3 200 kW电子束冷床炉熔炼纯钛电子枪工艺参数设置
2015-04-24卞辉
卞 辉
(云南钛业股份有限公司,云南 楚雄 651209)
3 200 kW电子束冷床炉熔炼纯钛电子枪工艺参数设置
卞 辉
(云南钛业股份有限公司,云南 楚雄 651209)
电子束冷床炉熔炼是目前较先进的钛及钛合金熔炼技术,是生产大型优质钛锭的重要熔炼方式。本研究采用颗粒状海绵钛为原料,以垂直进料的方式熔炼大型纯钛扁锭,对电子束冷床炉熔炼区、精炼区、结晶器的4支电子枪工艺参数的设置进行了分析并制定了电子枪工艺参数。通过为期1个月的纯钛扁锭熔炼试验验证,结果表明,制定的工艺参数能够稳定生产纯钛铸锭,且熔炼速度可稳定在1 500 kg/h,挥发损失控制在3%以内,铸锭表面质量良好,化学成分均匀,成品率提高,有效降低了熔炼成本。
纯钛;冷床炉熔炼;电子枪;工艺参数
0 引 言
电子束冷床炉(EB炉)熔炼作为一项先进的熔炼技术,已成为生产钛及钛合金、难熔金属等优质铸锭的重要熔炼方式[1-3]。目前国内拥有大型电子束冷床炉的有云南钛业、宝钛股份、洛阳725所、青海巨能钛业等单位。
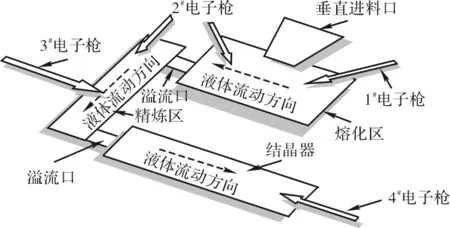
图1 EB炉熔炼过程
云南钛业股份有限公司从美国引进了3 200 kW电子束冷床炉。该EB炉的熔炼工艺流程见图1。该EB炉共有4支电子枪,每支枪的额定功率为800 kW。其中1#枪负责熔化区物料的熔化,提供熔化区液态熔池所需的能量;2#枪负责辅助熔化区物料的熔化,保证液体从熔炼区流到精炼区并提供部分精炼区维持液态所需的能量;3#枪负责保证精炼区液体的流动性;4#枪负责提供结晶器内维持液态所需的能量。该EB炉可生产截面尺寸为210 mm×(1 050 ~1 380) mm的扁锭。
但是,该炉子经过一段时间的运行后发现冷床炉生产厂家提供的电子枪工艺参数不合适,造成熔炼过程中物料挥发严重、铸锭表面质量较差(图2)。因此,针对4支电子枪扫描图形及功率工艺参数的设置进行研究,以期降低熔炼过程中物料的挥发率,提高成材率,改善铸锭表面质量。
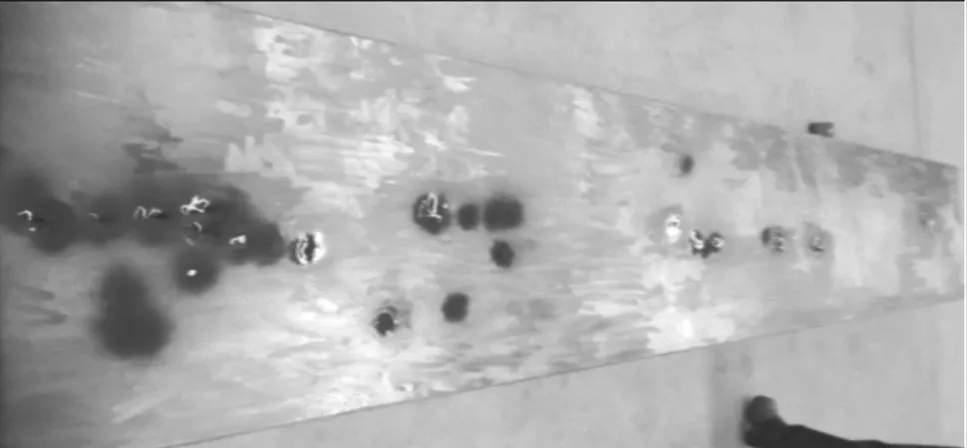
图2 纯钛铸锭的表面质量
1 电子枪工艺参数的设置
电子枪扫描图形的设定受许多因素的影响,其中主要的因素为:①物料的等级、化学成分;②要求的熔炼速度、拉锭速度;③物料的挥发率;④熔炼室的真空度[4]。扫描图形的设定也会影响到这些因素的合理匹配,最终影响铸锭的质量。
在EB炉熔炼过程中,能量主要消耗在使被熔炼金属升温并熔化、保持液体金属过热、金属与杂质挥发吸热以及一些热损失等[5]。电子枪功率的设置主要由金属品种、物料多少和大小、坩埚大小、熔炼速度等有关。在实际生产中,需要根据不同的生产条件及生产阶段,不断进行修正,才能得出适合某种金属的最佳功率设置。
1.1 扫描图形及功率设定的分析
1.1.1 1#电子枪
图3为1#枪的扫描图形。1~4为1#枪熔化凝壳并保持熔化物料液态的扫描图形;5为1#枪熔化物料的扫描图形;6为1#枪处理熔炼过程中的特殊情况的扫描图形。例如,从垂直进料器落下的原料由于大小不一,再加上振动器的抖动,很容易造成散落在熔化区的边缘,图形5扫描覆盖不到,短时间很难熔化。时间一长,堆积的过多,就会堵塞进料口,影响进料。这时就需要移动1#枪到原料散落部位,将其熔化,且熔化后,要及时关闭或恢复到原来的状态,避免电子束打在裸露的铜冷床表面,将冷床击穿、损坏。
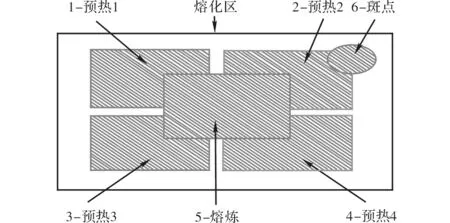
图3 1#电子枪熔化区扫描图形
1#电子枪主要负责熔化原料,其功率一般设定为额定功率的70%~90%。实际生产中可根据具体情况作出调整。如要加快拉锭速度,则需相应加大功率;如熔化低等级原料,则需相应减小功率,使原料放气速度放缓,减少对真空度的影响,降低原料挥发率。
为了避免熔化区熔池过热而造成物料挥发量过大,1#枪的能量分配应尽量减少图形1~4的扫描能量,只要能保持熔池稳定在液态就可以。图形5能量分配最高,最高时能占到整支电子枪能量的60%以上。在熔炼过程中,图形5要覆盖从垂直进料口落下来需要被熔化的原料上,熔炼过程中还要不断地调整图形的大小和位置,既要保证原料充分熔化,又不能使熔池过热。图形6一般处于关闭状态,只在需要时开启,能量占整支枪能量的30%~40%。
1.1.2 2#电子枪
图4为2#枪熔化区和精炼区的扫描图形。1、2、8为2#枪维持熔炼区到精炼区液体的流动性的扫描图形;3为2#枪熔化散落原料的扫描图形;5、6、7为2#枪维持精炼区上半部分熔池内物料为液体状态的扫描图形;4为2#枪处理熔炼过程中特殊情况的扫描图形。例如,液体由熔化区到精炼区能量不足,溢流口被堵塞,这时可将2#枪移动到此,提供能量,使其迅速恢复液态,保证液体顺畅流动。
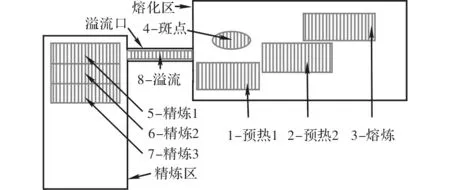
图4 2#电子枪熔化区和精炼区扫描图形
2#电子枪主要负责熔化原料并维持液体流动性,是联系熔化区和精炼区的桥梁,其功率一般设定较高,为额定功率的80%~90%。为了避免因熔池内部过热而造成挥发量过大,应尽量减少2#枪1、2、8图形的扫描能量,只要能保证熔池内液体通过溢流口流动到精炼区就可以了;图形5、6、7的扫描能量也要尽可能的低,只要能保持精炼池稳定在液态就可以。图形3分配的能量最高,最高时能占到整支枪能量的50%以上,与1#枪图形5一致。图形4一般保持开启状态,占整支枪能量的比例较小,低于10%。需要时可提高至20%左右,处理后,恢复至原来水平。
1.1.3 3#电子枪
图5为3#枪的扫描图形。1~5为3#枪保持精炼区液体流动性的扫描图形;6为3#枪维持溢流口处液体流动性的扫描图形。
3#枪主要负责维持精炼区液体的流动性,由于不参与熔化原料,并且精炼区相对熔化区液体挥发率高,其功率设置只要能保证液体流动性即可,一般为额定功率的45%~55%。为了保证熔化物料较好的流动性和较低的挥发率,图形1~5的能量相同,均为整支枪能量的15%~20%。图形6的能量占整支枪能量的15%~25%。
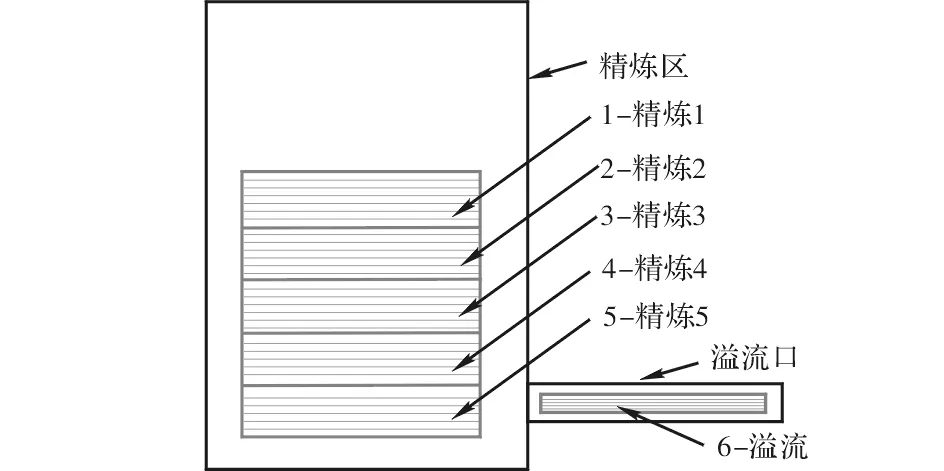
图5 3#电子枪精炼区扫描图形
1.1.4 4#电子枪
图6为4#枪的扫描图形。1~4为4#枪维持结晶器内液态熔池部分所需的能量的扫描图形,5为4#枪维持溢流口处液体的流动性的扫描图形,6为4#枪补偿拉锭侧液态熔池能量的扫描图形。
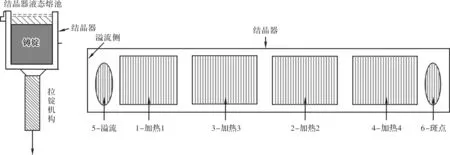
图6 4#电子枪结晶区扫描图形
4#枪主要负责提供维持结晶器内液态熔池所需的能量。如果能量过高,容易造成液态金属大量挥发,导致成分偏析,影响铸锭质量;能量过低则会使液态熔池建立不完全,冷却过快,造成铸锭内部或表面质量产生缺陷,影响铸锭质量。所以4#枪的功率设定既要满足结晶器内液态熔池的完全建立要求,又不能过大,一般为额定功率的40%~50%。为了保证液态熔池良好的稳定性和较低的挥发率,图形1、4能量均为整支枪能量的15%~25%,图形2、3能量均为整支枪能量的10%~20%,图形5、6能量均为整支枪能量的10%~15%。
1.2 电子枪扫描图形及功率的设定
通过上述分析,在EB炉生产厂家提供的工艺参数的基础上,结合生产实际,利用数字化模拟进行模拟实验,优化了电子枪工艺参数,经过进一步完善,制定了现行的EB炉电子枪工艺参数,见表1。4支电子枪扫描图形的X轴沿结晶器长度方向,Y轴沿结晶器宽度方向。

表1 电子枪参数设置
2 生产验证
采用本研究表1给出的4支枪的工艺参数进行了为期1个月的实际生产验证,共进行了3轮熔炼试验,每轮分别熔炼了8、8、9块铸锭,并在每轮试验获得的铸锭中随机抽取一块,取样观察和对比铸锭表面质量,分析化学成分。结果见图7和表2。结果表明,铸锭成材率大于97.49%;物料挥发率控制在3%以内;熔炼速度稳定在1 500 kg/h,最高可达2 000 kg/h;化学成分均匀(见表3),铸锭表面质量良好。

图7 采用表1参数熔炼的铸锭的表面质量
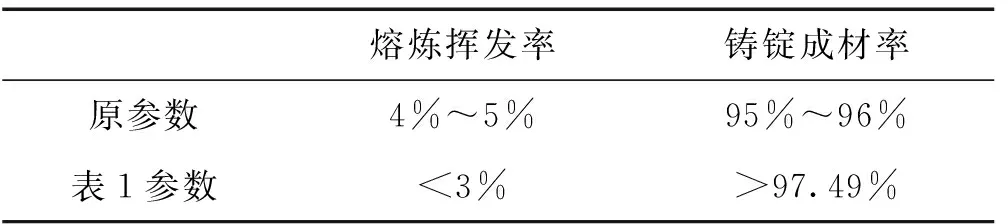
表2 熔炼挥发率及铸锭成材率对比

表3 采用表1参数熔炼的纯钛铸锭的杂质含量(w/%)
3 结 论
(1)制定的3 200 kW电子束冷床炉熔炼纯钛的电子枪工艺参数见表1。
(2)经过为期1个月25个铸锭熔炼试验验证,表1给出的电子枪工艺参数能够稳定生产纯钛铸锭,且熔炼速度稳定在1 500 kg/h,挥发损失控制在3%以内,铸锭表面质量良好,化学成分均匀,成品率提高,有效降低了熔炼成本。
[1] 马荣宝,陈峰,国斌 . 电子束冷床炉发展简况及熔炼工艺探讨[J]. 钛工业进展, 2008, 25(5):37-40.
[2] 张英明,韩明臣,舒滢,等.低成本钛合金制备技术研究进展[J].稀有金属快报,2007,26(7):7-11.
[3] 段军伟.冷床炉熔炼钛及钛合金技术及其应用[J].有色金属加工,2011,40(1):42,53,57.
[4] 陈战乾, 国斌,陈峰,等. 2400KW电子束冷床炉熔炼纯钛生产实践及工艺控制[J]. 金属世界, 2009(2):39-42.
[5] 于兰兰,毛小南,张英明,等. 电子束冷床炉单次熔炼钛合金铸锭研究进展[J]. 钛工业进展, 2009, 26(2):14-18.
宝钛集团被授予“国家级工业品牌培育示范企业”称号
7月21日,由国家工业和信息化部科技司主办的“2015年工业企业品牌培育工作交流会”在贵州贵阳隆重举行。国家工信部公布了2014年核定的国家级工业品牌培育示范企业名单,宝钛集团榜上有名,被国家工信部授予中国钛行业唯一的“工业品牌培育示范企业”称号。
一直以来,宝钛集团致力于“宝钛”品牌价值的提升,依托主导产品商标“宝钛”牌,强化品牌培育,积极宣传与推介,逐渐形成了以产品品牌、公司名称及域名三位一体的品牌管理架构,建立了品牌、战略、文化相融合的品牌管理运行机制。2013年,为了认真贯彻落实国家工信部开展工业企业品牌培育试点工作的要求,公司经济研究室按照工信部文件要求积极组织申报材料,2013年11月,经工信部评审,宝钛集团被确定为工业品牌培育试点企业,公司领导高度重视此项工作,组织公司内部人员编制了工业品牌培育体系文件、品牌培育管理手册、品牌培育评价记录表及评价报告等等,2015年1月,顺利通过了工信部组织的品牌培育典型案例分析及现场答辩。2015年7月,经综合评审,国家工信部授予宝钛集团“工业品牌培育示范企业”称号。
“工业品牌培育示范企业”荣誉的获得标志着宝钛品牌管理体系和运行效果得到了政府部门和社会专业机构的肯定和认可。宝钛表示,今后公司将保持品牌管理体系有效运行并持续改进,坚持品牌为魂,质量为基,诚信为本,创新为源,不断提升品牌价值和竞争力,为打造世界一流钛业强企贡献力量。
(李金让,曹震)
Electron Gun Process Parameter Settings of the 3 200 kW Electron Beam Cold Hearth in Melting Pure Titanium
Bian Hui
(Yunnan Titanium Industry Co., Ltd.,Chuxiong 651209,China)
Electron beam cold hearth melting is the relatively advanced technology for titanium and titanium alloy melting, and also an important way to melt large titanium ingot with good quality.Large pure titanium ingot was melted with vertically feeding method,using titanium sponge granular as raw materials. Then process parameters of four elctron guns in melting zone, zone refining and mould of electron beam cold hearth melting were analyzed and formulated. After one month’s test, the results show that the parameters are stable, melting speed can be stable with 1 500 kg/h, the volatilization rate can be controlled in less than 3%, the surface quality of the ingot is good, the chemical composition is uniform, the yield is increased and the cost is reduced.
pure titanium;cold hearth melting;electron gun;process parameter
2015-04-20
卞辉(1983—),男,助理工程师。