轻质石脑油分裂的研究及工业应用
2015-05-14王文彬孟宪谭
韩 峰,王文彬,孟宪谭
(中国石化 齐鲁分公司,山东 淄博 255400)
在管式裂解炉蒸汽裂解制乙烯工艺中,裂解原料成本占总生产成本的70%[1-2],同时其质量是提高高附加值产品收率及降低综合能耗的首要因素。目前,国内裂解原料仍以石脑油(NAP)为主,其质量从根本上决定着乙烯装置的经济技术指标,因此优化原料结构和裂解工艺条件一直是乙烯装置提高经济性的研究热点。
中国石化齐鲁分公司(简称齐鲁石化)是典型的炼化一体化加工模式,目前乙烯产能已达800 kt/a,年互供NAP达1.5 Mt,由直馏NAP、重整拔头油及加氢NAP等混合而成,各油品的族组成差别较大,进行混合裂解达不到各自最佳的裂解深度[3-5],影响装置的整体经济性。
本工作针对齐鲁石化互供NAP裂解原料现状,依据NAP密度进行合理分类,利用SPYRO软件完成了不同等级NAP的模拟裂解评价,对比了分裂前后不同原料裂解的适宜工艺操作条件及主要裂解产物收率的变化,并考察了工业应用效果。
1 齐鲁石化互供NAP现状
目前齐鲁石化原油加工能力为10 Mt/a,互供NAP主要有6种,其种类、物性参数及产量见表1。

表1 互供NAP的种类、物性参数及产量Table 1 Types,properties and yields of self-produced naphthas(NAP)
由表1可知,在6种互供NAP中,芳烃含量有3种达12%(w)以上,其中,NAP-5最高,达23.31%(w),NAP-1最低,仅为1.83%(w);正构链烷烃含量前3种均在35%(w)以上,后3种均低于30%(w),存在明显差异;从馏程和密度分析,NAP-1远低于其他5种NAP,属于轻质原料。上述原料物性的较大差异决定了采用相同工艺条件混合裂解难以达到各自最佳的裂解深度,因此有必要开展互供NAP的分裂研究。
2 模拟裂解评价结果
2.1 原料性质对乙烯收率的影响
乙烯收率与体现裂解性能的族组成指标(PONA)密切相关。裂解原料中的烷烃包括正构烷烃及异构烷烃。正构烷烃主要发生断链与脱氢反应,首先是大分子变成小分子,然后是烷烃脱氢变成烯烃,烯烃脱氢变成炔烃,直至生成碳和氢;异构烷烃裂解所得的乙烯、丙烯收率比正构烷烃裂解低,但随碳链的增长,这种差异逐渐减小[6];环烷烃在一定条件下可发生开环裂解及脱氢反应生成环烯烃和芳烃,一般侧链烷基比烃环易裂解,环烷烃脱氢比开环容易;烯烃裂解主要发生断链、脱氢、双烯缩合与芳构化等反应。通常原料中烯烃含量很低,不会产生很大影响;芳烃的芳环具有较强热稳定性,更易发生侧链断链和缩合反应,进而生成大分子稠环芳烃,甚至结焦,所以芳烃含量高的原料不宜裂解[6]。
2.2 SPYRO软件模拟测算
SPYRO软件是基于自由基反应动力学的烃类裂解模型,由荷兰Technip公司开发,是模拟蒸汽裂解工艺的测算软件,可用于裂解原料选择、炉型设计、流程模拟、过程控制、操作优化、收率预测、效益估算和清焦周期估计等方面。通过模拟SRT-Ⅳ型、GK-Ⅵ型、SL-Ⅱ型及CBL型等多种裂解炉,输入原料组成、馏程、密度等基本参数,可预测乙烷、轻烃、NAP与尾油等不同原料的裂解产物收率,在原料结构与工艺条件优化、产物收率及价值预测和经济效益分析等方面均有较好的应用[7-8]。
SPYRO模拟软件可对不同类型原料的裂解性能进行定量评价[9]。因此,模拟NAP工业裂解炉的工艺条件,采用SPYRO模拟软件完成了不同原料的裂解性能对比评价,其裂解产物分布见表2。
由表2可知,6种互供NAP的裂解产物中三烯(乙烯、丙烯、丁二烯)收率相差较大,NAP-1最高(达50.65%),NAP-6最低(为43.79%),二者相差6.86%,其差异主要源于族组成中链烷烃和芳烃的含量不同[10]。因此,芳烃和链烷烃含量是衡量NAP裂解产物三烯收率的重要指标。
依据NAP裂解的质量控制指标以及原料物性及裂解产物收率,将6种互供NAP按以下3种归类:一是以NAP-1作为轻质NAP(LNAP),其干点、密度与芳烃含量均较低,而烷烃含量,尤其是链烷烃含量较高;二是以NAP-2,NAP-3,NAP-4作为普通NAP(ONAP),其芳烃和链烷烃含量一般,且具有较高的三烯收率;三是以NAP-5和NAP-6作为重质NAP(HNAP),其干点、密度及芳烃含量均较高,且三烯收率较低。

表2 6种互供NAP的裂解产物收率Table 2 Yields of cracking products from the self-produced naphthas
针对互供NAP的特点,提出了分裂的优化方案,即将物性相似、产物收率相近的NAP进行归并后,分别采用差异化的裂解条件,选择各自适宜的裂解深度,提高裂解产品收率,实现经济效益最大化[11]。
根据表1中的数据,利用SPYRO软件,分别完成了上述3类NAP与混合NAP(MixNAP)在不同裂解炉出口温度(COT)下的裂解产物收率的对比,对比结果见图1。
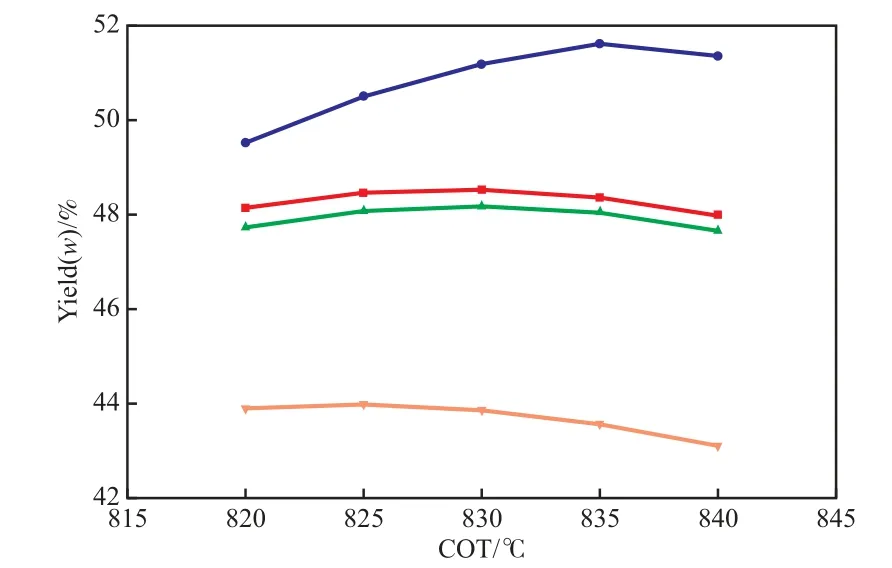
图1 不同COT下4种原料的主要裂解产物收率Fig.1 Relationships between the main product yields and COT.
从图1可知,4种原料均存在最佳COT,在最佳COT下三烯收率最高。LNAP,ONAP,HNAP,MixNAP的最佳COT依次在835,830,825,830 ℃左右。上述原料混合裂解时,COT过低造成LNAP裂解深度不够,COT过高则导致HNAP过度裂解,进而出现结焦等问题,影响裂解炉长周期稳定运行[12-15]。将组成差异大的NAP进行优化分类,实施分裂,可实现原料优化利用,提高产品收率和经济效益。
2.3 互供NAP分裂对产物收率影响
根据分裂前后的裂解产物收率以及不同原料投料量(见表1)测算了互供NAP分裂前后产物三烯收率的变化,测算结果见表3。

表3 互供NAP分裂前后产物三烯收率的变化Table 3 Changes of the max-triolefin yields before and after the optimization
由表3可知,MixNAP裂解的COT为 825 ℃,分裂后, LNAP,NAP,HNAP分别在各自适宜的工况下裂解,按各组分所占比例及其对应的三烯收率数据,经计算可知,与分裂前相比,分裂后三烯收率提高了0.15百分点。
乙烯装置运转周期是重要的技术指标,为此考察了互供NAP分裂对工业裂解炉运转周期的影响。从表3可知,分裂后LNAP裂解的运转周期得到大幅提高,从MixNAP的65 d延长至96 d,延长了31 d;而HNAP裂解的运转周期为48 d,基本达到裂解炉平均运转周期(50 d);ONAP裂解的运转周期为63 d,与MixNAP相近。由此可见,互供NAP分裂在提高生产技术指标的同时,也保证了装置的运转周期,减少了裂解炉烧焦次数,降低了装置的操作费用和能耗。
3 互供NAP分裂的工业应用
2013年大检修期间,齐鲁石化完成了NAP分储分输改造,实现了单独裂解。2013年9月实现NAP工业裂解炉的顺利投油。为考察对裂解产物分布和吨原料边际贡献的影响,对分裂前后1 a内工业装置主要裂解产物收率进行了对比,对比结果见表4。
由表4可知,互供NAP主产品收率在分裂前后均有不同程度的变化,分裂后,乙烯收率略有下降,氢、丙烯、丁二烯及苯等主要产物收率均有所增加,三烯收率增加0.64百分点,副产品收率降低0.85百分点。分裂前吨原料边际贡献为1 173元,分裂后吨原料边际贡献增加了12元,以互供NAP 总投料量1 520 kt/a计,可实现年增效1 800余万元。
通过互供NAP分裂,充分发挥了不同种类NAP的裂解性能,实现了资源最大化利用,并有效提高了乙烯装置的经济性。

表4 互供NAP分裂前后主要产物收率的变化Table 4 Changes of the main product yields before and after the optimization
4 结论
1)根据不同类型NAP的物性组成和SPYRO软件模拟结果,互供NAP混合裂解难以达到各自最佳的裂解深度,影响乙烯装置运行的经济性。
2)利用现有装置和资源,通过互供NAP分裂,可充分发挥不同原料的裂解性能,有效提升乙烯装置的技术经济性。工业应用结果表明,以投料量1 520 kt/a计,三烯收率提高0.64百分点,副产物收率降低0.85百分点,可实现年增效1 800余万元,具有良好的工业应用效果。
[1]梁颖杰,吕清茂,靳由顺. 齐鲁乙烯原料优化[J]. 齐鲁石油化工,2002,30(4):279 - 282.
[2]杨利斌,李国威,宋帮勇. 石脑油组成结构对乙烯收率的影响[J]. 乙烯工业,2011,23(1):17 - 19.
[3]袁睛棠. 石油化工技术发展趋势初探[J]. 当代石油石化,2002,10(9):1 - 7.
[4]孙景辉,贠建华,朱相春. 蒸汽裂解原料的评价[J]. 齐鲁石油化工,2001,29(2):104 - 107.
[5]王勇,蔡玉田. 燕化乙烯装置石脑油原料分储分裂效益评价[J]. 乙烯工业,2013,25(1):59 - 64.
[6]王松汉. 乙烯装置技术与运行[M]. 北京:中国石化出版社,1990:161 - 233.
[7]李长明,田亮,王玫. 炼厂丙烷与拔头油的裂解性能及利用研究[J]. 石化技术与应用,2005,23(5):343 - 345.
[8]吕建新. 戊烷油和拔头油在不同裂解炉型上的裂解性能[J].精细石油化工,2011,28(3):77 - 79.
[9]凌泽济. 裂解原料优化[J]. 乙烯工业,2009,21(2):52 - 55.
[10]张兆斌,王国清,张永刚. 优化裂解原料的初步研究[J].石油化工,2008,37(1):8 - 11.
[11]高玉延,沈雾. 石脑油的分储分用[J]. 石油化工技术与经济,2012,28(5):34 - 37.
[12]瞿国华. 乙烯蒸汽裂解原料优化[J]. 乙烯工业,2002,14(4):61 - 65.
[13]吴启龙,房广信. 蒸汽裂解原料优化[J]. 石油炼制与化工,2000,31(9):45 - 49.
[14]赵晓军. 影响乙烯装置长周期运行的因素及对策[J]. 石油化工,2006,35(6):575 - 578.
[15]王强. 关于乙烯原料优化的几点思考[J]. 石油化工,2002,31(1):58 - 62.
