Y型坡口免清根埋弧焊接法研究
2015-05-09王占冲吴义元茅洪华
王占冲, 吴义元, 茅洪华
(上海振华重工机械配套有限公司, 上海 201913)
Y型坡口免清根埋弧焊接法研究
王占冲, 吴义元, 茅洪华
(上海振华重工机械配套有限公司, 上海 201913)
为改善埋弧焊的工作环境和提高生产效率,提出了Y型坡口免清根埋弧焊接法。运用实心焊丝气体保护焊进行打底焊接,埋弧焊填充盖面论证了Y型坡口四种免清根试验方案。结果表明,无间隙、有间隙正面打底和有间隙反面打底焊接的焊缝成形良好,接头具有较高的抗拉强度和良好的韧性,而无间隙反面打底焊接出现未焊透现象。
Y型坡口 免清根 埋弧焊
1 引言
埋弧焊在焊接生产中是一种重要的焊接方法,由于具有焊接质量稳定、劳动条件好和焊接过程易实现自动化等优点而被广泛的应用于压力容器、箱型梁柱、船舶以及管段等重要的钢结构制造业中。目前中厚板埋弧焊工序主要是手工电弧焊打底—正面埋弧焊—反面碳弧气刨清根—反面埋弧焊。反面碳弧气刨清根不仅增加焊接生产周期和焊材成本,同时还会产生粉尘烟雾、噪音弧光等污染,恶化劳动环境[1~4]。因此免清根埋弧焊接法得到了广大学者的关注和研究。丁林等[5]研究了中厚板免清根全熔透埋弧焊技术,实现了16 mm厚的I型坡口和25 mm厚的V型坡口的不清根焊接,效果良好。张胜男等[6]研究了坡口、间隙和工艺参数等对埋弧焊免清根免打底焊接的影响,结果表明免清根免打底埋弧焊技术是可以实现的,具有很好的经济效益和社会效益。黄红雨等[7]研究了I型坡口大间隙不清根埋弧焊技术,正面实心焊丝打底,正面小电流埋弧焊,背面大电流埋弧焊可以实现大间隙不清根埋弧焊。
在此基础上,本文进行了Y型坡口免清根埋弧焊接法的研究,并对接头的成形和性能进行了分析。
2 试验材料及方法
2.1 试验材料
试验采用的材料为ASTMA709-50-2(Q345B)低合金钢,化学成分如表1所示,规格为20 mm×200 mm×1 200 mm。试验采用气体保护焊设备的型号为YD-500CL,埋弧焊设备的型号为ZD5-1 250 B。填充金属分别为AWSA5.18ER70S-6(Φ1.2 mm)和AWSA5.17EH14(Φ4.8 mm),气体保护焊采用Ar(80%)+CO2(20%)混合气体,气流量为22 L/min,焊剂为CHF101,焊丝伸出长度分别为15 mm(GMAW)和20 mm(SAW),焊接位置均为平焊。
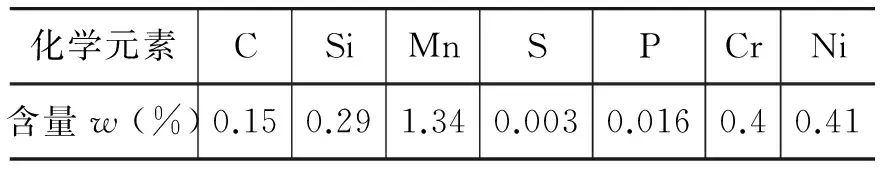
表1 Q345B化学成分
2.2 试验方法
本次试验采用实心焊丝气保焊打底和埋弧焊填充盖面。分四种方案进行,分别为无间隙和有间隙正面打底焊接;无间隙和有间隙反面打底焊接。焊接示意图如图1所示,试验方案1、2的焊接工艺参数如表2所示,试验方案3、4的焊接工艺参数如表3所示。
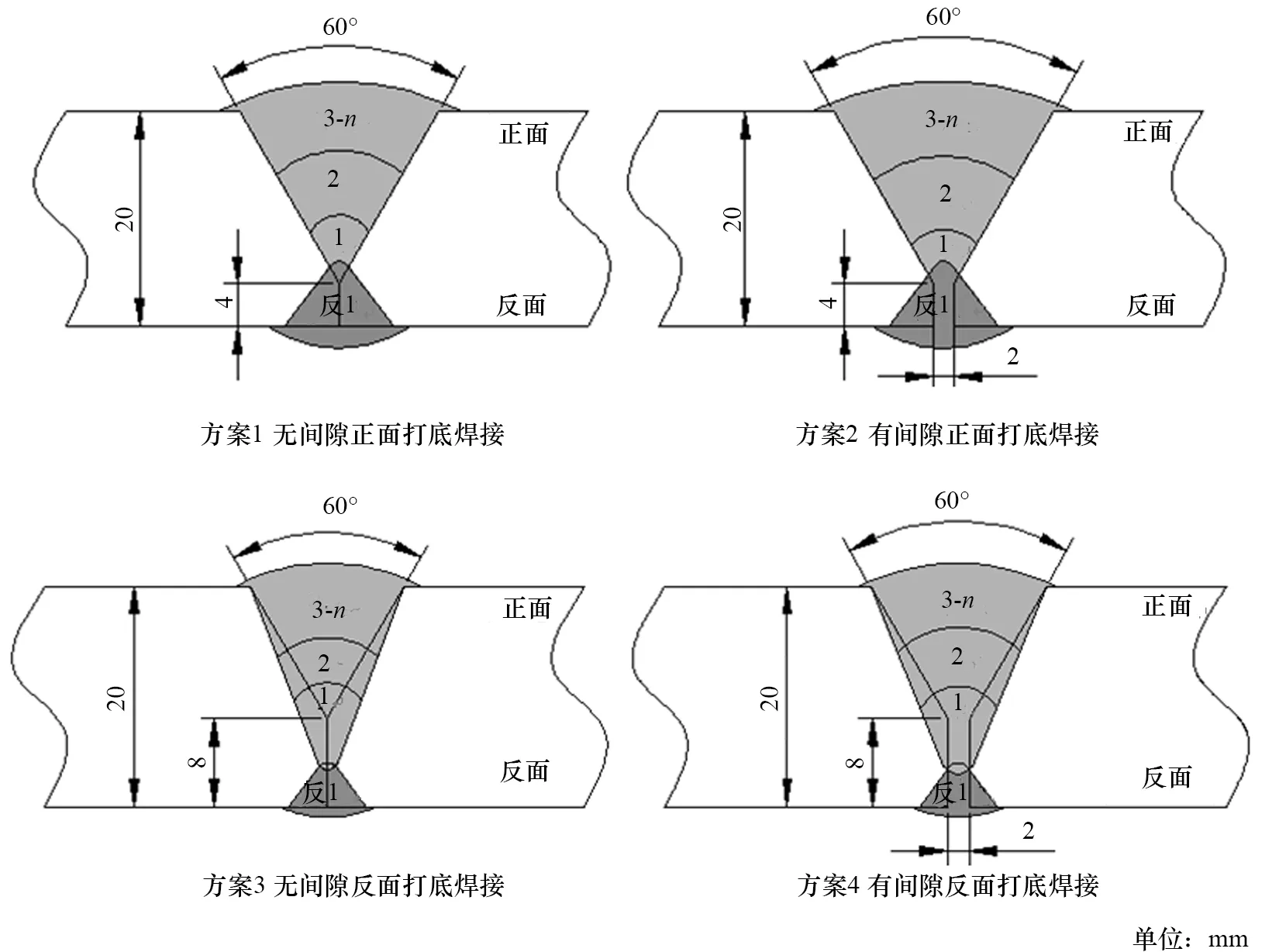
图1 焊接示意图
表2 方案1、2的焊接工艺参数
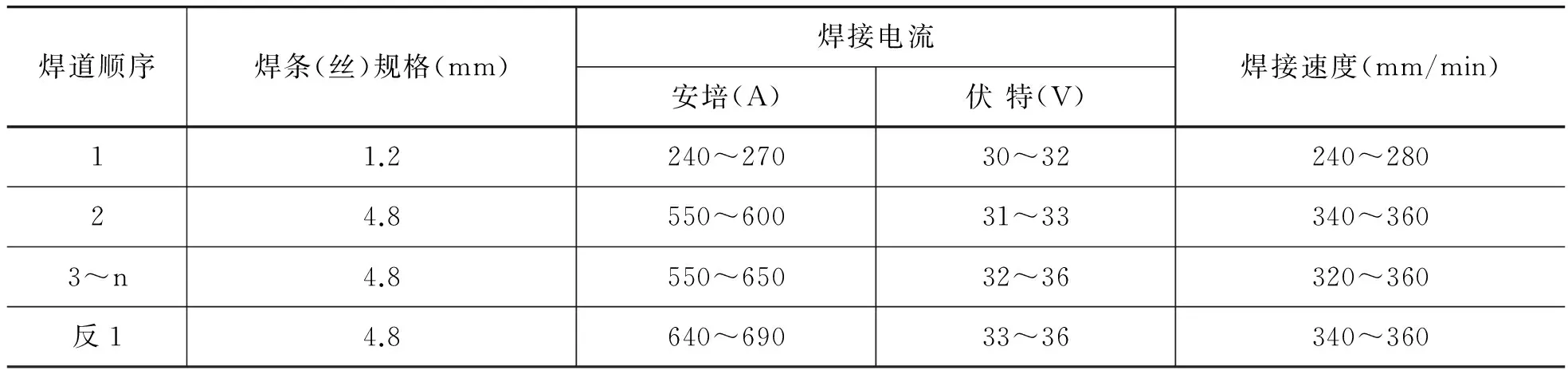
焊道顺序焊条(丝)规格(mm)焊接电流安培(A)伏特(V)焊接速度(mm/min)11.2240~27030~32240~28024.8550~60031~33340~3603~n4.8550~65032~36320~360反14.8640~69033~36340~360

表3 方案3、4的焊接工艺参数
3 焊缝形貌分析
3.1 焊缝表面形貌
图2为四种焊接方案焊接完成的表面形貌。由图可以看出,焊缝表面成形均良好,但焊缝两端的成形较差,出现弧坑,这是因为焊缝两端没有加引弧板和熄弧板。
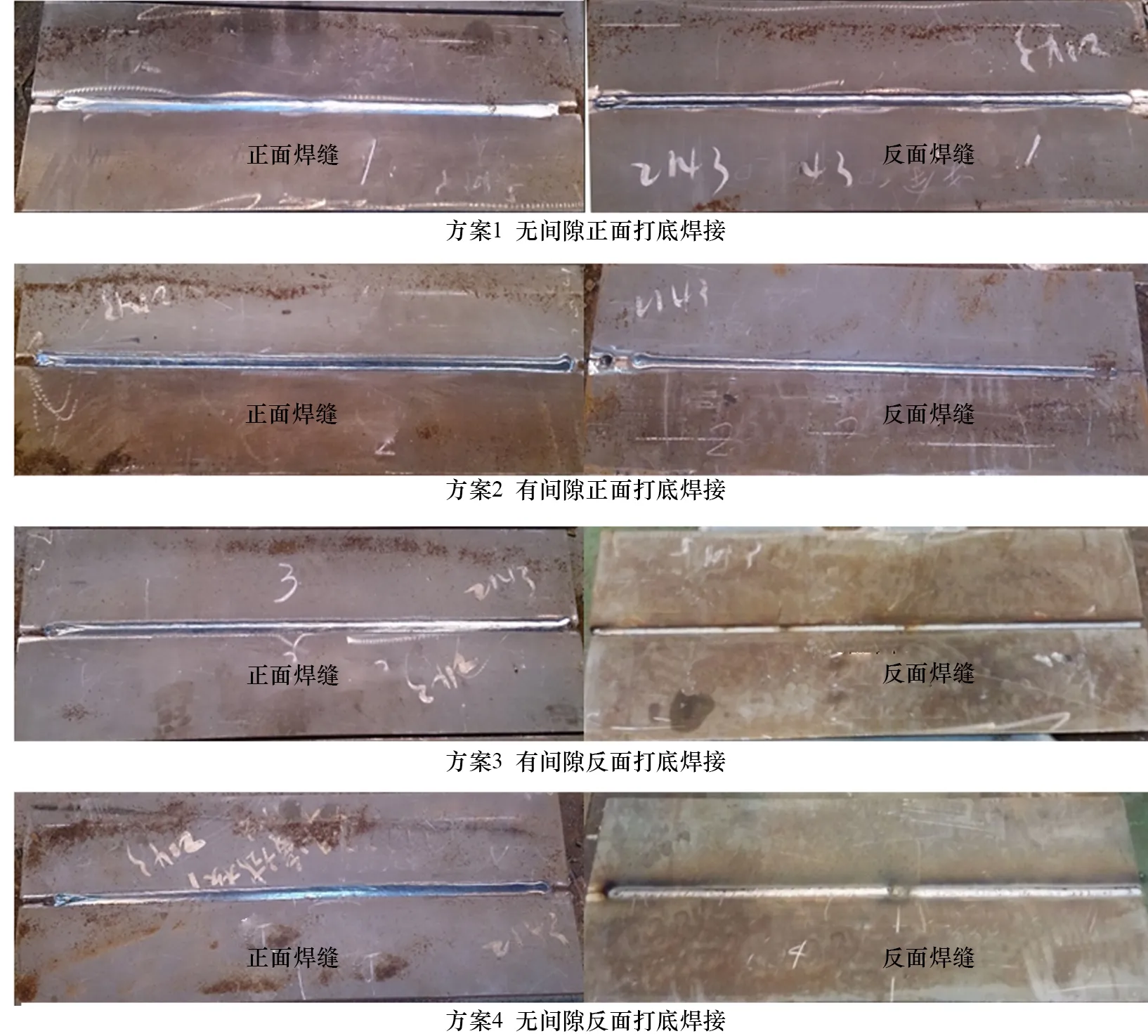
图2 焊缝表面形貌
3.2 熔池形貌
图3为四种方案焊缝的熔池形貌。由图可以看出,方案1、2和4均已焊透,方案3未焊透,且留有间隙的熔池成形较好,重叠面积也较大。

图3 熔池形貌
分析认为,无间隙焊接时,打底焊接熔深较小,且正面第一道埋弧焊的电弧大部分是在坡口两侧燃烧,热量分散,熔深较浅,出现未焊透。留有间隙后埋弧焊的电弧主要集中在焊趾处燃烧,增加熔深,改善焊缝成形,增加重叠面积,提高焊接质量。
4 焊缝性能分析
4.1 无损检测分析
表4为焊接接头100%的UT和RT检测结果。由检测结果可以看出,方案1、2和4均合格,方案3在距离反面4 mm处未焊透。分析认为,无间隙焊接时,埋弧焊热量分散不能集中加热焊趾部位,熔深达不到熔透要求,出现未焊透。

表4 无损检测结果
4.2 拉伸与弯曲试验
表5 为焊接接头的拉伸试验结果。从表中可以看出,方案1、2和4的断裂位置均为母材,表明焊接接头的抗拉强度高于母材,焊接质量较好。由于方案3未焊透,断裂位置为焊缝,且抗拉强度较低,焊接质量较差。
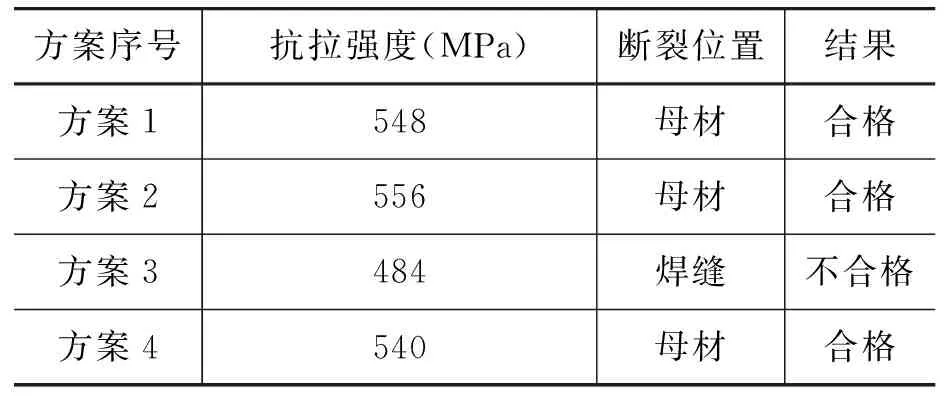
表5 拉伸试验结果
表6 为弯曲试验结果,由表可以看出,四种方案的焊接接头进行背弯和面弯180°后未出现裂纹,表明焊接接头均具有良好的韧性。
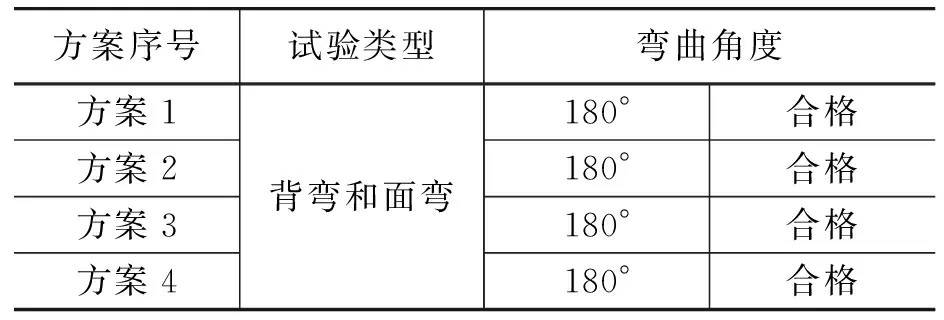
表6 弯曲试验结果
4.3 冲击试验
表7 为冲击试验结果。试验温度为20℃,试验位置为焊缝。由表可以看出,四种方案的焊接接头冲击试验结果均合格(>34 J),但方案3和4冲击值较低,这是由于热输入较大,焊缝韧性下降。
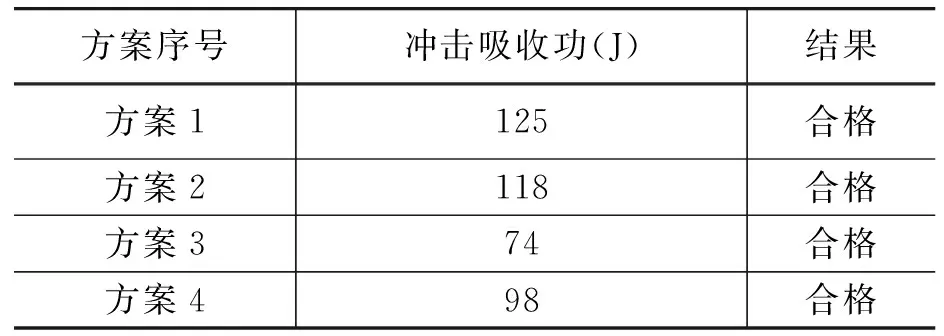
表7 冲击试验结果
5 结论
(1) 本文提出Y型坡口免清根埋弧焊技术,并论证了四种方案均具有一定的可行性。
(2) 四种方案表面成形均良好,无间隙反面打底焊接出现未焊透,留有间隙后焊缝成形较为美观。
(3) 方案1、2和4焊接接头无损检测合格,抗拉强度高于母材,且具有良好的韧性。
[1] 杜渝, 包孔, 吴世品等. 工程船舶拼板I型坡口焊接缺陷产生原因探究[J]. 造船技术,2013,312(2):43-46.
[2] 刘新华. E级钢埋弧自动焊工艺研究[J]. 造船技术,2006,274(6):39-41.
[3] 葛文亮, 孙岩, 范卫东. 双丝双弧埋弧焊不清根技术在焊接H型钢全熔透主焊缝作业中的应用[J]. 现代焊接,2013,130(10):33-35.
[4] 李好生, 舒维, 孙晓岚等. 埋弧焊双面单道焊工艺探索研究[J]. 船舶与海洋工程,2013,22:31-34.
[5] 丁林, 赵淑荣, 李明喜. 中板免清根全熔透埋弧焊技术研究[J]. 现代焊接,2010,90(6):18-20.
[6] 张胜男, 赵文斌. 埋弧焊免清根免打底技术的试验研究[J]. 自动化与仪器仪表,2013,167(3):37-38.
[7] 黄红雨, 杜渝, 张华军等. 港口机械箱梁I型坡口大间隙不清根焊接新技术[J]. 起重运输机械,2013,5:70-72.
Research on Submerged Arc Welding without Back Chipping Technology on Y-shaped Groove
WANG Zhan-chong, WU Yi-yuan, MAO Hong-hua
(Shanghai Zhenhua Heavy Industry Machinery Co., Ltd., Shanghai 201913, China)
In order to improve the working environment and productivity of SAW, the SAW without back chipping technology on Y-shaped groove is proposed. By applying the solid wire gas shielded welding as backing weld and the SAW as filling and cover welding, four testing programs for Y-shaped groove are demonstrated. The result shows that the welding seams are well-formed by gapless and gaps of positive backing weld and gaps of opposite backing weld, the joints has better tensile strength and higher toughness. The phenomenon of incomplete penetration is appeared in gapless of opposite backing weld.
Y-shaped groove Without back chipping Submerged arc welding
王占冲(1987-),男,硕士研究生。
TG445
A