双联泵ANSI花键联轴套的设计及加工
2015-05-07刘珂
刘珂
(山东省地质探矿机械厂,济南250014)
0 引言
XD系列全液压动力头岩心钻机选用国外品牌的双联柱塞泵为液压系统提供动力,如图1所示。其中主泵为钻机的主功能供油,副泵为钻机辅助功能及附属设备供油。主泵和副泵不是同一品牌产品,需要自主解决两者之间的联接问题。

图1 双联柱塞泵

图2 主泵与副泵连接示意图
主泵后端预留有花键取力口,副泵通过该接口与主泵联接,主泵输出轴及副泵输入轴联接形式为ANSI B92.1标准的渐开线花键,因此,需要用花键联轴套实现主泵与副泵之间扭矩的传递,如图2所示。
主泵输出端花键规格为21齿-16/32,副泵输入端花键规格为13齿-16/32,联轴套两端花键规格不同,加工难度较大。由于新产品试制,批量小,按照传统插削或拉削加工花键的方法,需要购置专用的刀具,这将加大零件的制造成本、增加产品的试制周期。鉴于以上因素,我们尝试用以下手段解决联轴套花键的加工问题。
1 花键连轴套的设计
1.1 工艺性分析
电火花线切割加工可以实现复杂形状零件的加工,可进行各种类型的精密、复杂、超硬的中小型金属零件加工。线切割加工需要将电极丝穿过切割的工件,所切割的内花键必须是通孔。一开始考虑用线切割分别加工两种规格的花键套后焊接成整体。但焊接过程中的对接及焊接后产生的变形会使两端花键产生较大的同轴误差,焊后热处理工序也会影响已切割好花键的尺寸偏差。因此,最好采用母材热处理,再线切割,再装配的方式以保证花键套的同轴度。
1.2 结构设计
由于两端花键分度圆有相差6.35 mm的圆环,考虑采用“套娃”的方式,将两种花键套组合起来,具体结构如图3所示。

图3 花键联轴套
联轴套分成两部分,内套1和外套3分别加工。其中,外套3加工ANSI 21齿-16/32的内花键,内套1加工ANSI 21齿-16/32的外花键和ANSI 13齿-16/32的内花键。外套3和内套1通过21齿-16/32花键配合,内套1左端切槽,安装轴用弹性挡圈2以限制内套1向主泵输出端轴向的窜动。
通过该分解的设计方案,将原本线切割难于加工的盲孔花键拆解成了通孔花键的加工,复杂的联轴套加工演变成了单一的外花键和内花键的加工。
2 绘制ANSI B92.1花键齿形
Genius软件是基于AutoCAD软件二次开发的二维制图软件,该软件涵盖了大量的GB零件库,同时有弹簧、轴、链条等的计算功能,进行机械设计时作图效率较高。我们使用Genius软件的“轴生成器”功能绘制ANSI B92.1花键的齿形,以绘制内套ANSI B92.1 21齿-16/32外花键为例,进行如下操作:
1)打开Genius软件,点击“轴生成器”功能,选择起始点和终点后弹出对话框,见图4。

图4 轴生成器
选择“外轮廓”项,点击“轮廓”,见图 5。
点击“ANSI B92.1”后点击“确定”。
2)对话框进入花键参数选项,见图6。

图5

图6
花键的参数按照以下选择,“节圆直径×齿数”选择1.312 500 0×21;由于我们只需要花键的齿形,“长度”L可任意填写;“压力角”选择 30°;“1/模数”选择 16,点选“平根,侧部”。
参数选择完毕后点击“确定”,之后弹出图4对话框,点击“配置”。
3)“配置”对话框如图 7。
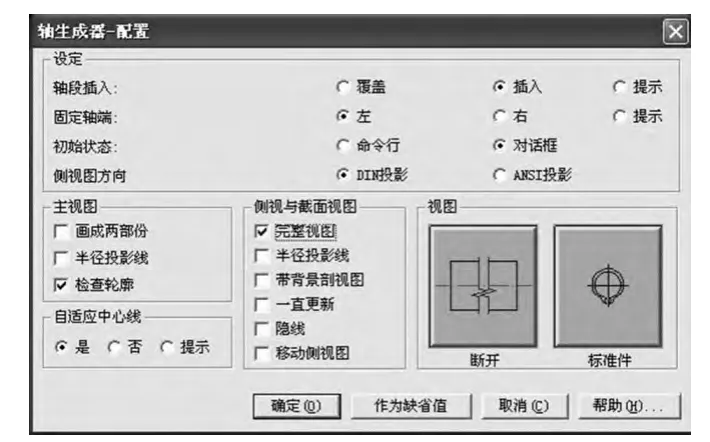
图7
点选“侧视与截面视图”项中的“完整视图”,点击“确定”。软件截面回到图 4,点击“侧视图”,选择“左视图”,点击插入花键齿形图,见图8。

图8
依照此方法,可分别绘制ANSI B92.1 21齿-16/32内花键及ANSI B92.1 13齿-16/32内花键的齿形,并导出DXF图形文件。
3 ANSI B92.1花键齿形的加工
电火花线切割是利用“放电加工”原理,用一根细金属丝作工具电极的负极,工件作正极,使金属丝保持运动,在电极丝和工件之间注入工作液,使电极丝和工件之间产生火花放电来割除工件材料。工件放在坐标工作台上以数控装置或微型计算机程序控制下的预定轨迹运行,最后得到所需形状的工件。将花键齿形DXF文件导入电火花线切割设备便可以切割出极为精确的花键齿形。
线切割可以加工高硬度的材料,热处理后的外套及内套零件可直接切割花键齿形。我单位线切割机床采用HX-W6控制柜,依照花键的技术参数要求,电参数设定如下:脉宽 ton=10 μs;脉冲间隙 toff取脉宽的 3~5 倍;功放管是并联使用的,功放管越多,加工电流越大,表面粗糙度就越差,选择窄脉宽进行精加工,为了保证加工的稳定性,工件较厚时应投入功放管多一些,功放管选择5。经切割后的花键连轴套如图9、图10所示。

图9

图10
4结语
通过对加工后的连轴套进行检测,花键各项尺寸均符合技术要求。联轴套装机试运转良好,经后期跟踪回访,该钻机已连续运转超5 000 h,主泵和副泵运转良好,发热正常,未曾出现任何故障。ANSI花键连轴套的设计完全满足了使用要求。
[1] 成大先.机械设计手册[M].5版.北京:化学工业出版社,2008.
[2] 程新平,吕小荣.用电火花线切割加工渐开线花键[J].新技术新工艺,2004(2):31-32.