检验连杆毛坯外形检具设计
2015-05-08陕西柴油机重工有限公司兴平713105张帅军
陕西柴油机重工有限公司 (兴平 713105) 高 博 张帅军
我公司在柴油机装配过程中,在装配连杆时,斜切口连杆大端从上往下通过缸套内孔后与曲轴装配,在通过缸套时,由于连杆的外侧是锻造毛坯面,锻造连杆时,操作不当导致上、下模具错模,会在毛坯面上形成偏离理论毛坯面的不良表面,导致连杆与缸套干涉,无法顺利通过缸套,无法装配,延误柴油机装配节点。正常情况与干涉情况对比如图1所示。
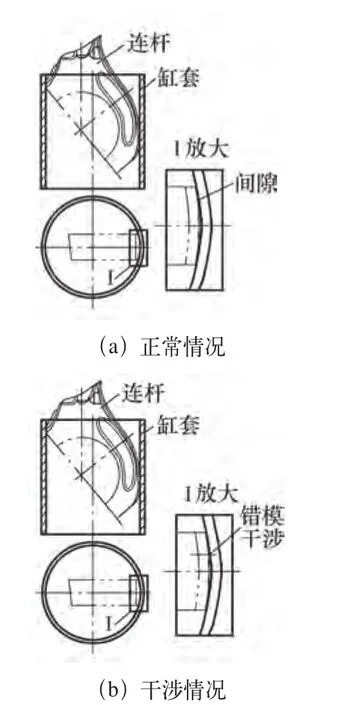
图1 正常情况与干涉情况对比图
1. 加工现状
每次装配发现连杆身与缸套干涉时,总是将连杆从活塞上拆下来,从装配车间返回机械加工车间对干涉部位打磨处理,并对打磨后的表面再进行喷丸处理,使打磨表面与其他表面状况一致,然后再装配使用,这样浪费了大量的时间,从而影响了柴油机的正常出产。
针对此问题设计出一种检具,在连杆的加工阶段将模具错模引起干涉的部位检验出来,提前打磨处理干涉部位,保证装配的零件是合格零件,避免了延误装配时间节点的状况。
2. 检具结构设计及原理
检具机构如图2所示,主要是由左角铁1、右角铁11、下板2、上板3、双头螺柱4(3个)、弹簧6(3个)、样板8、压紧螺栓9(2个)组成。下板2和上板3将连杆夹在中间,限制连杆的3个自由度,用3个双头螺柱4和6个螺母M10夹紧。双头螺柱4上套有弹簧6,用于支承上板3;松开双头螺柱4上的螺母M10,弹簧6将上板和下板与连杆分离,以便于装卸检具。
在下板2上安装有左角铁1和右角铁11,靠销钉10定位和螺母M10、4个螺栓7压紧,2个角铁形成的平面作为连杆结合面的定位平面,限制2个自由度。在2个角铁上有螺栓孔,螺栓孔内装有压紧螺栓9,压紧螺栓9同时插入连杆的螺孔内,将连杆和2个角铁安装在一起,限制连杆的1个移动自由度。至此,连杆相对检具的6个自由度全部被限制,完全定位。
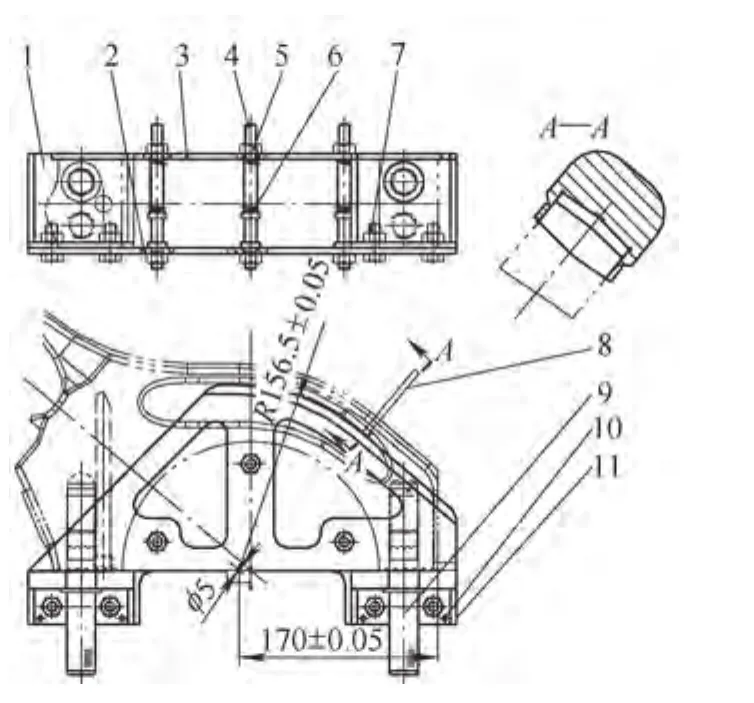
图2 基础夹具结构图
上板3右侧的小凸平台挡在右角铁11的凸台上,用于确定相对下板2的位置,上板3和下板2通过压紧螺栓9联接,这样就将上板3、下板2和连杆固定成一套结构,检具相对连杆大头孔具有精确的位置关系,上板3曲面外侧和下板2曲面外侧形成曲面,曲面同连杆毛坯理论曲面相同。样板8卡在连杆上,2个凸出平面与上板3和下板2的曲面相接触,内凹面与连杆毛坯理论外形相同,用于检测连杆毛坯外形,见图2中A—A断面图。
检具的工作原理:当上板3、下板2和连杆固定在一起后,上板3曲面外侧和下板2曲面外侧形成基准曲面,与连杆毛坯理论外形相同,并相距一定距离,与样板8凸面和凹面形成的距离相同。当样板8沿曲面外侧移动时,如果连杆毛坯没有错模或毛坯尺寸偏下差,那么样板8凸面不会与上板3、下板2的曲面脱离,连杆是合格的,装配柴油机时连杆不会与缸套干涉;如果样板8移动到某一位置时,样板8凸面与上板3、下板2的曲面脱离,则表示样板8凹面与连杆毛坯面干涉,是由连杆毛坯错模或毛坯肥大引起的,打磨错模或肥大部位,直到样板8检验合格。检具和连杆分别如图3、图4所示。

图3 检具

图4 连杆
3. 结语
本检具具有以下优点:
(1)结构简单,使用范围广。该连杆检测用夹具结构简单,可推广解决类似问题。
(2)操作方便,效率高。定位简单可靠,松开上板和下板螺母M10,拆掉压紧螺栓即可实现将检具从连杆上拆下来,节约了装夹时间,提高了生产效率。
(3)提高装配工序生产效率。提前检测出干涉部位并打磨处理,避免装配时才发现问题,提高了柴油机装配效率。
