湿法电石乙炔气回收工艺探讨
2015-06-15徐欣宇刘志明王海萍
周 扬,徐欣宇,刘志明,王海萍
(青海盐湖工业股份有限公司,青海 格尔木816000)
1 湿法乙炔工艺
乙炔发生主要分为电石破碎、乙炔发生、乙炔清净和电石渣浆处理4 道工序。电石在乙炔发生器内遇水迅速分解,产生的粗乙炔气从乙炔发生器顶部逸出,经电石渣浆分离器和正水封进入乙炔清净工序。电石水解后的浓电石渣浆由排渣阀控制从乙炔发生器底部定时排到电石渣浆池,稀电石渣浆则从溢流管流至电石渣浆槽,全部进入电石渣浆处理工序。
在乙炔清净工序,粗乙炔气体经水洗塔、冷却塔洗涤冷却后,一部分进入乙炔气柜以平衡系统生产用气量,大部分粗乙炔气体被液环式压缩机加压并分离水分后,依次进入1#和2#清净塔,与次氯酸钠溶液在塔内逆流交换反应,除去粗乙炔气体中的硫、磷等杂质,进行乙炔气体净制,再进入中和塔,用NaOH 稀碱液在塔内中和掉净制过程中产生的酸性物质,制成精乙炔气体,最后经乙炔冷却器和乙炔水雾捕集器冷却脱水,送至转化工序用于生产氯乙烯。
在电石渣浆处理工序,电石渣浆池内的浓电石渣浆由电石渣浆泵打到电石渣浆槽内,与稀电石渣浆混合后由电石渣浆输送泵打入到电石渣浆高位槽,进入到浓缩池。经过重力沉淀、分离和浓缩机的搅拌、浓缩,池底部的浓电石渣浆由出料泵输送到处理电石渣浆的工序。浓缩池上部的清液经过溢流堰流到二级沉降池,用清液冷却泵打至喷雾冷却塔,经强制喷雾冷却后,进入到三级沉降池,沉淀分离后的清液由清液泵打至发生工序,作为乙炔发生器的生用水循环使用[1]。
2 湿试电石乙炔法工艺及乙炔流失去向
对12 万t/a PVC 配套电石乙炔装置进行现场实测,乙炔流失统计表见表1。
从表1 可见,生产过程中要流失乙炔项目为乙炔粉化电石2.113 kg/t,发生器加料置换2.62 kg/t,发生器溢流及清净夹带9.54 kg/t,发生器排渣2.384 kg/t。发生器安全水封、发生器故障处理、乙炔气柜、管道、水环压缩机气水分离器放水、中和塔换碱这些流失是操作导致的,需要加强操作培训和监控,尽量减少损失。
3 乙炔流失危害及回收的可行性方案
目前,国内PVC 企业普遍做法是将电石渣浆引入浓缩池,让残存乙炔挥发流失,不仅造成极大的资源浪费,同时乙炔气具有易燃、易爆的特性,也存在很大的安全隐患。近年来随着技术的发展,河南神马氯碱发展有限责任公司30 万t/a PVC、山西阳煤氯碱有限责任公司12 万t/a PVC、山东荏平信发集团12 万t/a PVC 等装置都先后投入了电石渣浆的回收系统,并取得了可观的经济效益。
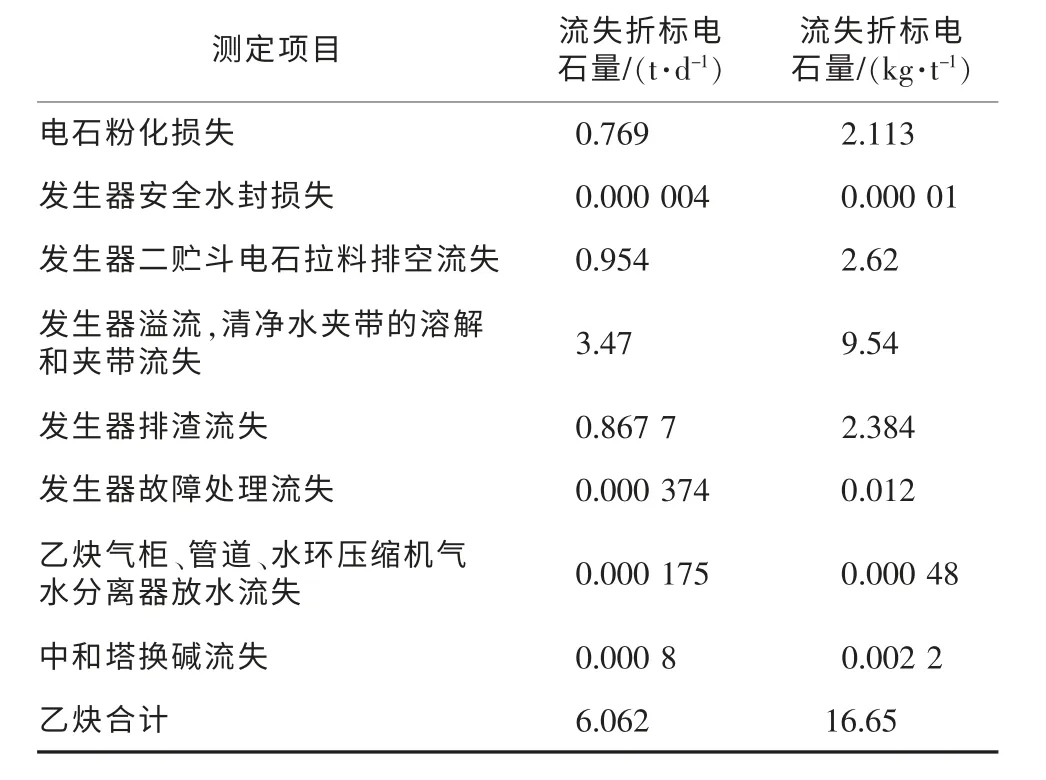
表1 12 万t/a PVC配套电石乙炔装置乙炔流失统计表
大多数聚氯乙烯行业电石加料系统贮斗的密封装置原都是采用蝶阀式密封装置—草帽阀,机械传动。由于翻板受力不均匀,很容易卡料,一旦卡料,极易导致机械传动变形,密封不严,从而使而乙炔外漏,系统发生火灾和爆炸,生产过程极为不安全;同时绝大部分厂家对二贮斗的乙炔气不回收,在一贮斗往二贮斗拉料时,一贮斗里充满乙炔气。一方面一贮斗氮气置换时间长,排出的乙炔气在不正常的情况下易发生火灾和爆炸;另一方面这部分乙炔气排放,对聚氯乙烯耗电石会产生影响,二贮斗每拉一次料都相当于损失一次二贮斗体积的乙炔气量[2]。
电石法乙炔产生的乙炔气一般都要经过冷却压缩、清净后方可送入VCM 装置,在冷却塔处一般情况都是用来自清净的次氯酸钠进行冷却,并产生废次氯酸钠,废次氯酸钠中含有大量的乙炔气,由于乙炔的特性使其具有爆炸危险性,同时,不回收也造成浪费。
4 回收方案
4.1 发生器二贮斗电石拉料排空乙炔气回收
贮斗的密封采用双气缸平稳升降的专用锥型密封阀结构,解决了原密封用草帽阀的机械传动、易变形的问题。阀座密封圈采用聚氨酯,阀芯采用钢衬聚氨酯材料,该材料耐磨有弹性,密封效果好,使用时间长;同时该系统增设了二贮斗乙炔的氮气装置、乙炔回收,降低了聚氯乙烯电石消耗,既确保了生产的安全,又可产生较好的社会和经济效益。
实施时开放式贮斗、一贮斗、二贮斗与密封装置整体供应,只需对原平台、原配管进行局部改造,放入本装置,对电石加料DCS 系统重新编程组态即可。
4.2 发生器溢流,清净水夹带的溶解和夹带的乙炔气回收
从湿式乙炔发生器溢流出来的电石渣浆和冷却塔下来的次氯酸钠,经溢流管进入渣浆缓冲罐中进行缓冲活化,活化后的电石浆料经渣浆泵送入脱析塔中。进入脱析塔中的电石浆料在负压的状态下进行闪蒸脱析。脱析出来的乙炔气通过冷凝冷却器降温,脱除其中的水分,冷凝水排入安全水封:脱水后的乙炔气经气体输送泵送入气水分离器,一部分进入样气冷却器冷却后,进入含氧量在线分析仪进行含氧量实时监测,氧含量如高于1%时,乙炔气从切断阀经阻火器排空;如低于1%(含1%)时,乙炔气从切断阀经气体缓冲罐,通过流量计计量后,进入乙炔气总管送乙炔气气柜。脱析后的电石渣浆从脱析塔底部,经安全槽溢流进入渣浆池见图1。
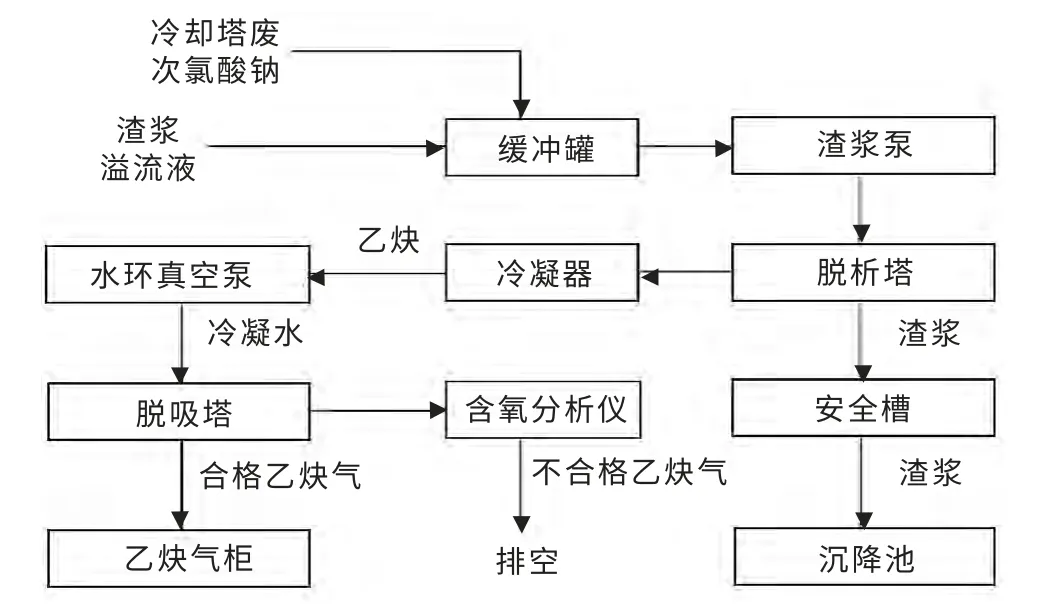
图1 乙炔气回收工艺流程框图
5 回收经济效益
5.1 发生器二贮斗电石拉料排空乙炔气回收经济效益
电石加料密封系统改造,如只计算电石加料密封系统改造的效益,按15 万t/a 的聚氯乙烯装置,每小时产聚氯乙烯18.75 t,耗用电石28.125 t,料斗的加料量约为3.5 t,则每小时加料8 次,二贮斗的体积为4.8 m3,则可回收乙炔气38 m3,每年可回收乙炔气304 000 m3。按一吨电石发气量285 m3,一吨电石价格3 000 元计,一年可节约电石1 067 t,产生的经济效益为320 万元/a。
5.2 发生器溢流,清净水夹带的乙炔气回收经济效益
15 万t/a 的聚氯乙烯装置,按原有工艺每小时可回收231.12 kg,每年运行8 000 h,可回收乙炔气1 848.46 t 乙 炔 气。 1 kg 电 石 产0.348 kg 乙 炔 气(发气量300 L/kg,收率100%),则每年可节省电石5 311.17 t,按市场价电石3 300 元/t 计,则可节省1 752.85 万元,同时,可节约用水约40.5 万t/a,水费按2 元/t 计,可节约成本81 万元,总节约成本将达到1 833.85 万元。
6 结语
电石渣浆回收乙炔气技术在电石湿法工艺生产PVC 过程中的应用.有效地减少了电石废渣中乙炔气的含量,减少了废气排放,同时,避免了乙炔气在渣浆池内积聚带来的安全隐患,保障了生产安全稳定运行。电石渣浆中的乙炔气脱析出来,有效降低了PVC 吨耗电石量,是提高企业自身市场竞争力的有效手段,对于环境保护及节能减排具有重要意义[3]。
[1]刘红松,赵晓焕.湿法乙炔生产中废液、废渣的循环利用.聚氯乙烯,2011,39(2):42-46.
[2]李曼莉,毕利君.电石渣浆中乙炔气回用技术.第34届全国聚氯乙烯行业技术年会论文专辑.
[3]王 霞,李卫东,陈智华.电石渣浆中乙炔的回收方法及回收效果.聚氯乙烯,2011,39(7):40-42.
