电火花线切割零件方位一致性的探讨与实现
2015-05-08徐永礼庞祖高王玉文杨志高
徐永礼,庞祖高,王玉文, 杨志高
(1.广西水利电力职业技术学院 机电工程系,南宁 530023;2.广西大学 材料科学与工程学院,南宁 530004)
电火花线切割零件方位一致性的探讨与实现
徐永礼1,庞祖高2,王玉文2, 杨志高2
(1.广西水利电力职业技术学院 机电工程系,南宁 530023;2.广西大学 材料科学与工程学院,南宁 530004)
在综合实验过程中,针对凸模与推件板存在方位差不能装合的问题,让学生自行分析,找出电火花线切割时,凸模对称中心线偏转螺孔连线、基准不一致和装夹误差的问题所在,提出了解决对策。依据对策所加工的模具零件消除了装配上的干涉现象,零件间运动自如,注塑件壁厚均匀,较好地完成了实验教学任务。
综合实验;电火花线切割;方位差;对策
独立设置的实验课是近年来深受工科院校学生欢迎的课程[1-4]。广西大学更新实验理念,独立设置的塑料模具系统过程综合实验课程,集零件的创意构思、设计、加工、注塑与产品质量分析为一体,全程由学生自己动手、自己完成。该课程的目的:在探索中培养学生的创造思维能力,在体验中培养学生的观察能力,在操作中培养学生的动手能力,做到发现问题、解决问题,理论知识和实践技能同步升华,为企业培养模具设计与制造的高素质综合技术人才。
1 实验
1.1 实验方案
图1是课程中学生自行拟定的制品之一,图2是该制品的模具结构图。由图2可见,模具型腔系统和推出系统等各结构设计较合理。实验室根据模具结构拟定了A、B两种方案:A方案要求加工全部模具零件并完成模具装配;B方案只要求加工部分零件,同时,将外协制造好的模架提供给学生。B方案中所谓的部分零件包括:上下端面和两个螺钉孔已加工好的凸模、各平面和四个螺钉孔已加工完成且安装好四个导套的推件板、凹模板,学生的任务是电火花线切割加工各零件的工作轮廓形状。两方案比较,A方案工作量大,时间长,会影响其他课程的教学;B方案表面看似简单易行,但由于螺钉孔和导套已经存在,加工的随意性小,需要考虑的问题可能更多,实验教学目的更明确。最终,确定B方案为综合实验的加工环节内容。

图1 制品图
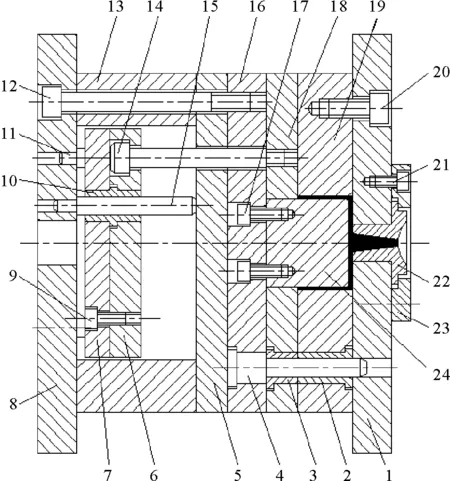
1.定模座板;2、3、10.导套;4.导柱;5.垫板;6.推杆固定板;7.推板;8.动模座板;9、12、17、20、21.螺钉;11.限位钉;13.支承板;14.推杆螺钉;15.支承杆;16.凸模固定板;18.推件板;19.凹模板;22.主流道衬套;23.定位圈;24.凸模图2 注塑模装配图
1.2 问题的出现
按照B方案,凸模、推件板和凹模的工作轮廓均在电火花线切割机上完成。
学生编制工艺方案后,划加工基准线、编程、装夹、对丝、调整电加工参数,先后顺利完成了凸模、推件板和凹模三个零件工作轮廓形状的加工。在工作台上试着把凸模套入推件板,两者运动自如,凸模也可以在凹模中自如运动。然而,凸模拧上螺钉固紧到模架上后,推件板导入导柱后却无法套入凸模。随后,调整装配顺序,先安装推件板,但凸模套入推板的型孔后,螺钉又无法旋入,凹模装配也出现同样的问题。
1.3 原因分析
凸模、推件板和凹模处于自由状态时,互相间运动自如而无干涉现象,一旦处于导向或紧固状态,互相间为什么无法装合?分析发现,可能的原因如下:
1)凸模对称中心线偏转螺孔连线
凸模对称中心线一旦偏转螺孔连线,凸模加工后外形轮廓实际上就偏转了螺孔连线,如图3(a)所示。而导柱导套的限位作用使得推件板不能随凸模偏转,出现凸模外形轮廓与推件板孔形状轮廓方位不一致,推件板自然与凸模无法装合,如图3(b)所示。

(a) 凸模外形轮廓偏转螺孔连线 (b) 凸模与推件板外形轮廓方位不一致图3 凸模对称中心线偏转
2)基准不一致
凸模固定板上的螺钉孔和凸模上已有的螺纹孔决定着凸模的位置,而凸模固定板上的导柱又决定了推件板的位置,如果凸模和推件板的几何中心不一致,就会出现两者无法装合的情况。本模具推件板与凸模固定板上的导柱导套孔是配合加工的,但导柱导套几何中心与各板件外形的几何中心不重合,存在约占0.5 mm的位置偏差。若依据其中心线加工,必定导致凸模与推件板所处的位置不重合,最终引起推件板与凸模无法装合,如图4所示。
3)装夹误差
由于凸模上的两个螺钉孔事先已加工好,也就确定了凸模在凸模固定板上的唯一位置。一旦电火花加工前毛坯装夹存在误差,则凸模和推件板的中心线形同虚设,就无法保证凸模在凸模固定板上的唯一位置。加工的结果会造成凸模与推件板的位置不对中,可能出现左右、上下的偏移,装配时推件板与凸模也就无法装合,如图5所示。

图4 凸模固定板和推件板的位置偏差

图5 凸模与推件板的位置不重合
1.4 解决对策
上述三种原因均可能造成凸模与推件板无法装合,以及凸模与凹模间隙不一致,经反复实验后,提出了下述三种解决对策。
1)凸模偏转无法与推件板装合的对策:印花记号法
印花记号法的过程如下:首先,把加工好的凸模安装到凸模固定板上,拧紧螺钉;然后,在凸模端面涂上颜料,通过导套的导向作用把推件板导入凸模固定板,将凸模端面的轮廓形状印到推件板表面,并做出对称中心线的位置记号;最后,按此方位划对称中心线走丝线切割加工,保证凸模与推件板的配合,如图6所示。以同样的方法完成凹模的加工。此方案的特点是,不管凸模如何偏转,推件板孔(凹模腔)的方向都能保持一致。

图6 印花记号方式
2)基准找正对策:基准统一法
基准统一法的操作过程:将推件板(凹模板)压入凸模固定板的导柱内,以凸模固定板原有的中心线为基准,在推件板(凹模板)再次划中心线。卸下推件板(凹模板),穿过凸模固定板上的螺钉孔拧上螺钉固紧凸模;用同样的方法,以凸模固定板的中心线为基准在凸模上划中心线,再按照这些中心线的位置分别走线加工,能有效保证凸模与推件板的正确装合。
3)装夹加工误差对策:划针空走丝法
划针空走丝法的操作过程:首先,用磁铁把划针固定在丝架上,让已安装工件的工作台在X、Y方向上来回移动,目测划针与基准线的偏离情况,反复调整工件,直至划针的针尖完全与事先所划的工件中心线重合;然后,固定工件编程加工。此方案的特点是,能保证凸模与推件板的对称中心线交点重合。
2 效果
2.1 工作零件
按照上述方案重新制定加工工艺,凸模和推件板采用相同的基准与走丝路线加工,并引入适当的间隙量。加工结果发现,凸模和推件板没有装配上的干涉现象,配合间隙一致,运动自如。
2.2 注塑产品
现场检查发现,所注塑的产品壁厚一致、飞边小、脱件容易,达到了较好的综合实验教学目的。
2.3 示范作用
参照上述的工艺操作方法进行加工,其他实验组实验过程顺利,加工的零件问题减少,推件板、凸模、凹模间的干涉现象消除,注塑产品好,也取得了较理想的结果。
3 结束语
本综合实验给学生创建了一个分析问题和解决问题的平台,学生在实验过程中,学到了模具设计、线切割加工、注塑等许多课本上无法学到的知识,分析问题、解决问题的能力得到了较大的提高,创新个性得到了充分发挥,为学好专业课奠定了良好的基础。本实验的最终成果为其他实验的开发起到了示范作用,被评为校级实验教学成果二等奖。
[1]沈为民,黄杰,徐贲,等.独立设课的专业实验组织教学研究与实践[J].实验室科学,2012,15(2):144-147.
[2]陆际春,苏广才,张修海,等.实验独立设课弥补专业课时的不足[J].中国现代教育装备,2011(3):146-147.
[3]梁欣泉,陆登俊,杭方学. 制糖工程实验独立设课教学改革与实践[J]. 实验室科学,2012,15(6):65-66.
[4]卢春花,陆坚,姜伟,等.《生物技术综合实验》独立设计教学改革实践[J].实验室科学,2014,17(1):66-68.
Study and Realization of the Consistency of the Part Orientation in WEDM Process
XU Yongli1, PANG Zugao2,WANG Yuwen2,YANG Zhigao2
(1. Department of Mechanical Engineering, Guangxi College of Water Resources and Electric Power Mechanical Engineering,Nanning 530023, China; 2. School of Material Science and Engineering, Guangxi University, Nanning 530004, China)
In the comprehensive experiment, there was a problem that the punch and the push board could not be installed for the difference in orientation. Students can analyze and identify the causes by themselves. There were the punch symmetrical centerline deflecting holes connection, benchmarks inconsistencies and clamping error in the WEDM process. They proposed some countermeasures. Based on the measures, they smoothly completed the experimental teaching tasks. They eliminated the interference between mold parts during the assembly process. The parts moved freely and the wall thickness of injection molded parts was uniform.
comprehensive experiment; wire cut electrical discharge machining; difference in orientation; countermeasure
2014-09-21;修改日期: 2014-10-29
徐永礼(1956-),男,副教授,研究方向:现代模具设计与制造技术。
庞祖高(1957-),男,教授,研究方向:现代模具与制造技术。
TG661;G
Adoi:10.3969/j.issn.1672-4550.2015.01.005