流特性曲线形状v=f(I/Ie)如图2所示。
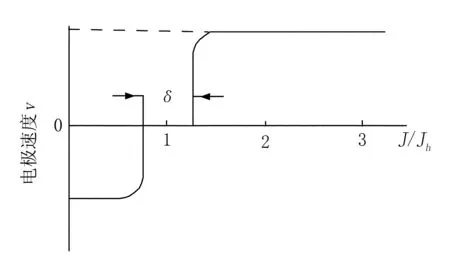
图2 电极速度与电极电流特性曲线v=f(I/Ie)
J-电极电流;Jh-额定电极电流;v-电极速度
由图2可看出:埋弧炉电极调节器的静特性v=f(I/Ie)与电弧炉的不同,它是一种被称作“三点式静特性,即以恒定速度升、降,而且需要有8% 左右的不灵敏区,如果不灵敏区太小,将破坏炉况,就是不允许调节器频繁动作。目前国内外埋弧炉调节器普遍采用三点式调节器。
5)埋弧炉电极自动调节系统共有2个操作模式,即:①恒阻抗模式;②恒电流模式。恒阻抗调节系统是一种新型自动化系统,它连续、实时地进行过程测量和在线动态控制,始终使埋弧炉运行在最佳状态。它具有如下优点:①提高输入到炉中的有功功率,因而提高生产率;②由于电弧非常稳定,所以埋弧炉的产量提高,运行成本降低;③由于减少了车间排出的烟尘,因而保护了生态环境。
2 新型晶闸管—交流电机式电极调节系统
1)目前国内外大多数埋弧炉的电极调节系统均采用机电式。图3示出了新型晶闸管—交流电机式电极自动调节系统结构图。该控制系统包括晶闸管控制电动机的主回路部分和控制回路部分[2]。
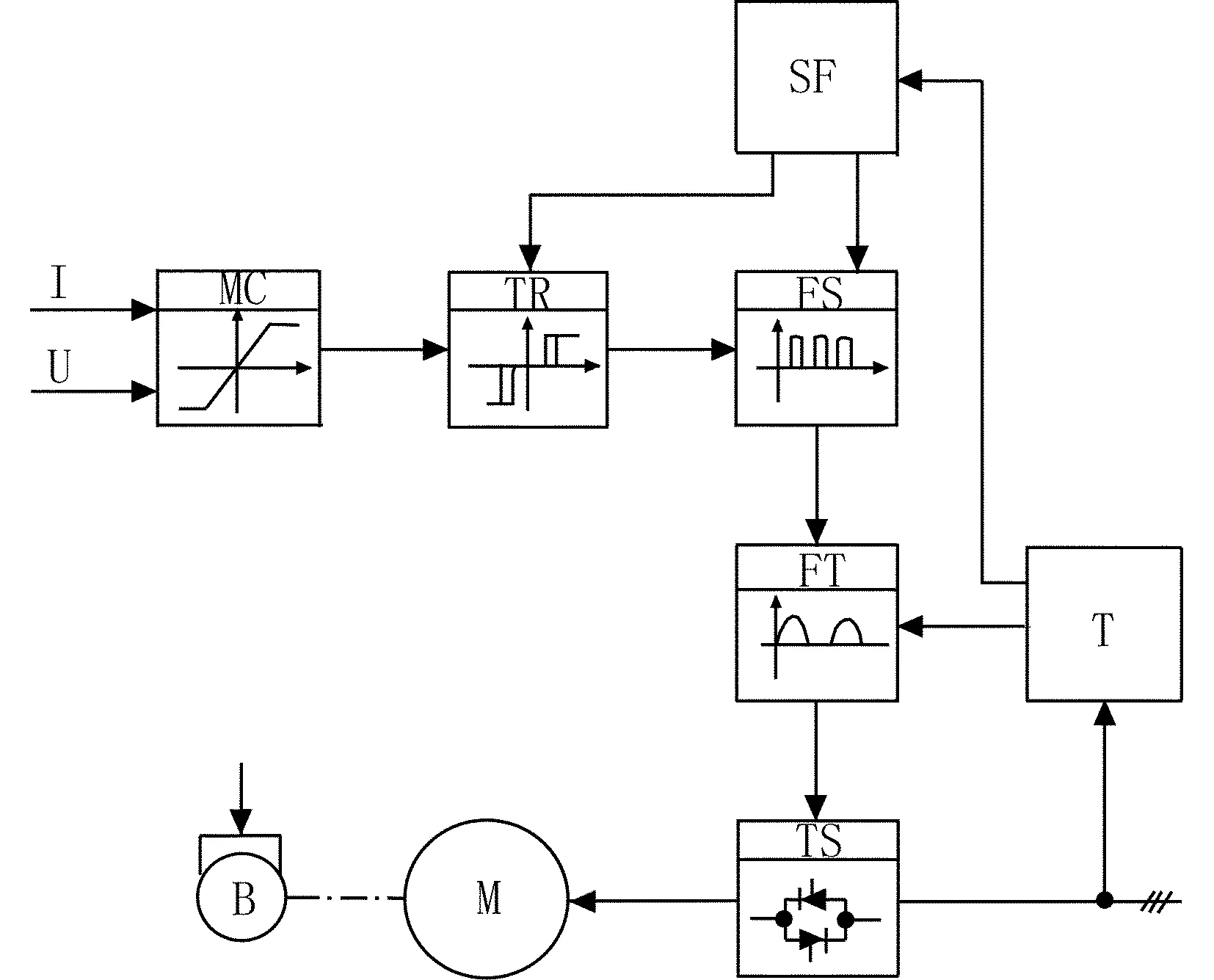
图3 晶闸管—交流电机式电极自动调节器方框图
MC-测量比较环节; TR-三点式电子继电器; FS-晶闸管同步触发器; FT-触发脉冲变压器; TS-晶闸管可逆式交流开关; SF-电子式稳压器; T-电源变压器; M-交流电动机; B-电磁抱闸
2)由图3可看出:动力传输部分包括绕线式交流电动机M和可逆式晶闸管交流开关TS,通过该开关,电动机从三相供电网络获得供电。这种开关包括4组单相晶闸管开关TS,而电动机三相中的一相,则直接接到供电电源上。
3)控制部分包括: 测量比较环节MC、三点式电子继电器TR、晶闸管同步触发器FS、触发脉冲变压器FT、SF-电子式稳压器,给控制系统供电的电源变压器TS,以及电子式稳压器SF。
4)当炉子运行状态与设定值有偏差时,测量比较环节MC的输出端便出现不平衡信号,该信号被三点式电子继电器TR放大,再由晶闸管同步触发器FS、触发脉冲变压器FT触发相应的一对晶闸管开关TS,这时,全部电源电压都加到电动机M上,则电动机M以最大的加速度启动、旋转,移动电极。当电极被移动到,使测量比较环节输出端的不平衡信号消失时,则已导通的晶闸管TS被封锁,因此电动机上的电压被切断,电动机停止旋转,电磁抱闸动作,电极停止移动。该调节器控制电极最快上升速度为1m/min~1.2m/min。这种调节系统的控制对象是保持:UARC/IARC=ZARC=设定常数。对于埋弧炉来说,这种控制原则比电流控制时,系统更加稳定。
5)图4示出了上述机电式调节器的电极升降传动机构。在设计机械传动设备时:需设定传动系统执行机构数据,如传动机械的传动比与动能、电极悬挂系统结构,平衡锤重量,电极上升及下降速度,以及加到电动机轴上的静力矩等。

图4 埋弧炉的机电式电极升降装置
1-构架; 2-电动机—卷扬机; 3-钢丝绳或吊链; 4-绳轮或链轮; 5-手摇轮; 6-制动器; 7-导向筒; 8-电极夹持器; 9-自焙电极; 10-埋弧炉; A区-受热变软的自焙电极料; B区-半烧结自焙电极料; C区-已烧结完好的自焙电极
6)该调节系统已被用于波兰科拉克夫市HUTA ZABRZE 铁合金厂的45MVA埋弧炉上。其电极电流和相有功功率测试值示于表1。
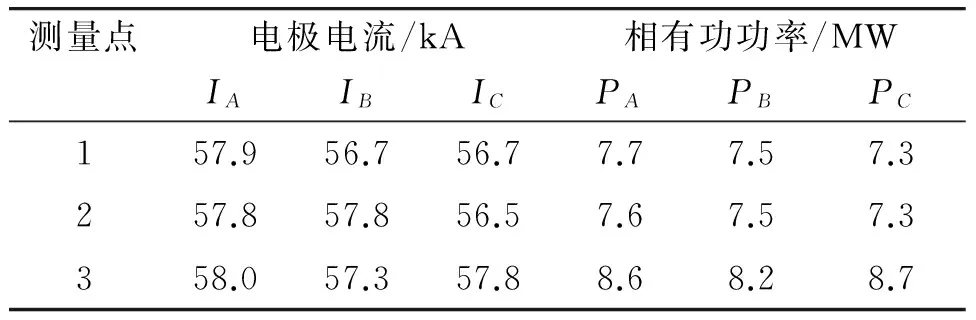
表1 45MVA埋弧炉的电极电流和每相有功功率测试值 (变压器二次额定电压:397V)
由表1可看出:电流和功率的三相不平衡度都在允许值之内。
上述调节系统具有以下功能,即:
(1)当电极接触到不导电炉料时,电极自动停止下降,保护电极,免受折断;
(2)当电极同炉料短路时,立即快速提升电极,消除短路,重新燃弧;
(3)当炉料开始熔化时,电弧电流很快即稳定下来。
7)上述调节系统显示的运行电参数有:
(1)每相二次相电压有效值(RMS值);
(2)每相二次线电压有效值(RMS值);
(3)每相电极电流有效值(RMS值);
(4)功率因数Cosφ值;
(5)有功功率值;
(6)功率曲线。
3 结论
1)介绍的晶闸管—机电式电极调节系统在波兰科拉克夫市HUTA ZABRZE 铁合金厂45MVA埋弧炉上运行了二年多,炉子各项指标改进如下:二次电压提高到397V、炉子功率波动由过去的±10%提高到±5%、调节器可靠、灵敏,其不灵敏区在8% 之内。
2)新型埋弧炉电极调节系统同传统调节系统相比,能保证下列指标:
(1)调节器自动工作,因而节省了人力;
(2)熔炼时间缩短了12%;
(3)电能消耗减少了8%~10%;
(4)电极消耗降低2%;
(5)缩短了加料等辅助工作时间;
(6)排烟除尘效果好。
[1]BARKER I.The Interaction Effect in Submerged Arc Furnaces.[C]Electric Furnace Conference Proceedings, Randburg, South Africa.1999, Jun. p.305-310.
[2]BISZTYGA K, KURBIEL A, SENKOWSKI J.Thyristor Control System for Electrode Movement of EAF or Submerged Arc Furnace[C]. UIE XVI International Congress Proceedings. Krakow, Poland, 2008, May, p.45-48.
[3]REUTER P.Submerged Arc Furnace. [C]Mannesmann technology, Duisburg, Germany. 2006: p.8-9.
New Thyristor Type Electrode Regulation System for the Submerged Arc Furnace
Liu Zheng1Wang Lisha2Wang Hua2Hua Ai2
(1:Xi’an Taoyuan Metallurgical Equipment Engineering Co., Ltd., Xi’an 710075;2:Xi’an Electric Furnace Research Institute Co., Ltd., Xi’an 710061)
The electrode regulation system is the heart of the furnace melting operation, it has a great influence on the efficiency of the submerged arc furnace. Poland HUTA ZABRZE ferroalloy factory has been designed and developed advanced electrode regulation system in order to optimize energy and electrode consumption and raise the power input from the transformer to furnace. Finally, author quote operation data of HUTA ZABRZE type regulation system, these data prove that the regulation system has very much advantages.
Submerged arc furnace Thyristor type electrode regulation system Three point type electronic relay
刘征,男,1978年出生,毕业于西安西北大学过程装备与控制工程专业,学士,工程师,主要从事电弧炉、钢包炉和VD炉等设备的研究和设计工作
TF741.5
A
10.3969/j.issn.1001-1269.2015.01.009
2014-09-12)