双丝间距对Q690E高强钢双丝MAG焊低温韧性的影响
2015-05-09陆汉忠张华军
陆汉忠, 张华军, 刘 亮, 盛 凯
(1.上海振华重工(集团)股份有限公司, 上海 200125;2.上海海工装备智能焊接制造工程技术研究中心, 上海 200125)
双丝间距对Q690E高强钢双丝MAG焊低温韧性的影响
陆汉忠1, 张华军1, 刘 亮2, 盛 凯2
(1.上海振华重工(集团)股份有限公司, 上海 200125;2.上海海工装备智能焊接制造工程技术研究中心, 上海 200125)
针对海上钻井平台桩腿用厚板低合金高强钢Q690E,采用高效机器人双丝MAG焊接系统,通过温度场数值模拟以及焊缝区微观组织观察分析,对不同双丝间距条件下的Q690E高强钢机器人双丝MAG焊焊缝区低温韧性进行研究。结果表明:当双丝间距为15 mm时,焊缝区组织以先共析铁素体和针状铁素体为主,低温韧性最好。
双丝MAG焊 低温韧性 双丝间距 Q690E高强钢
1 前言
低合金高强钢Q690E因其优良的强韧性匹配被广泛应用到海洋平台桩腿、锅炉和船舶的使用上。然而,由于Q690E高强钢合金元素较多,碳当量较大,钢的焊接性较差。由于Q690E高强钢焊缝区低温韧性要求很高,对焊接方法和焊接工艺参数的要求也很高,因此国内海洋平台桩腿用Q690E钢的焊接大多还是采用手工焊和半自动焊。这易导致焊接效率低下,工人劳动强度较大,海工平台建造周期漫长,建造成本居高不下。为此,探索自动化程度及焊接效率更高的机器人双丝MAG焊在海工装备厚板焊接上的应用具有十分重要的意义。
本文针对海洋钻井平台桩腿齿条板与半圆板的焊接,采用TANDEM型机器人双丝MAG焊,探究了不同的双丝间距对Q690E焊缝区组织和低温韧性的影响。
2 试验材料和方法
试验母材为低合金高强钢Q690E,填充材料为MG-S88A实心焊丝,焊丝直径为φ1.2 mm,保护气体分别为80%Ar+20%CO2。母材和焊材的化学成分及力学性能如表1和表2所示。焊接试板尺寸为:50 mm×200 mm×500 mm,坡口形式如图1所示。预热温度150 ℃,层间温度控制在160±10 ℃。焊后在250 ℃下保温90 min进行后热处理。

表1 母材与焊丝化学成分

表2 母材与焊丝力学性能
焊接方法为机器人双丝MAG焊,焊接设备为TANDEM型机器人双丝MAG焊试验系统。该系统有两台完全独立的AB500电源,两焊丝相互隔离,焊丝间距为20 mm。焊接试样采用10 mm×10 mm×55 mm 夏比V型缺口冲击试样进行-40℃低温冲击试验,缺口开在焊缝中心,取样位置在焊接试板1/2厚度处。试验设备为JB-300B冲击试验机。焊接工艺参数如表3所示。
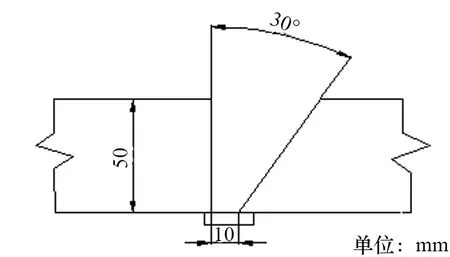
图1 坡口示意图
表3 焊接工艺参数

组别双丝间距(mm)I先行极(A)U先行极(V)I后行极(A)U后行极(V)焊接速度(mm·s-1)热输入(kJ·mm-1)110300292502881.96215300292502881.96320300292502881.96
3 温度场数值模拟
3.1 定义材料物理性能参数
焊接过程温度场的变化有一个比较大的变化范围,跨度从常温到远高于材料熔点的温度。材料的物理性能参数一般是随温度变化呈连续变化的曲线,本文所涉及的Q690E各种性能参数如图2所示[1,2]。
3.2 温度场计算结果
图3为基于ABAQUS有限元分析软件计算出的不同焊丝间距的双丝焊温度场云图。图中灰色部分为温度在1 450℃以上的区域,代表熔池的形状和大小。对比图3 (a)、(b)、(c)和(d)不难发现, 随着双丝焊两丝间距的增加,焊接熔池形状发生了很大的变化。当两丝间距大于20 mm时,两根焊丝所形成的熔池中部发生凹陷,表明两根焊丝所形成的熔池有相互分离的趋势。当两丝间距为25 mm时,熔池被严重拉长,中部凹陷比较严重,能够清楚地看到两个熔池各自的形态。

图2 Q690E钢主要热物理性能参数

图 3 双丝焊温度场云图
图4为双丝焊焊缝中心同一取样点处的热循环曲线图。由图可知,焊丝间距对双丝焊焊缝中心热循环曲线有很大的影响。当两焊丝间距很小,小于15 mm时,焊缝中心热循环曲线与单丝焊相同,只有一个峰值温度。而当焊丝间距增大时,焊缝中心出现了两个峰值温度。对应双丝焊的前后焊丝经过时各出现了一次峰值温度。其中后焊丝经过时的峰值温度高于前丝。同时,随着焊丝间距的增大,焊缝中心峰值温度出现的时间点右移,说明焊缝高温停留时间增大,必然会对焊缝中心组织性能产生影响。
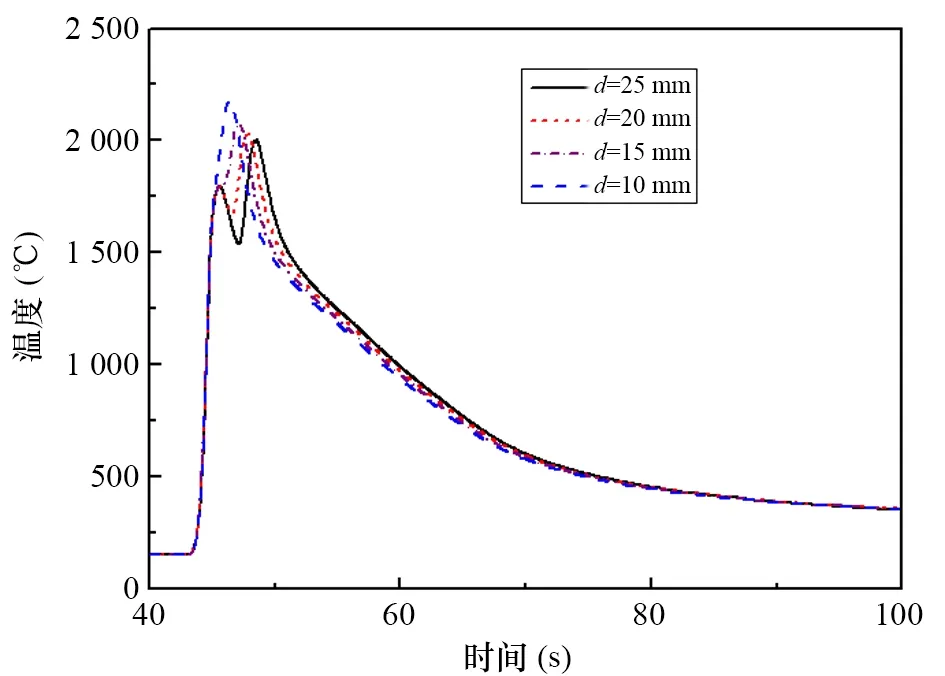
图4 焊缝中心热循环曲线
4 试验结果与分析
4.1 力学性能
图5为相同焊接工艺参数条件下,不同双丝间距所得焊缝中心相同位置处的-40℃低温冲击功值。由图可知,在其他工艺参数不变的条件下,当双丝间距为10 mm时,5个低温冲击功的平均值最低,且低温冲击韧性很不稳定;当双丝间距为20 mm时,平均冲击值大于70 J,小于75 J;当双丝间距为15 mm时,焊缝区低温韧性最好,平均-40℃低温冲击值大于80 J,且焊缝区低温韧性稳定性好。分析认为,当双丝间距过小时,焊接过程中两电弧之间必然会因电磁干扰而产生相互影响[3]。最终导致焊缝区低温韧性不好,且不稳定。当双丝间距过大时,焊接过程中熔池被拉长,焊缝区金属高温停留时间增加,这也不利于低温韧性的提高[4]。
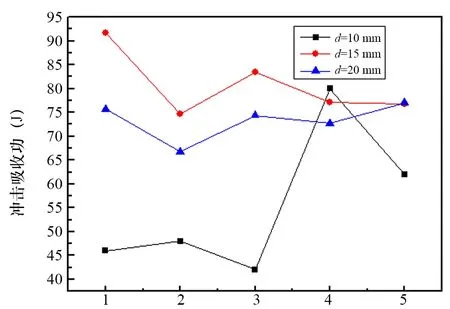
图5 不同双丝间距对焊缝中心低温冲击功的影响
4.2 微观组织
如图6所示为相同的焊接工艺参数条件下,不同焊丝间距所得机器人双丝MAG焊焊缝区典型微观组织图。
由图6(a)可知,当双丝间距为10 mm时,焊缝区组织以先共析铁素体、针状铁素体和粒状贝氏体为主,先共析铁素体所占比例较大,且组织不均匀。当双丝间距为15 mm时,焊缝区组织以先共析铁素体、针状铁素体为主,含有少量贝氏体组织,杂乱生长且非常细小的针状铁素体所占比例明显增大, 如图6(b)所示。而针状铁素体组织由于它本身尺寸不等,彼此交错分布,且相互之间晶界角度较大,能够阻止裂纹扩展,因此韧性最佳[5]。由图6(c)可知,当双丝间距增大到20 mm时,焊缝区组织以先共析铁素体和侧板条铁素体为主,铁素体沿境界析出,侧板条铁素体特征非常明显,且所占比例较大。先共析铁素体位于原奥氏体晶界处,呈不均匀的网状或薄而细的条状铁素体; 侧板条铁素体的铁素体板条沿原奥氏体晶界整齐地向晶内生长,同时因高温停留时间较长,冷却速度缓慢而长得很大。由于先共析铁素体和侧板条铁素体内部位错密度较低,扭曲也不严重[6],因此低温韧性相比于针状铁素体较低。

图6 焊缝区显微组织图
综上分析可知,当双丝间距过小,小于10 mm时,焊接过程中两电弧相互干扰严重,焊缝区组织不均匀,以先共析铁素体和粒状贝氏体为主,低温韧性较差且波动较大;当两丝间距过大,大于20 mm时,焊接过程中熔池拉长,焊缝区金属高温停留时间增长,焊缝区组织以先共析铁素体和侧板条铁素体为主,低温韧性开始降低。当双丝间距为15 mm时,焊缝区组织以针状铁素体为主,低温韧性最佳。
5 结论
(1) 针对Q690E低合金高强钢机器人双丝MAG焊,当双丝间距为15 mm时,焊缝区组织以针状铁素体为主,低温韧性最好。
(2) 机器人双丝MAG焊,当两丝间距小于10 mm时,焊接过程中两电弧相互干扰,焊缝区低温韧性较差。当两丝间距大于20 mm时,焊缝金属高温停留时间增加,焊缝区以先共析铁素体和侧板条铁素体为主,低温韧性降低。
[1] FENG Z. A computational analysis of thermal and mechanical conditions for weld metal solidification cracking[J]. Welding Research Abroad, 1996, 42(3): 34-41.
[2] 孟晓辉. 液压支架顶梁焊接变形控制研究[D].镇江:江苏科技大学, 2012.
[3] 文元美, 黄石生, 吴开源,等. 双丝脉冲 MAG 焊两种电流相位关系的焊接行为分析[J]. 焊接学报, 2010, 31(1): 59-66.
[4] 狄国标. 高强度海洋平台用钢的强韧化机理研究及产品开发[D].沈阳:东北大学,2010.
[5] 翟占江. 热输入对X80 焊缝金属低温冲击性能的影响[J].金属铸锻焊技术,2011,1:146-149.
[6] 张德勤. 微合金钢焊缝金属中针状铁素体形成机理的研究[D].天津:天津大学,2000.
Effects of Wire Spacing on Low-temperature Toughness of Q690E HSLA Steel with Tandem Arc MAG Welding
LU Han-zhong1, ZHANG Hua-jun1, LIU Liang2, SHENG Kai2
(1.Shanghai Zhenhua Heavy Industries Company Limited, Shanghai 200125, China;2. Shanghai Engineering Research Center of Marine Equipment Intelligent Welding, Shanghai 200125, China)
Aimed at high strength low alloy steel Q690E thick plate of offshore drilling platform, adopting efficient tandem arc MAG welding robot system, the low temperature toughness of weld zone in different distance between welding wires of high strength steel Q690E has been studied through the numerical simulation of temperature field and microstructure observation analysis. The results show that when the wire spacing is 15 mm, the microstructure of the weld is based on primary ferrite and acicular ferrite, the low temperature toughness is best.
Tandem arc MAG welding Low-temperature toughness Distance between wires Q690E high strength steel
陆汉忠(1975-),男,高级工程师。
TG457
A