织造经纱张力浅论
2015-06-01陆宗源
陆宗源
(天津格致科技开发有限公司,天津 300011)
•综合述评
织造经纱张力浅论
陆宗源
(天津格致科技开发有限公司,天津 300011)
为了说明织机在织造过程中五大运动之间的关系,根据织物的形成过程、三大主要运动的力学原理分析了经纱张力产生的原因以及织造不同织物时打纬刚度和织口位移的关系。指出:维持经纱必要的张力是辅助运动的结果,经纱张力是形成织物的基本要素,织造过程的顺利进行是主要运动和辅助运动密切配合的结果。
织机;主要运动;辅助运动;织口;经纱;张力
0 引言
在纺织工程中,我们研究织机的开口、引纬、打纬、卷取和送经五大运动。其中开口、引纬和打纬被称为“主要运动”,而卷取和送经被称为“辅助运动”[1]。然而历来在教科书和专著文献中,对主要运动进行了大量的研究和论述,而对辅助运动则关注相对较少。
在古老的由人手动脚踩的织布机上,我们只看到主要运动——开口(脚踩)、引纬(手动投梭)、打纬(手拉),有了这三个运动的配合,织造工艺过程就完成了;而卷取和送经一般是在织造一段织物以后,再由人工进行操作,看上去似乎和织造工艺过程没有直接关系,然而从现代织机的力学原理来说,这种认识是不全面的。
1 辅助运动是主要运动的基础
经、纬纱交织成织物的过程如图1所示,看起来似乎很简单,开口运动将经纱按织物组织分成两片,形成的梭口让梭子(引纬器)带着纬纱在两片经纱之间顺利通过后留下一根纬纱在梭口之中;打纬时,筘把该纬纱推向织口;如此周而复始,不断形成织物。
当经纱要形成梭口、完成开口和打纬两个运动时,经纱必须处在张紧状态。经纱没有张力,开口运动无法形成清晰的梭口;没有清晰的梭口,纬纱不能顺利地进入两片经纱中间,引纬(投梭)运动无法进行;经纱没有张力,筘无法将纬纱打紧在织口里,织物不可能形成;因此,经纱必须有张力,这是形成织物的基本要素。这一要素正是由辅助的送经运动和卷取运动提供的,从这一层意义上来说:辅助运动是主要运动能够进行的基础。
综框在提升时带动经纱一起运动,但由于织物经纱排列一般都很紧密,相邻经纱间因为纤维的摩擦、吸附或静电作用经常会发生粘连,因而经纱会滞后于综框运动;如果经纱张力小,这种滞后更为明显;随着经纱张力的增大,粘连就会减小。织机上三大运动的时间配合很紧凑,由于滞后稍大就会造成“跳花”或经纱断头,为此,现代织机速度越高,经纱张力越大,并要求经纱强度和织前准备质量良好,才能保持高速高效[2]。
再看打纬运动,当筘将一根纬纱快速推向织口时,由于织口后方的经纱具有张力,织口不会过分退让,才能将纬纱紧紧打入织物。可以观察到这样的现象:当曲轴到达潜心附近,筘把纬纱推到织口的瞬时,筘前织物有时会发生松弛,此时织物张力为零,经纱承受着筘的全部“打纬力”,纬纱才能紧紧地被挤入织物。
可见,在一个织造循环中,综框开口阶段和打纬结束阶段均要求经纱有足够的张力;梭口张开阶段是为了减少经纱粘连、及时形成清晰梭口;打纬阶段,要求张力能迅速升高,产生大的打纬阻力;而其余时间则希望张力相对较小,以防止经纱因长期处于张紧状态而产生塑性变形和增加断头[3];所以,从这层意义上说,打纬力取决于经纱张力。
2 经纱张力的产生
经纱张力的产生是卷取机构和送经机构速度配合的结果,已织成的织物被及时卷取,同时不断地补充经纱(见图1),以维持经纱必要的张力。

图1 织机经纱系统(送经、卷取和张力)
一般情况下,卷取机构以恒定的速度(仅决定于纬密)将织物向前拉,卷取已经织成的织物,使其及时脱离织造工作区是必要的;而为了要保持经纱张力,送经机构必须阻止经纱放出,使从织布卷取辊到后方经轴之间的经纱能在加压机构的作用下产生张力[4]。从这层意义上讲,送经机构应该叫作放经机构更为合理一些。
织机送经的传动机构表面上看起来和一般机械无异,应用蜗杆-蜗轮机构;不同的是一般机械都是蜗杆为主动件,蜗轮为从动件;而送经传动机械则相反,蜗杆是在阻止蜗轮转动。这一认识对织机设计者来说至关重要,否则会出现机械原理上的错误。
由于经纱与纬纱交织成织物,其长度会有一定的收缩(织缩率)[1],因此经纱放出和织物卷取之间要保持一定的速度差。同时,为了能够对经纱施加一定的张力,自动送经机构的后梁是可以摆动的,而且有弹簧和重锤加压装置以维持一定的张力。在卷取运动卷入一定量织物的同时,经轴要间歇或连续地微量转动,适量地放出经纱,使整个经纱系统缓慢地向前移动,使织造运动连续不断地进行[3]。
3 打纬力和经纱系统刚度
3.1 打纬力和打纬刚度
目前对打纬力的定义,尚无明确的概念。一般是说打纬力取决于打纬机构[1],有梭织机的筘座重量大则惯性力大,也就是打纬力大;凸轮打纬的无梭织机是要求筘座刚度要好、凸轮制造精密,凸轮与转子驱动时无间隙的就称为打纬力大;这些都是从织机机构来要求的,属于设备能力。
从工艺上讲,打纬力是在织造过程中筘将梭口内纬纱推向织口时所遇到的阻力,阻力越大则纬纱打得越紧,这对织造高密、重型织物非常重要[2]。
为了使概念更为清晰,这里将前者即设备能力称为打纬能力;把后者即工艺打纬力称为打纬力;在这里还要引入一个新概念——经纱系统的打纬刚度;设备的打纬能力取决于机械结构,而工艺打纬力则取决于经纱系统的打纬刚度。
构成打击力的必要条件是反作用力,如果被打击物没有足够的刚度,不能产生足够大的反作用力,那么再大的打击能力也不能产生大的打击力。例如:日常生活中打铁必须有一个质量很大、刚度很好的铁砧子,再配一个有一定质量的铁锤,就能把坚硬的钢打得变形,就是这个道理。
3.2 织口位移的形成及织口受力分析
在非打纬时间,织口“Z”的力平衡是织物张力P0(向前)和两片经纱的张力P1、P2(向后)的平衡(如图2所示)。
打纬时,筘将一根纬纱快速推向织口,经纱一般具有较大的弹性,因此织口Z就会向前退让,这就有了众所周知的织口位移(也有称为“打纬区”)[1,4]的术语,其定义是:在非打纬时间,由织口后的经纱张力和织口前的织物张力平衡下的织口位置和在打纬终了(筘座在最前)时的织口位置(即筘位置)之间的距离e,见图3。
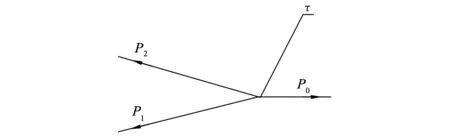
图2 织口力平衡
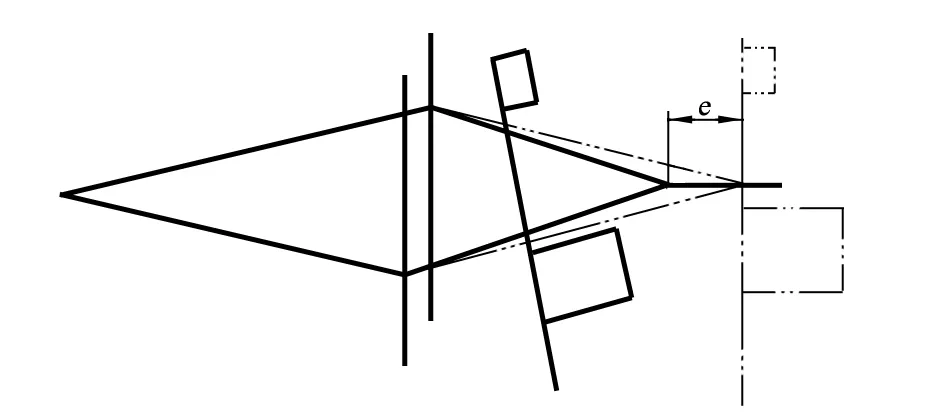
图3 织口位移
在打纬过程中,织口Z处的力平衡变化可分为3个阶段(见图4):
a) 在非打纬期,筘不受力,织口位置由向前的织物张力和向后的经纱张力平衡所确定(图4a);
b) 当筘把一根纬纱挤向织口时,筘开始受到织口的反作用力(-P),同时织物张力减小(P0′),经纱张力增大(P1′、P2′),其程度正好等于筘受到的反作用力(图4b);
当筘受到的反作用力增大到织物松弛的时候,织物张力P0=0,经纱张力增大为P1″、P2″,直到曲拐到前心,筘到最前位置为止(见图4c))。


a) b) c) 图4 在打纬过程中织口受力平衡的变化
在打纬开始期和终了期,织口前移,经纱发生伸长。这里所指的伸长中除了经纱的弹性变形因素外,还有由于受到经纱张力冲击而发生的后梁移动,机构变形,送经机构对经纱、卷取机构对织物的握持能力等因素。
筘座到达前心位置时,作为机构的打纬运动就结束了,这时“-P”就是打纬力的最大值,数值上是两片经纱张力的矢量和(如果P0=0);织口位移也达到最大值。如果经纱系统的刚度大,则打纬时后梁退让很少、织口位移也很小,但经纱张力急剧增大,意味着打纬力很大;反之,如果经纱系统的刚度很小(后梁很软),一受到张力冲击就被拉动,则织口位移大、经纱张力增大缓慢,因而打纬力很小;因此,经纱系统打纬刚度和织口位移就有了直接联系,在织造紧密织物的情况下,可以把织口位移当做打纬刚度的一个直观的量的标志,如果经纱系统打纬刚度大、织口位移小,就是打纬力大。
3.3 打纬刚度的影响因素
影响打纬刚度的因素有:① 织机的机构刚度,主要是送经、卷取机构的机械刚度;② 送经机构对经纱的握持能力和卷取机构对织物的握持能力(在冲击力作用下不能有微小的松动);③ 经纱刚度,即经纱的弹性系数(伸长)。
织造稀薄织物时,因所需打纬力较小,因此织口位移很小,甚至不易被觉察;织造重磅、紧密织物时,织口位移是一个重要的控制参数,按实际生产经验,织口位移应控制在5 mm以内;织口位移太大,会造成经纱系统的强烈振动而影响织物质量,甚至无法织造。
对于织造厚重、高密织物的织机,为保证经纱系统有足够的打纬刚度、不大的“织口位移”[2],对卷取和送经机构应该有以下的要求:① 机架应有足够的刚性;② 卷取机构对织物、送经机构对经纱都应有强大的握持能力,在强烈的打纬冲击力下,不能有丝毫的松动和滑脱现象;③ 最好采用惯量大的重锤加压方式,或采用弹簧加压方式再加液压阻尼系统。
[1] 郭廉耿.织造专门工艺学[M].北京:纺织工业出版社,1956.
[2] 裘愉发.真丝绸织造技术[M].北京:纺织工业出版社,1988.
[3] 陈革.织造机械[M].北京:中国纺织出版社,2009.
[4] 朱苏康.机织实验教程[M].北京:中国纺织出版社,2007.
My Tentative View on Warp Tension
LU Zongyuan
(Tianjin Gezhi Development Co.,Ltd.of Technology,Tianjin 300011,China)
In order to demonstrate the five motions in the weaving process,based on the weaving formation and the three major motion philosophy,analysis is done to the cause resulting in weaving tension and the relationship of beating rigidity on shed in varieties of production.Conclusion is made that keeping proper warp tension is the requirement of the assistant motion.Warp tension is essential to fabric production.Smooth weaving production is the integration of the major motions and the assistant motions.
weaving loom;major motion;assistant motion;shed;warp;tension
2014-04-27
陆宗源(1936—),男,上海人, 高级工程师,主要从事集聚纺纱等新技术的研究。
TS103.12
A
1001-9634(2015)01-0064-03
