日本新泻HN系列卧式加工中心立柱气浮系统设计
2015-04-26陈辉何晴
陈辉,何晴
(1.常州刘国钧高等职业技术学校,江苏常州 213025;2.常州航天创胜数控技术有限责任公司,江苏常州 213025)
加工中心是用于加工箱体类零件的一种通用性很强的切削加工机床,它可以对箱体类零件进行平面铣削、曲面铣削、钻孔、扩孔、攻丝、绞孔、镗削加工,甚至可对工件进行形状和位置公差测量[1]。国内20世纪从日本新泻铁工进口了较大数目的HN系列卧式加工中心[2],这些卧式加工中心因长期使用逐渐丧失加工精度,已不能满足企业生产需求。考虑到成本问题,企业多选择对该系列卧式加工中心进行维修和技术改造。
1 HN系列卧式加工中心结构
HN系列卧式加工中心是Z轴立柱进给结构,该卧式加工中心的结构图如图1所示[3]。HN系列卧式加工中心床身采用横纵分体床身,呈T字形结构布置,床身为多点支撑。立柱安装在纵床身上,并作前后移动为Z轴;主轴箱安装在立柱上,并作上下移动为Y轴;工作台安装在横床身上,并作左右移动为X轴。
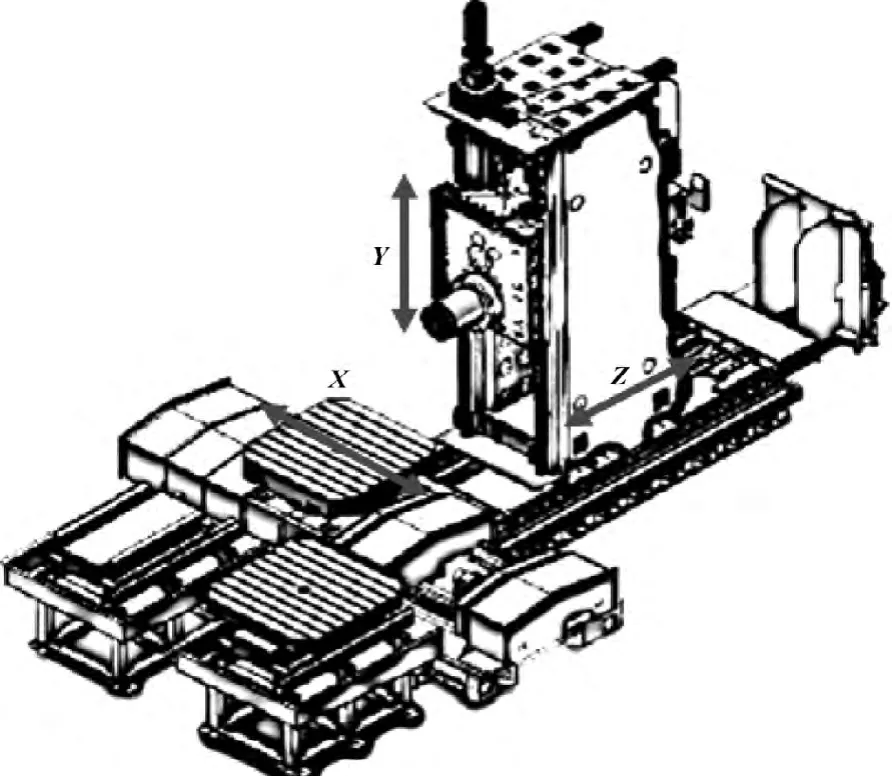
图1 HN系列卧式加工中心结构图
2 HN系列卧式加工中心立柱气浮系统设计
HN系列卧式加工中心立柱采用滑动导轨,即俗称的“硬轨”,滑动导轨采用矩形镶钢导轨和贴塑面相结合[4],抗振性好,刚度高,能承受重载及大功率切削,但因为立柱本身质量较大,在工作过程中移动频繁,安装在立柱上的主轴箱加工中受力复杂,立柱前重后轻,使得滑动导轨面极易出现不均匀磨损,最终导致加工精度丧失,造成损失。
在维修和改造时,考虑在HN系列卧式加工中心立柱上增加气浮系统,改善其整体受力较大、前后受力不均的情况,避免因主轴中心线与Z轴不平行与Y轴不垂直而产生的加工精度、同心度严重超差影响产品加工精度的问题[5]。
2.1 立柱气浮孔结构设计
HN系列卧式加工中心立柱气浮系统是在立柱与导轨接触的贴塑面上开气槽,贴塑背面通气孔,为了方便调节压力大小,保持立柱运动平衡,每个通气孔都配有节流阀调节流量,实现压力调节。在导轨面上开气孔主要是为了使立柱在工作中保持平衡状态,避免前重后轻影响加工精度,因此在导轨面前端开设两个气浮孔,在后端开设一个气浮孔,气孔直径为5 mm,槽宽为4 mm,如图2所示,气孔和气槽截面图如图3所示。
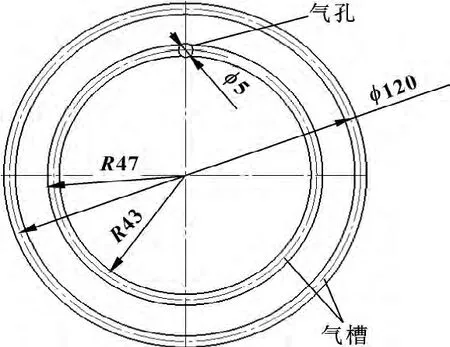
图2 卧式加工中心立柱导轨后端气浮孔结构
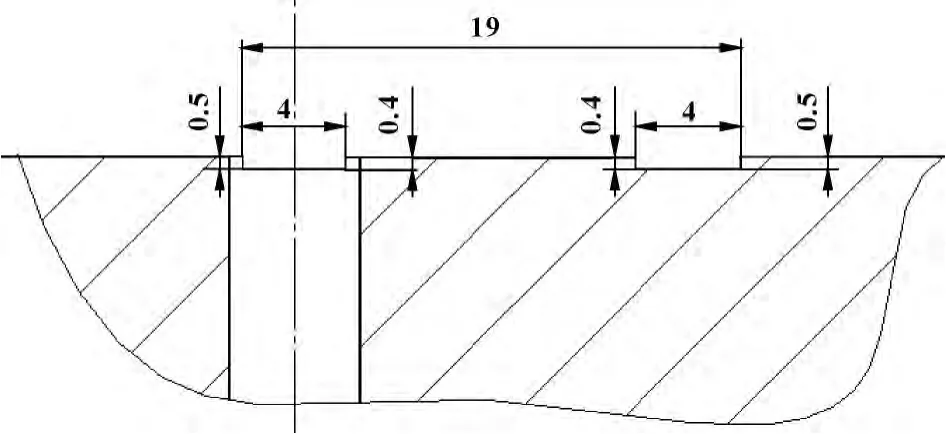
图3 气孔气槽截面图
2.2 立柱气浮气动系统
考虑到立柱受力不均、前重后轻的问题,在立柱导轨面前端开设两个气孔,后端开设一个气孔。前端两个气孔共用一个调压装置和节流装置,后端一个气孔配一个调压装置和节流装置。气动系统如图4所示。
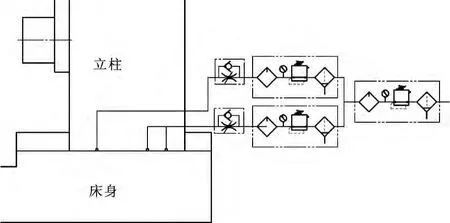
图4 卧式加工中心立柱气浮气动系统
通过分别调节两路气浮管路减压阀,使立柱4个角起浮量基本相等,立柱保持平衡,克服不均匀载荷影响,避免因不均匀载荷造成的立柱前倾加工产品不同轴的问题。
经过现场多次检测,发现一般情况下,若通入气体压力为0.6 MPa,调节前端压力表指示为0.4 MPa、调节后端压力表指示为0.2 MPa时,立柱保持平衡状态,能避免“后翘”问题出现。
根据现场检测的压力值,运用帕斯卡定律,可以计算出立柱前后端的浮起力值分别为:
前端气浮总压力:

后端气浮压力:

3 小结
卧式加工中心立柱气浮系统可以有效避免立柱因自身重力和主轴箱重力不均引起的前重后轻、进而导致导轨贴塑面磨损不均的问题,使立柱在加工中保持平衡状态,提高Z轴移动动态响应特性,延长导轨贴塑的使用寿命。
[1]李彬,吴成军.卧式加工中心部件的结构分析及轻量化设计[J].精密制造与自动化,2011(1):29-31.
[2]董志成.HN63C日本卧式加工中心大修与改造[J].汽车实用技术,2010(6):47-51.
[3]李永军.浅析卧式加工中心典型结构布局[J].机械工程师,2012(3):171-172.
[4]薄秀如.卧式加工中心某些结构和精度的介绍[J].机械制造,1997(8):6-8.
[5]刘江,赖立新.牧野MC卧式加工中心系列的维修与改进[J].金属加工,2012(24):76-77.
