CO2气保焊跳跃电弧下温度场的模拟
2015-04-28吴春德张建宝
吴春德,王 宏,张建宝
(太原科技大学 材料科学与工程学院,山西 太原030024)
CO2气保焊跳跃电弧下温度场的模拟
吴春德,王 宏,张建宝
(太原科技大学 材料科学与工程学院,山西 太原030024)
建立了改进的双椭球热源模型和熔滴热的复合热源模型,对CO2气体保护焊的温度场及其流场进行了模拟和计算。分析了CO2气体保护焊在跳跃电弧下的温度场和流场的特征,同时得出跳跃电弧下不同焊接电流的CO2气体保护焊熔池的熔深和熔宽。
跳跃电弧;复合热源;数值模拟
0 前言
CO2气保焊是当今材料加工工业领域使用最广泛的焊接方法之一,具有成本小、抗油腻、变形小、效率高、易于实现自动化等优点,在焊接的过程中电弧不仅对熔池提供热输入,同时电弧压力对熔池有搅拌作用,因此研究电弧对熔池的影响有重大意义。
CO2气体保护焊中电弧焊,电弧并不像TIG焊接那样稳定,而是一直处于熔滴斑点下端,随着熔滴的震荡而震荡,当熔滴过渡到熔池后,熔滴从焊丝脱离,电弧瞬时从熔滴下端跳跃到焊丝末端,这一过程电弧的动态行为决定了熔池的形状,稳定的电弧热源忽略了CO2气体保护焊电弧在焊接过程中的动态变化,因此建立动态的焊接热源有着重要的现实意义。
1 计算模型的建立
1.1 热源模型
1.1.1 电弧作用焊件表面热流
双椭球热源模型(见图1)不仅考虑了电弧的热输入也考虑了电弧的挺度,但是CO2气体保护焊在焊接中电弧是震荡的,因此对双椭球热源进行如下改进。
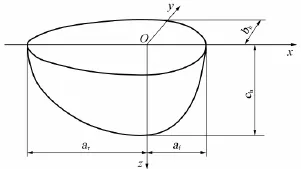
图1 热源模型Fig.1 Sourse model
改进的双椭球热源模型公式:
前半部分
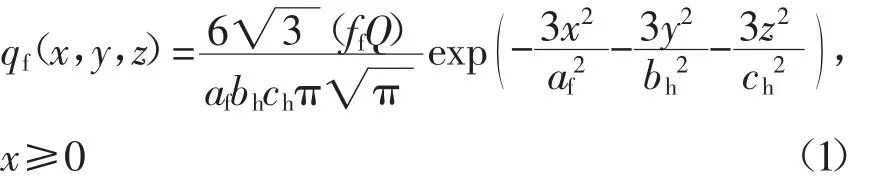
后半部分

式中 af、ar分别为椭球体前后的半轴长;ff、fr分别为半椭球体前半部分和后半部分的热效率,且ff+fr= 2,ch=c+m sin(wt);c、bh为常数;w为熔滴过渡周期有关的常数。
1.1.2 熔滴热输入
熔滴相对于熔池明显过热,熔滴带入熔池的热焓量Q1,作为内部源项处理,其数学表达式为

式中 v熔滴过度频率;ΔH为熔滴和液态金属的焓差值;d为焊丝的半径;Sm为焊丝熔化速度。
1.2 建立几何模型和划分网格
对100 mm×60 mm×3 mm的低碳钢进行模拟,焊缝区域温度梯度大,将焊缝区进行网格加密,远离焊缝区温度梯度较小使用相对较疏的网格。工件模型及网格的划分如图2所示。
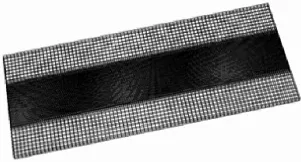
图2 工件模型及网格的划分Fig.2 Workpiece model and grid systern
1.3 边界条件及初始条件
能量守恒方程的边界条件为
工件上表面
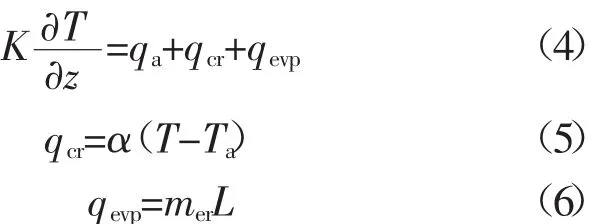
式中 qa为工件的电弧热流密度;qcr、qevp分别为对流辐射和蒸发热损失;Ta为环境温度;mer为蒸发率;L为相变潜热;α为对流和辐射边界条件的综合散热系数。
工件下表面

能量方程的边界条件为

2 结果与讨论
图3是电流分别为140 A、160 A、180 A、200 A焊接速度0.005 m/s时,沿x轴方向水平移动4 s后x-y面形成的温度场。
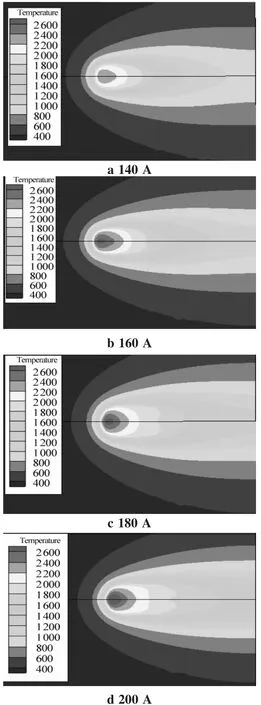
图3 x-y面温度场Fig.3 Temperature filed distribution in the x-y plane
由图3可知,随着电流的增加,熔池的高温区在焊接方向上增长,在熔池宽度方向上不明显,越靠近熔池温度梯度越大,离熔池中心越远温度梯度越小,且熔池中心的温度达到最大值。x-z面的温度场如图4所示,x-y面的流场如图5所示。
图6是取张力系数为-0.43e-3在不同电流下的熔池流场,熔池内部的液体由熔池中心流向四周。当电流增大时,熔宽和熔池的长度都不同程度的增大,但熔宽改变不明显,这是因为当电流增大时,对熔池的热输入增大。
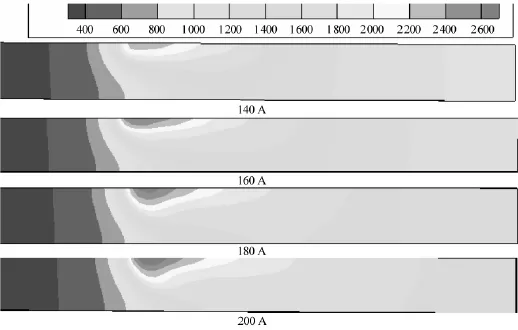
图4 x-z面温度场Fig.4 Temperature filed distribution in the x-z plane
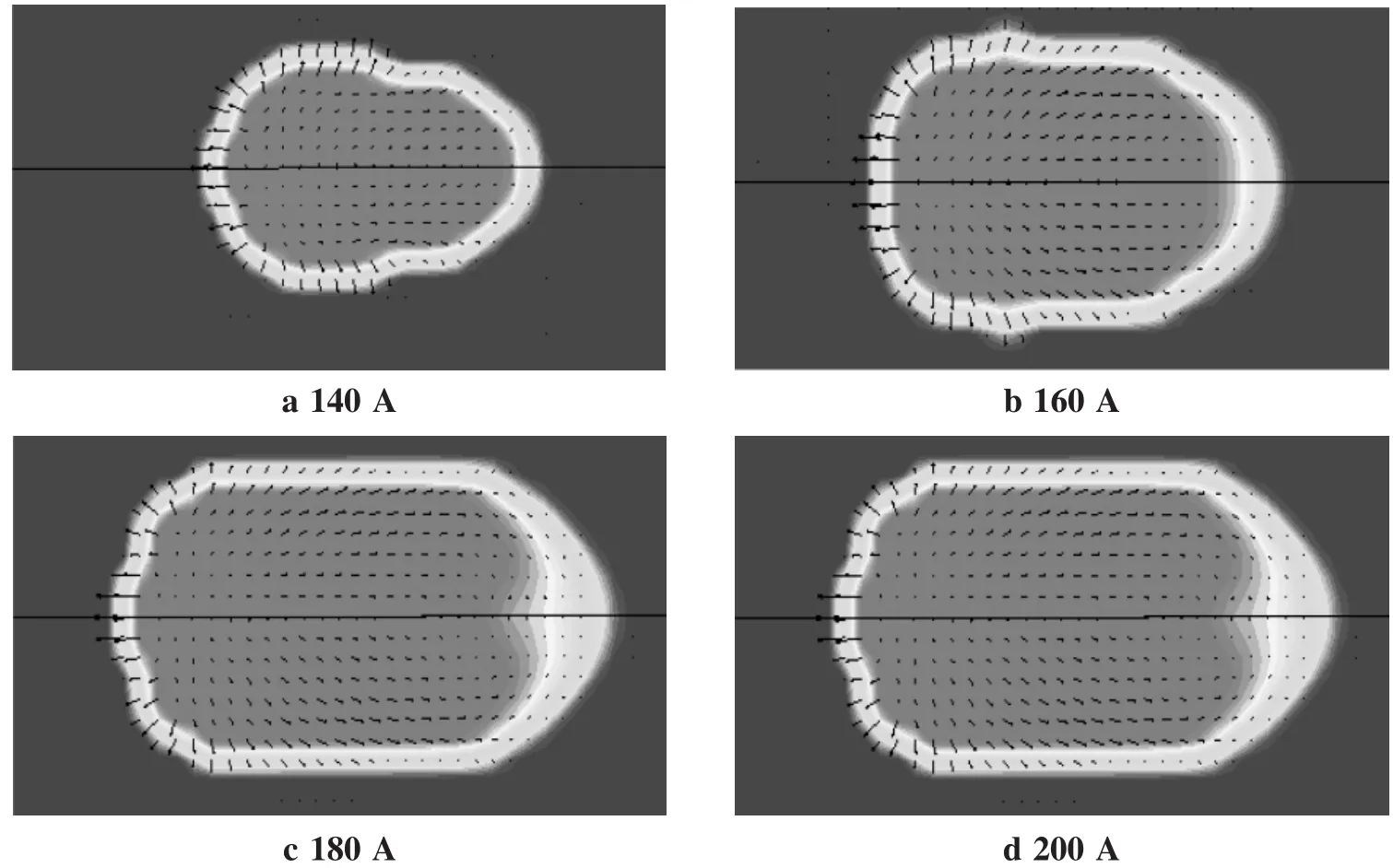
图5 x-y面的流场Fig.5 Flow filed distribution in x-y plane
电流的变化极大地影响着熔池的表面形状,随着电流和热输入的增加,焊丝的熔化速度加快,电弧压力和熔滴的冲击力提高,从而使熔池的下凹变形,隆起等增大,熔池的表面变形也更加严重。
在工件上取A(0.005,0,0),B(0.005,0,-0.001),C(0.005,0,-0.002),D(0.005,0,-0.003)四个点进行跟踪,这四点在不同焊接电流下焊接4 s的热循环曲线如图7所示。

图7 不同点的温度场Fig.7 Temperature filed distribution at different points
由图7可知,同一点在同一时间,电流越大该点的温度越高,温度震荡越剧烈,且随时间的增加呈上升趋势,在跳跃电弧影响下的热循环曲线并不是一条光滑的曲线,而是呈波浪式增长。热源在靠近A点的过程中,A点的温度并不是呈线性增长,而是呈波浪式增长,当电流一定时,该点温度场的波动随时间的变化而变化,且在1 s附近温度的波动最巨烈,这是因为热源以0.005 m/s的速度沿x轴移动,当1 s时刚好到达A点,因此在热源移动方向越靠近热源,温度波动的越厉害。由图7还可知,在垂直方向工件的下表面的D点受跳跃电弧的影响较小,上表面的A点受跳跃电弧的影响最大,B点次之。因此在垂直方向上跳跃电弧对熔池的影响,由上表面到下表面依次递减,在工件的上表面影响最大,在下表面影响很小。
在不同电流下,焊接速速为0.005 m/s的熔深与熔宽如图8、图9所示,具体数值如表1所示。由表1可知,模拟的熔深与熔宽与实际有一定的误差,但误差较小,较为准确。
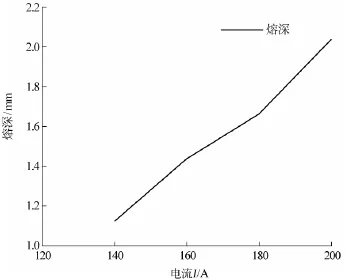
图8 焊接电流对熔深的影响Fig.8 Penetration varied with current

图9 焊接电流对熔宽的影响Fig.9 Weld width varied with current
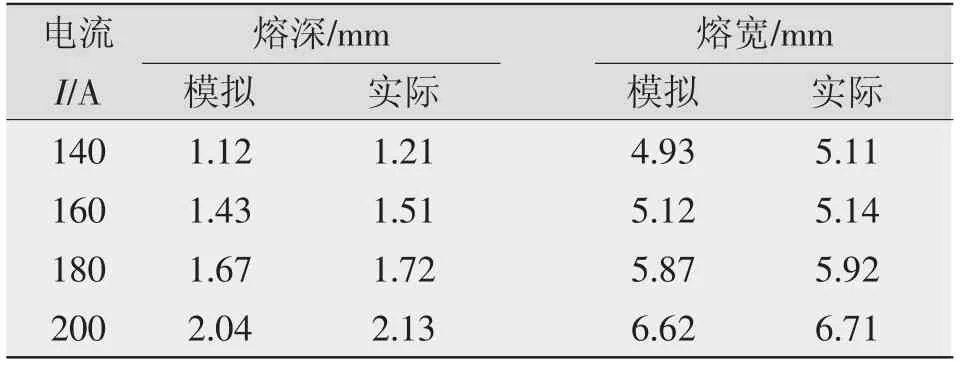
表1 熔深熔池宽
3 结论
(1)跳跃电弧受电流的影响,电流越大电弧跳跃频率越高,温度场受到跳跃电弧的影响越小,当电流增加到足够大时温度场受到跳跃电弧的影响可以忽略。
(2)跳跃电弧对焊件上点温度场影响:在板厚方向上随厚度的增加,跳跃电弧对其温度场的影响减弱。在工件的上表面温度场受跳跃电弧的影响最大,下表面较小。
(3)通过模拟得出了不同电流下,焊接速度为0.005 m/s时的熔深与熔宽。
[1]武传松.焊接热过程与熔池形态[M].北京:机械工业出版社,2007:183-206.
[2]黄卫星,李建明,肖泽义.工程流体力学(第2版)[M].北京:化学工业出版社,2008:136-138.
[3]仝维维.CO2气保焊短路过渡过程的熔滴与熔池行为的仿真研究[D].安徽:合肥工程工业大学,2010.
[4]Fan H G,Kovacevic R.A unified model of transport phenomena in gas metalarc welding including electrode,arc plasmaandmolten pool,J.Phys.D:Appl.Phys.,2004(37):2531-2544.
[5]DebRoy T,Basu S,Mund K,et al.Weld pool dynamics and the formation of ripples in 3D gas metal arc welding[J].Int.J. Heat Mass Transfer,2008(51):2537-2552.
[6]Wahab M A,Painter M J,Davies M H.The prediction of the temperature distribution and weld pool geometry in the gas metal arc welding process[J].J.Mater.Process.Technol.,1998(77):233-239.
CO2gas shielded arc welding simulation of temperature field with the skip arc
WU Chunde,WANG Hong,ZHANG Jianbao
(Colledge of Materials Sicence and Engineering,Taiyuan Unversity of Sicence and Technology,Taiyuan 030024,China)
To establish an improved double ellipsoid heat source model and melt dripping hot composite heat source model,the CO2gas shielded welding temperature field and flow field is simulated and calculated.Analyze the characteristics of CO2 gas shielded welding temperature field and flow field under the skip arc,at the same time draw the pool depth and width under different welding current with the skip arc.
skip arc;composite heat;simulation
TG402
:A
:1001-2303(2015)10-0077-05
10.7512/j.issn.1001-2303.2015.10.17
2014-09-05;
:2015-02-20
吴春德(1987—),男,山西朔州人,硕士,主要从事CO2气体保护焊的模拟工作。
