片碱生产水资源的回收利用
2015-06-15关刚
关 刚
(新疆天业集团有限公司,新疆 石河子832012)
新疆天业(集团)有限公司120 万t/a PVC 联合化工项目三期工程,天伟化工有限公司设计生产能力为20 万t/a 特种聚氯乙烯及15 万t/a 离子膜烧碱,项目于2012 年10 月开始筹建,2014 年2 月试车投产。片碱蒸发装置采用瑞士博特提供的多效逆流蒸发技术,装置具有高效、节能、环保等各项优点。其工艺流程可分为3 个部分:(1)碱液从32%浓度浓缩至60%,这个阶段在降膜蒸发器中进行。加热源采用高压蒸汽及二次蒸汽并在真空下进行蒸发;(2)60%碱液再经升膜浓缩器浓缩成浓度为73%的碱液,加热源采用高压蒸汽;(3)73%碱液再通过单管降膜浓缩器,以熔融盐为热载体,在常压下将碱液浓缩成熔融碱,再经片碱机制成片状固碱。
1 片碱蒸发水质分类
片碱蒸发装置自开车以来,生产稳定,各项工艺控制指标合格,产品质量稳定。片碱蒸发过程实际上是对32%液碱的蒸发浓缩,用热源加热碱液除去碱液中的水分,在蒸发浓缩过程中会产生大量的蒸汽冷凝水,根据冷凝水的来源、品质不同,可将片碱蒸发的冷凝水回收利用。片碱蒸发装置水质分为以下几种。
(1)含碱水。73%碱管线排净及吹扫、停车及生产异常的稀释碱、片碱机料仓停车清洗水、管线冲洗水、EV-2201 气液分离后形成的二次蒸汽冷凝水,包装现场冲洗水,含碱量通常较高,也叫稀释碱;
(2)含碱蒸汽冷凝水。片碱蒸发过程中从液碱中蒸发出来的水,也叫二次蒸汽冷凝水;温度约80 ℃,pH 值<11。主要来自EV-1101 及EV-1301 气液分离后形成的二次蒸汽,以及来自EV-2301 作用EV-1101 加热源的二次蒸汽;
(3)不含碱水。EV-1301 及EV-2201 效体蒸发加热源生蒸汽冷凝水(纯水、温度80 ℃左右),碱管线、熔盐管线等蒸汽伴热冷凝水,吹扫排凝;
(4)一次水。生活用水,洗眼器用水等。
2 装置运行现状
(1)二次蒸汽冷凝水送往一次盐水作为化盐用水,但由于一次盐水需求水量有限,二次蒸汽冷凝水存在富余现象,富余二次蒸汽冷凝水直接排放至综合废水处理;
(2)含碱水与不含碱水未彻底分开收集,含碱废水量增大导致碳酸钠装置无法全部消耗,多余的含碱水排放至综合废水处理,增加了水处理成本;
(3)生蒸汽冷凝水回收至公用工程,但由于温度较高对公用工程纯水产水量产生影响。
3 装置技术改造情况
3.1 含碱水装置改造
在片碱蒸发1#废水池制作、安装不锈钢废碱回收槽,所有碱泵排尽安装回收管线至废碱回收槽;片碱机包装冲洗现场用回收小车将片碱机冲洗水回收至废碱回收槽;废碱回收槽新增碱泵及管线至碱回收罐, 将回收的含碱废水回收至稀释系统后 (T-4301)送往碳酸钠。
由于半自动包装现场冲洗地面时此废水为含碱废水,冲洗时启动废碱泵将现场冲洗水回收至1#废水池,含碱废水回收至碱回收罐(T-4301)达到含碱水回收的目的。工艺流程示意图见图1。
3.2 含碱蒸汽冷凝水利用
含碱蒸汽冷凝水来自一效和升膜蒸发器,从碱液中蒸发出来的水,其pH 值为9 左右,其他指标优于一次水;新增管线至片碱蒸发循环水回水总管,用于片碱蒸发循环水补水,降低了一次水量;在新增管线上安装在线pH 计,当生产异常,pH 值大于10时,切换至废水池,回用于一次盐水化盐用水。
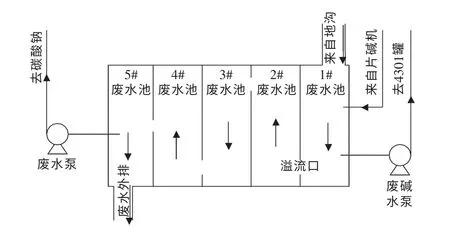
图1 工艺流程简图
3.3 废水的回收利用
将现场所有运转泵机封水、罐溢流排尽、蒸汽疏水回收至机封水池,然后送往一次盐水化盐用水。
废水池共有5 个小水池,现场冲洗的含碱水首先进入1#池回收至碱回收罐,不含碱的废水经2#-4#水池折流沉淀过滤后进入5#水池。生活用水、冲洗现场地面、工艺、设备水经地沟回收至废水池2#,经2#-4#水池折流沉淀过滤后进入5#水池,在5#水池安装废水泵并新增至碳酸钠管线将水送至碳酸钠装置配置碱液。
3.4 生蒸汽冷凝水
生蒸汽冷凝水产生于二效及升膜蒸发器,水质较好但水温较高,新增降温装置及管线,将温度约为80 ℃的冷凝水冷却至30 ℃,然后由泵送至公用工程纯水岗位,生产纯水,可节省大量一次水,且降低了药剂使用量,为企业节省了成本。蒸汽冷凝水装置见图2。

图2 蒸汽冷凝水冷却装置图
4 结语
通过以上技术改造将片碱蒸发装置各项水资源分类回收,具体有以下几点显著成效。
(1)二次蒸汽冷凝水富余水量得到了有效利用,并降低了循环水一次水的用量;
(2)含碱水与不含碱水的有效分离,大大降低了碱分厂的含碱水量,通过分厂的合理控制,含碱水可完全回收至碳酸钠;
(3)不含碱冷凝水通过降温处理然后送往纯水,有效的改善了公用原水池的温度,节省了大量一次水。
该公司片碱蒸发装置通过此次技术改造工作达到了水的零排放,降低了一次水的用量、减少了企业污水处理的成本,做到了节能减排、回收利用。