双面提花圆机花型准备系统的设计
2015-06-10胡旭东揭由君彭来湖
胡旭东, 揭由君, 彭来湖
(浙江理工大学 浙江省现代纺织装备技术重点实验室, 杭州 浙江 310018)
双面提花圆机花型准备系统的设计
胡旭东, 揭由君, 彭来湖
(浙江理工大学 浙江省现代纺织装备技术重点实验室, 杭州 浙江 310018)
为解决使用花型准备系统时绘图效率低,链条动作输入步骤繁多的问题,设计了一套花型和链条结合的图形编辑系统。这个系统以命令模式和面向对象的设计思想为指导,给出了系统的总体架构和软件的数据结构总体设计方案。针对三工位(成圈、集圈、浮线)的双面提花圆机,提出花型位图文件在连续浮线情况下的2种分解算法及分解数据的压缩算法,实现了花型位图文件到选针文件的转换。并在输入链条动作的过程中,采用了复合动作预设提前量方式,有效地降低了设计链条动作的繁琐度,提高了花型的设计效率。
提花圆机; 花型数据准备; 面向对象; 算法
电子提花圆纬机采用的是电信号控制刀头上下摆动的电动选针器,电信号即选针器的驱动信号,由计算机的数据提供[1],开机前的数据准备工作称为花型数据准备。随着计算机技术的发展,圆纬机电子提花系统因其花型范围不受限制,更换花型迅速,产品设计周期短的优点,电子控制技术逐渐代替了机械式提花控制,在针织机上得到越来越广泛的应用[2-3]。
目前,三工位(成圈、集圈、浮线)选针形式的花型制版系统中,日本岛精公司(Shimaseiki)和德国斯托尔公司(Stoll)处于世界领先地位[4]。金天梭CDMJ型电脑提花圆机就采用了日本先进的电子选针系统和WAC Designer提花设计软件,最大特点是上机操作简便快捷,修改和更换花型快,产品设计简单方便,可提高机器编织速度[5]。国内对提花圆机花型准备系统的研究在很大程度上仍依赖于模仿国外软件的功能,很少有自己的优势和特色。
本文通过综合国内外先进的针织工艺,采用面向对象的设计思想,制定了提花圆机花型准备系统的设计方案。该花型准备系统主要包括图形编辑和花型文件转换这2部分。
1 系统的软件结构及功能分析
1.1 系统的功能分析
双面提花圆机的花型准备系统应该能新建或者导入外部的花型图。以多色提花织物为例,人工设计时,用意匠图表示织物,手工画出花型图案。要设计一幅较理想的图案往往需要几番修改,而且由于不具备色彩效应和准确的比例关系,所以图案直观效果差。采用制版软件设计花型时,用鼠标将不同色彩依次填入,在显示屏上便得到由彩色像素块组成的图案,如选择的颜色与编织所用色纱相近,则可在屏幕上显示出与成品效果相似的彩色图案。花型经过图形编辑并设置好工艺参数后,编译成控制器需要的花型信号,包括选针文件和链条动作文件。其处理流程如图1所示。

图1 系统的基本流程图Fig.1 Process flow chart of pattern preparation system
根据处理流程图,该系统不仅能新建花型图,也能接受外部导入的花型图,并且提供选针器参数的设置、花型绘制、花型文件编译的功能。系统的功能图如图2所示。
花型绘制功能包括了各种图形辅助设计的功能,如局部花型图案的阵列重复、移动、旋转等等,并且给许多编辑操作设置了符合用户使用习惯的快捷键,使用户能够方便快捷地完成花版的设计工作,大大提高了花型设计的效率。为避免用户出现编辑失误,提供了撤销/恢复功能。选针器参数的设置主要是设定选针器分组和出针信息,以供后续编译花型文件使用。编译功能将意匠图编译成控制器可识别的二进制选针文件,其中包括意匠图分解和编译2部分。
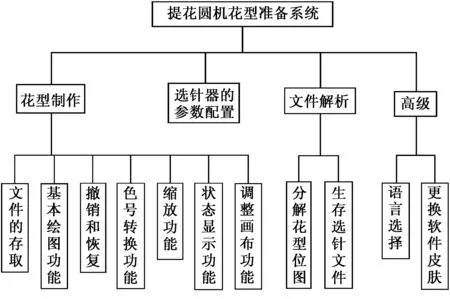
图2 花型准备系统功能图Fig.2 Function of pattern designer system
1.2 系统的界面设计
界面设计是为满足软件专业化标准化的需求而产生的对软件使用界面进行美化优化规范化的设计分支。其中最复杂的是软件的框架设计,因为涉及软件的使用功能,应该对软件产品的程序和使用比较了解,以设计出友好的、独特的、符合程序开发原则的软件框架,同时也要符合视觉流程和用户使用心理[6]。
系统采用了Office 2007的界面风格,因为Office的使用比较普及,采用Office风格的界面易学、易操作、稳定并且高效。
主界面分为:标题栏、选项卡行、功能区、调色板、状态栏。标题栏显示文件的标题,左侧有撤销、恢复、保存按钮;选项卡行包括画图、编译、高级3个选项卡;功能区中的内容随着用户选中的选项卡的改变而改变,画图选项卡下的功能区主要包括进行图像编辑的一些按钮,例如剪切、复制、粘贴、画直线、画矩形、旋转、插入行、删除行、缩放等。编辑选项卡下的功能区包括选针器信息的输入框和编译按钮。高级选项卡下的功能区则包括界面的皮肤选择和系统的语言选择键;调色板提供了9种可供选择的画笔颜色;状态栏实时显示坐标信息、颜色信息、缩放倍数。
2 图形编辑系统的数据结构
图形编辑系统实现了花型的绘制、编辑、显示的功能,为用户提供了一个花版制作的平台。针对提花圆机花型准备系统的功能特点,实现二维矢量图的绘制和较好的位图显示,该系统采用以面向对象设计思想为指导的基于GDI+(graphic device interface)的二维图像库的结构框架。
软件设计其实就是类的设计工作,类设计的结果对软件有着直接影响。易理解性、易改变性、重用性良好的系统实现起来没有任何特殊的困难,简明扼要而经济。本系统软件根据面向对象的思想,采用命令模式(command pattern),将系统主要分为图元类、工具类、命令类、文档类4个大类。其中图元类、工具类和命令类是3个基类。
2.1 图元类
图元类封装了描述一个图元所需要的基本数据结构。
CDrawObject:图元基类,封装了图元的基本特征。
CDrawRect:矩形图元类,由图元基类派生,描述直线、矩形、圆、椭圆等可用矩形来描述的矢量图元的特征。
CDrawSelectedBMP:选中的位图图元类,由图元基类派生,描述被选中的一块位图的特征。
2.2 工具类
CDrawTool:工具基类,提供绘制图元需要用到的数据及处理方法。
CRectTool:矩形工具类,继承工具基类,提供绘制矩形特性的图元的方法。
CSelectTool:选择工具类,继承工具基类,提供选择图形时的操作方法。
2.3 命令类
该系统采用命令模式实现图形编辑的undo/redo操作。命令模式结构如图3所示。

图3 命令模式结构图Fig.3 Structure of command pattern
所有工具对图元的操作都抽象成一个命令,Command类负责管理工具的操作命令,每步操作都要提交一个命令,通过命令类降低了命令发送者(Invoker)和接收者(Receiver)的耦合度[7]。每次操作的历史信息存储在命令历史链表中,实现多次撤销和重做。
该系统的undo/redo实际上只有4种事务:添加、删除、移动、旋转,故派生出CCommandAdd、CCommRemove、CCommandMove、CCommandRotate 4个具体命令(ConcreteCommand)子类,基类中提供undo()和redo()接口,派生类具体实现了命令类中的undo()和redo()方法。
2.4 文档类
为满足类设计的单一职责原则,一个类只有一个中心目的[8],让窗体类只接收用户的输入和显示文档类的数据,让文档类保存并处理相关数据。
文档类保存与整幅花型相关的数据,实现对数据的操作。文档类中保存了花型的位图文件、图元列表和命令历史链表,花型的存取、修改,图元的添加、删除、移动,命令历史链表的维护都是在文档类中实现的。
3 意匠图到选针文件的转换
花型准备系统之所以用位图来表示花型,是因为用位图中的一个像素来代表意匠图中的一格,能够很好地代替意匠图。在针织工艺里,从工艺的实现上考虑,织物的颜色数量基本都在5种以下[9],所以,该系统提供了10种颜色,其中0~7号色表示成圈提花的颜色,控制织针编织成圈,8号色控制织针集圈动作,9号色控制织针不编织,即浮线动作。
编译花型位图文件的最终目的是为生成机上可执行的二进制的选针器动作文件,选针器动作文件中存储了选针器的驱动信号,控制选针器的出针动作,完成成圈、集圈、浮线三工位选针编织,在机器上编制出相应的图形。
编译花型文件实际上包含了分解花型位图和编译选针文件2个过程。
3.1 花型位图的分解
花型绘制完成后,要设置选针器参数,给出圆机上的选针器总数即成圈系统数S,一般S选择72,因为72是1、2、3、4、6、8的倍数,易等分圆周,且编织效率较高。从提花工艺上来看,若织物色彩数为C,则每组由C个选针器数组成,每种色彩的纱线通过一个选针器进入[10]。选针器总数和每个选针器对应的颜色设置完毕后,有了这些信息,就能进行花型的分解了。
图4为花型意匠图。对于图。中所示花型宽度W=8,高度H=8,色彩数C=4的意匠图,绿色、红色、蓝色、黄色分别是颜色1、颜色2、颜色3、颜色4。

图4 花型意匠图Fig.4 Jacquard design
用行向量组D来表示图4,则为
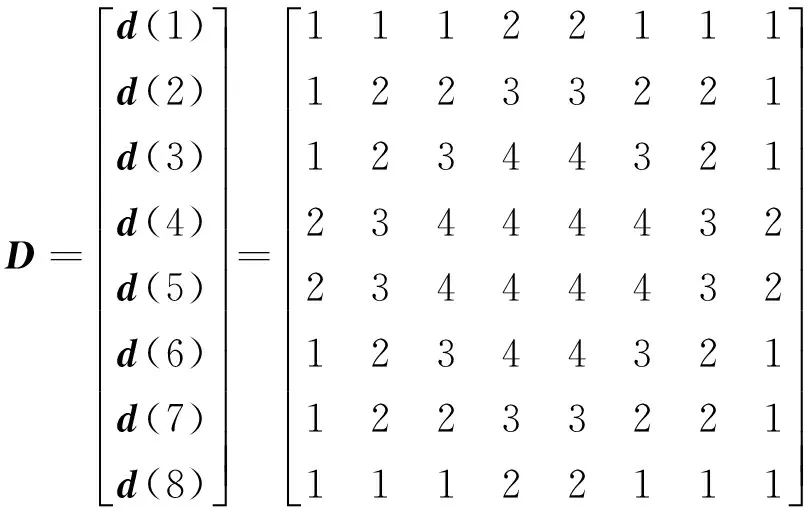
式中,d(i)=(c1,c2,…,cW) 表示各行向量;cj代表对应位置的颜色号,cj=1,2,…,C;i=1,2,…,H。
色彩数C=4,故每组有4个选针器,定义选针器号为A1,A2,A3,A4,分别对应颜色1,颜色2,颜色3,颜色4,对于第3行d(3)的成圈情况如表1。

表1 选针器成圈情况表
注:9代表浮线,其他数字代表成圈的颜色号,每列仅有一个非9的数字。
创建一组列向量,E1=(1,9,9,9)T,E2=(9,2,9,9)T,E3=(9,9,3,9)T,E4=(9,9,9,4)T
表1的分解数据其实就是对d(3)行向量中的每个元素进行扩充。定义编织行向量khj,h表示织物行号,h=1,2,…,H;指标j代表选针器号,j=1,2,…,C。
上例中d(3)的扩充向量组K(3)为:
类推可知道织物的所有编织行向量khj的值,共有C×H个行向量,即
此时基本完成了花型位图文件的分解。
3.2 连续浮线的处理
双面提花圆机用来织单面提花织物时,即只有针筒织针工作时,织物的反面易形成较长的浮线,但实际生产中浮线长度不应太长,一般不超过4针。也就是说编织行向量khj中连续出现“9”的次数应不超过4个,所以在分解成编织行向量khj时需加入集圈的工艺转换,在某些“9”处插入集圈,插入集圈的位置按“步步高”或“步步低”的方式进行。
设置浮线长度小于3,即插入集圈位置的间隔SSP=3,在插入集圈的位置用数字“8”代替。
对于“步步高”形式,每个khj插入集圈位置的公式为[col-1+(h-1)*C+j-1]Mod(SP+1)=0,col为元素的列号,col=1,2,…W,此时第3行d(3)的扩充向量组
对于“步步低”形式,每个khj插入集圈位置的公式为[col-1+(H-h+1)×C-(j-1)]Mod(SP+1)=0,此时第3行d(3)的扩充向量组
双面提花圆机用于生产双面提花织物时,针筒针和针盘针都参与编织。实际生产中多采用一面提花,即正面提花,而反面则根据色纱数及正面花纹组织的特点,进行反面织物结构设计。反面最常采用的是“小芝麻点”结构,即每一路在针盘上一隔一地吃纱。反面采用“小芝麻点”的花纹,可使正面花纹清晰,避免织物露底。
3.3 数据的压缩
绘制一条长度和织物宽度相等的颜色1的直线时,编织行向量khj的元素将会是W个“1”。当图形有大量相同色块的时候,会存储许多相同的颜色信息,若对连续浮线不进行集圈处理时,也会存储许多元素“9”,有时这些重复的颜色信息会占用大量的内存资源。采用节约指令压缩存储重复的元素将在一定程度上节约内存。
编织行向量khj中所有的元素取值范围为0~9,故节约组指令只要不是0到9中的值就可以。定义下列节约组指令如表2所示。
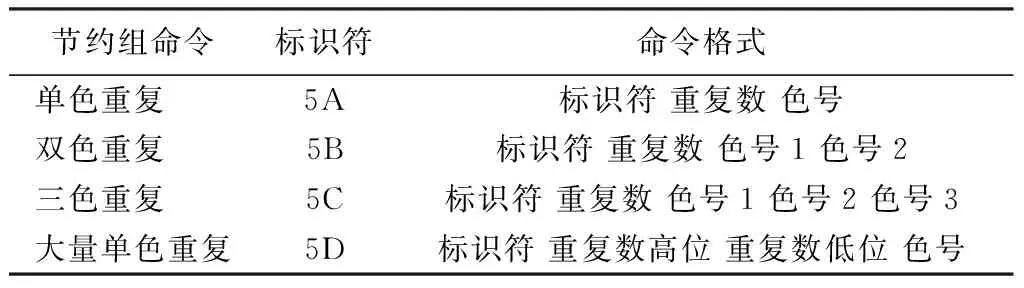
表2 节约组指令表
k″31可改写成二进制数据 01 5A 03 09 08 09 09 01,k″32可写成 09 02 5A 03 09 08 02 09,k″33可写成5C 02 09 09 03 08 09 类推可得到所有khj的节约格式的二进制数据,按行号依次存入文件中便得到最终的选针器动作文件。
4 动作链条文件的解析
双面提花圆机包含上针盘和下针筒。选针文件给控制器提供下针筒的选针信息,动作链条文件则包括纱嘴数据、三角数据和密度电动机数据。
为使动作链条数据的输入更加直观,系统将多个分解的机械动作复合成一个直观动作。以绍兴某精密机械厂HYQ-DJ-02型的双面提花机为例,纱嘴的添纱动作实际上经过了半击、全击、打开纱嘴、纱嘴复位、半退、全退一系列动作,三角的全击动作实际上经过了三角半击的动作再到三角全击。欲在指定的针位完成纱嘴添纱动作,需给各个分解动作依次设置提前量,在第500针完成添纱的分解动作提前量及实际动作针位如表3所示。
假设复合动作的动作针位为POS,分解动作的提前量为pre,则分解动作的实际动作针位pos=POS-pre。
采用复合动作输入的方式降低了设计人员对机械动作的要求,减少了对同一动作的针位重复计算量,提高了设计效率。

表3 添纱动作的提前量
花型和链条配合,生成控制器可读的二进制文件。图5示出提花织物运行效果图。图中显示花型最下面黑色底色,并有一个个色点的是罗口部分,一般有1~7圈的罗口起口,然后编织20圈左右的罗口,编织罗口的机械动作的指令需要在链条中输入。罗口上面就是提花的花样,选针器则按照花型解析过后的选针文件进行动作。
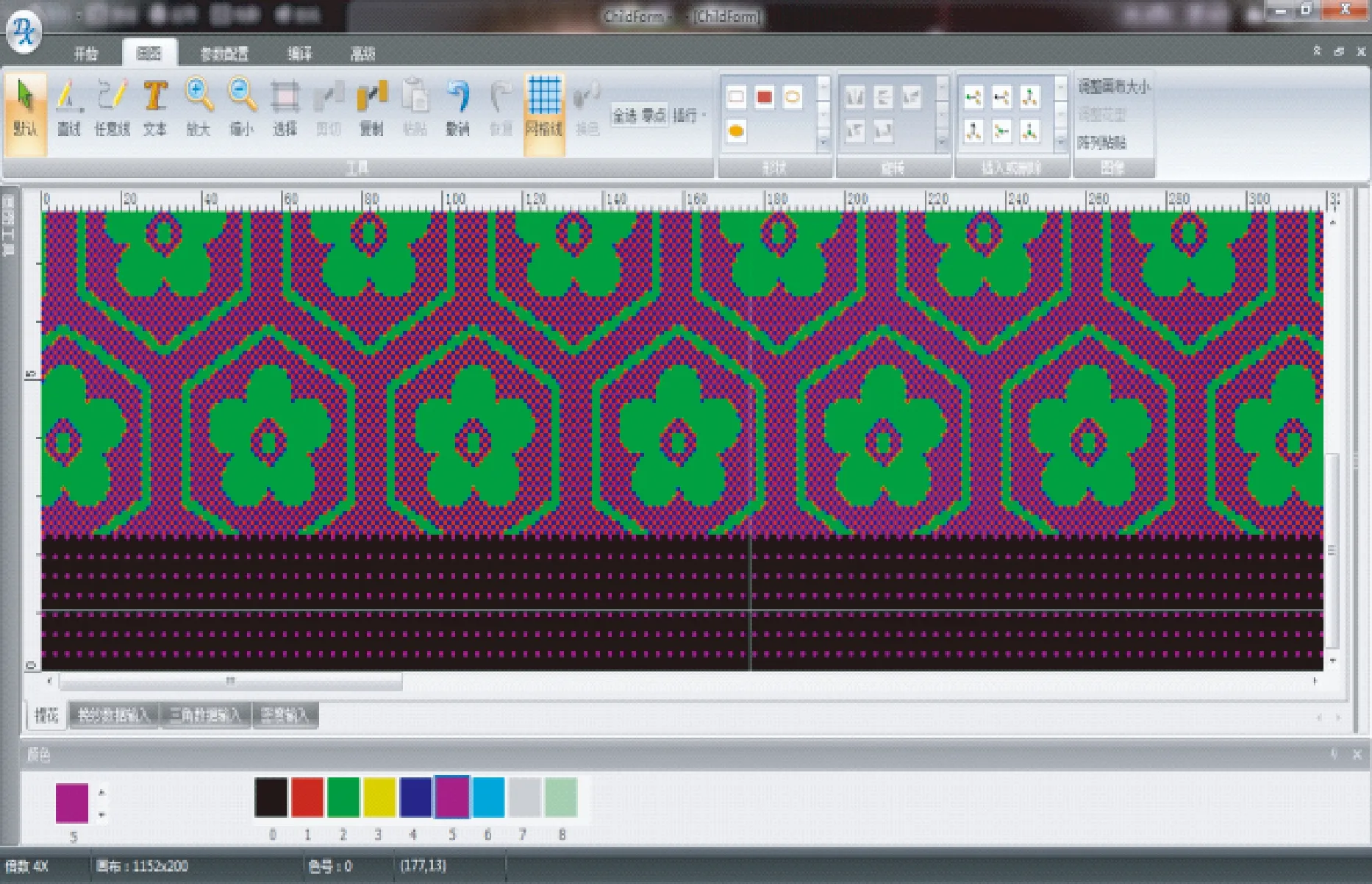
图5 提花织物运行效果图Fig.5 Running effect of pattern
5 结束语
以VS2008为开发工具,采用面向对象的思想设计了双面提花圆机的花型准备系统,从软件开发上分析了提花圆机花型准备系统的系统功能及软件结构,从圆机的提花工艺上论述了花型的数据准备过程,提出2种连续浮线处理的算法,采用复合动作预设提前量的方式降低了链条动作的设计复杂度。该系统生成的选针器动作文件经过上机编织,花型完全一致,能够满足生产上的需求。
FZXB
[1] 龙海如. 电脑圆形针织机技术发展动态[J]. 上海纺织科技, 2006(11):46-48. LONG Hairu. Recent technical developing trend of computerized circular knitting machine[J]. Shanghai Textile Science & Technology, 2006(11):46-48.
[2] 许为民, 张方华. 从电脑提花圆机的研制看我国针织工业的技术创新[J]. 纺织学报, 2000, 21(4): 60-62. XU Weimin, ZHANG Fanghua. Knitting industry technology innovation of our country base on development of the computer jacquard knitting machine[J]. Journal of Textile Research, 2000, 21(4): 60-62.
[3] 罗冰洋, 莫易敏, 郭艳. 电脑横机花型准备系统的设计[J]. 纺织学报, 2007, 28(7): 116-120. LUO Bingyang, MO Yimin, GUO Yan. Design of pattern prepareation system of computerized flat knitting machine[J]. Journal of Textile Research, 2007, 28(7):116-120.
[4] 张方强. 针织物花型计算机辅助设计系统的研制[J]. 纺织学报, 1998,19(3):53-55 ZHANG Fangqiang. The development of the knitted fabric pattern computer aided design system[J]. Journal of Textile Research, 1998, 19(3): 53-55.
[5] 陈绍芳. 单面电脑提花圆机花型设计[J]. 纺织科技进展, 2013(1):66-69. CHEN Shaofang. The pattern design of single computerized jacquard circular knitting machine[J]. Progress in Textile Science & Technology, 2013(1):66-69.
[6] 王文玉, 程杰. 基于MFC的实用图形软件的开发[J]. 微机发展, 2005(9):45-47. WANG Wenyu, CHENG Jie. Development of applied graphics software based on MFC[J]. Microcomputer Development, 2005(9):45-47.
[7] GAMMA E, HELM R,JOHNSON R, et al. Design Patterns Elements of Reusable Object-oriented Software[M]. New York:Adison-Wesley,1995:36-38.
[8] 黄逸民, 袁繁, 王树青. 利用设计模式实现电力图形编辑系统(iSee3.0)中的Undo/Redo功能[J]. 计算机工程与应用, 2003(11):126-128. HUANG Yimin, YUAN Fan, WANG Shuqing.Designing Undo/Redo in a design-pattern-based computer-aided eledtrical graphics editing system (iSee3.0)[J]. Computer Engineering and Applications, 2003(11):126-128.
[9] 游达章. 电脑提花CAD/CAM系统整体设计[J]. 针织工业,2006(3):12-14. YOU Dazhang. The overall design of computer jacquard CAD/CAM system[J]. Knitting Industries, 2006(3):12-14.
[10] 许吕崧,龙海如. 针织工艺与设备[M].6版.北京:中国纺织出版社,1999:75 XU Lüsong, LONG Hairu. The Knitting Technology and Equipment[M]. 6th ed. Beijing: China Textile & Apparel Press, 1999:75.
Design of pattern prepare system of double-faced jacquard circular knitting machine
HU Xudong, JIE Youjun, PENG Laihu
(Zhejiang Provincial Key Lab of Modern Textile Machinery Technology, Zhejiang Sci-Tech University, Hangzhou, Zhejiang 310018, China)
A drawing edition system that combines pattern with chain is designed in order to solve the problems on low plotting efficiency and complicated input steps of the chain action while a pattern preparation system is applied. Based on command mold and object orientation as guidance, the system proposes, the system general structure and overall design scheme of software data structure. Here presented are 2 decomposition algorithms of pattern bitmap in the case of long floating line and compression algorithm of dissociated data for three-position (knitting, tucking and floating) double-faced jacquard circular knitting machine, and implemented is the conversion from pattern bitmap file to actuator file. The combined action is used to effectively reduce complexity of the designed chain action and greatly improve the design efficiency of patterns.
jacquard circular knitting machine; pattern data preparation; object orientation; algorithm
10.13475/j.fzxb.20140404006
2014-04-14
2014-10-15
国家科技支撑计划项目(2013BAF05B00)
胡旭东(1959—),男,教授,博士。主要研究方向为纺织机械机电控制技术。彭来湖,通信作者,E-mail:laihu@zstu.edu.cn。
TP 311;TS 184.4
A
