TB4 试件铣削加工表面内应力的测量及零件相应变形方法分析*
2015-04-24舒平生左敦稳
舒平生 左敦稳
(①南京信息职业技术学院,江苏 南京 210023;②南京航空航天大学机电学院,江苏 南京 210016)
弱刚性试件加工变形的控制始终是机械加工领域中一个比较难以解决的问题,由于刚性弱以及加工内应力的影响,在精度较高的场合其变形不得不考虑。为预测弱刚性试件在某种加工方式下表面应力引起的试件的变形是否在可接受范围内,其表面内应力的测量显得尤为重要。
由于钛及其合金材料密度低、强度高、耐高温、耐腐蚀等诸多方面的优点,目前在航空领域应用较广[1-2],其表面加工内应力的性质和大小是工件已加工表面质量的主要标志之一,其存在会影响工件的形状、尺寸精度以及服役性能[3-4]。
内应力的测试技术的发展开始于20 世纪30 年代,经过这几十年的发展,至今有数十余种测量方法,主要分为有损检测和无损检测两大类。有损检测方法主要有钻孔法、盲孔法、取条法、切槽法、剥层法等,目前应用较多的是钻孔法。无损检测方法主要有X 射线衍射法、中子衍射法、同步衍射法、超声波法、电子散斑干涉法和磁性法等,其中X 射线衍射法的工程应用最为广泛[5-12]。
针对切削加工内应力的特点,目前主要采用X 射线法结合剥层进行测量。但是X 射线法往往要求被测材料有较规则的晶粒,很多工业上使用的合金材料并不符合这样的条件,其中TB4 就是一个很典型的没有规则晶粒的材料,而且X 射线衍射仪的价格较高,其普及使用还有一定的困难。
本文提出一种基于挠度变化的方法,用化铣剥层法将内应力逐层释放,用激光位移传感器精确测量此过程中试件挠度的变化,并考虑剥层过程中试件中性层位置的变化而引起的弯矩的变化,最终得到铣削加工引起的随深度变化的内应力值。并通过有限元计算证实了此方法的正确性。
1 计算原理
设定试件长度为L,厚度为h,试件的中性层位置在几何中间位置,即中性层的高度为h/2。假定第一次剥层去除材料的厚度为Δh1,那么中性层的位置将向远离加工面方向移动了Δh1/2。在实际中,当腐蚀去除一层材料后试件挠度变化的原因主要有两方面:其一,被去除材料层的应力被释放,引起试件弯矩的变化;其二,由于去除材料后试件的中性层的位置发生了变化,因此剩余部分的应力层与中性层的距离发生了变化,也会使得试件的弯矩产生一定的变化。由于总的应力层的厚度并不深,一般情况下不超过0.2 mm,而且每次腐蚀去除的材料层的厚度很薄,中性层移动的距离只有被腐蚀材料层厚度的一半,因此,后者原因所产生的弯矩的变化很小,在实验中可以忽略不计。
试件被腐蚀剥层后其挠度发生变化的示意图如图1 所示。假设试件挠度趋于稳定时总共腐蚀了N 次。说明腐蚀到第N 次时应力层已经被去除完毕,此时如果继续腐蚀,并不会释放任何内应力,因此也就不会产生试件弯矩的变化而导致试件挠度的变化。
第m 次腐蚀的材料层厚度为Δhm,此时试件剩余厚度为hm,忽略由于试件中性层位置的变化而引起试件弯矩的变化,因此可以认为此腐蚀步骤引起试件挠度变化ΔVm完全是由于此层的内应力σm释放所致。根据弯矩的实际物理意义,第m 应力层作用在试件内的弯矩Mm可以用力与力臂的乘积来表示为:

其中:Fm为第m 层的作用力,lm为第m 层被腐蚀前其中心线与试件中性层的距离;b 为试件的宽度。第m次腐蚀剥层被完全去除材料之后试件内部所产生的弯矩的变化ΔMm可以表示为

根据材料力学中挠度Vmax与弯矩Meq的关系式:

可以将ΔMm进一步通过挠度来表示为

其中:E 为试件材料的弹性模量,Im为第m 次腐蚀后试件横截面的二次截面矩,其值为
综合以上弯矩的两种表达式,可以进一步得到第m 层的平均内应力σm为


2 试验步骤
2.1 加工试件
钛合金试件如图2a 所示,长度为170 mm,宽度为20 mm,厚度为6 mm,先进行退火处理以消除原先内应力,退火温度为600 ℃,保温2 h,随炉冷却。
采用直径为11 mm 的四刃圆柱铣刀进行侧铣加工,所用加工参数为:切削速度vc=35 m/min,每齿进给量fz=0.04 mm/齿,径向切深ae=1 mm,轴向切深为ap=20mm,加工完后试件的形状如图2b 所示。
加工完毕后测量得到剩余厚度为2.2 mm,两头夹持未加工部分的长度约为25 mm,后期测量挠度变化时选取中间长度为110 mm 的已加工部分。
2.2 化铣剥层
钛合金化铣溶液选用氢氟酸作为腐蚀剂,其作用是加速钛的腐蚀溶解。由于在腐蚀过程中试件表面往往会产生大量氢气,其会严重阻碍试件与腐蚀剂的均匀接触,而最终严重影响试件表面的化铣质量。为了抑制氢气的生成,这里选用硝酸作为氧化剂与氢氟酸混合使用。最终实验结果表明加入硝酸后的化铣液能明显减小化铣表面的粗糙度值;最后再使用尿素作为添加剂,可在一定条件下提高化铣液寿命,并可减少黄烟(NO2)的放出。

选用硅胶进行密封以防在化铣过程中加工面的背面被腐蚀。控制好腐蚀的时间,控制每次腐蚀合适的深度,试验过程中每次将试件放入化铣液的时间控制为1 min 左右,并搅拌化铣液,以确保试件被均匀腐蚀,后立即对其进行清洗。
2.3 测量挠度
试件加工完未腐蚀剥层时,需要测量试件背面的原始轮廓。将试件横放在机床工作台上,加工面朝下,将如图3 所示的激光位移传感器固定于铣床主轴,运行程序使得试件做匀速直线运动,激光束垂直照射在试件上对其背面进行扫描。得到其背面轮廓线数据后去除两端30 mm 长的夹持部分,留下中间长度为110 mm 的加工部分背面的轮廓线,将挠度曲线旋转至两端水平得到轮廓曲线S0。将加工面的背面密封好后的试件放入配置好的化铣液中进行腐蚀剥层,1 min后将其取出清洗并去除表面已凝固的硅胶,用精度为0.01 mm 的数显游标卡尺测量试件被腐蚀材料层的厚度。为了提高精度,用激光位移传感器扫描此时的试件背面,得到轮廓曲线,去除两端夹持部分后将其旋转至两端水平得到轮廓曲线S1。求得上述曲线S1与S0之差,可以得到一挠度差为ΔV 的抛物曲线,如图4所示。


重复以上剥层、测量厚度变化以及挠度变化的实验操作,直到试件的挠度持续几乎没有变化为止,可以说明此时铣削加工内应力层已基本被腐蚀完毕。
为了探索退火对表面内应力的影响,这里对相同切削方式和切削参数得到的相同试件进行退火处理,退火条件为:在真空炉中加热到600℃后随炉冷却。同样对退火后的试件实行剥层、测量试件厚度变化以及挠度变化的实验操作,直到试件的挠度在持续剥层后保持不变为止。
3 计算应力值
对于未经退火试件的测量试验过程中测得挠度有较明显变化的有15 次,再往后连续多次腐蚀剥层发现试件挠度已经基本无变化,说明此时应力层已基本被腐蚀完毕。对于退火后试件的测量过程中,发现挠度的变化明显变小很多,且能测得的挠度有明显变化的次数明显变少,只有3 次,再往后腐蚀剥层发现试件挠度的变化微乎其微。
将以上测得的每次腐蚀的深度以及试件相应的挠度的变化代入前面的应力计算公式中计算试件的表面内应力,最终得到试件随深度变化的内应力如图5所示。

可以看出铣削加工引起的表面内应力层其最外层部分为压应力,其应力值约为-120 MPa,随着深度的增加,压应力逐步过渡为拉应力,最终在深度为0.2 mm 处其应力已基本为0。而对于退火后的试件,其表面的内应力在数值上大大减小,在最外层处表面内应力减小了将近80%,在深度为0.04 mm 处其内应力已经基本为0,因此可以得出结论:退火虽然并不能彻底去除表面内应力,但是已经将表面内应力及其作用深度减小到了微乎其微的程度。
4 FEM 分析试件变形法
以上基于剥层和试件挠度变化最终测得试件表面铣削加工引起的随深度变化的内应力在退火前后的随深度变化的分布情况。以下介绍利用有限元分析针对该表面内应力所引起的试件的变形量进行计算的方法。
在Abaqus 软件中根据框架试件实际形状和尺寸进行建模,实际框架试件的尺寸为:长度L=200 mm,宽度W=100 mm,高度H=100 mm,其中内部去除材料深度h=80 mm,内壁通过铣削加工去除材料,其铣削所用参数与上述加工钛条试件所用参数一致,试件材料也一致,因此可以认为其加工引起的表面内应力与上述测得的应力是一致的。
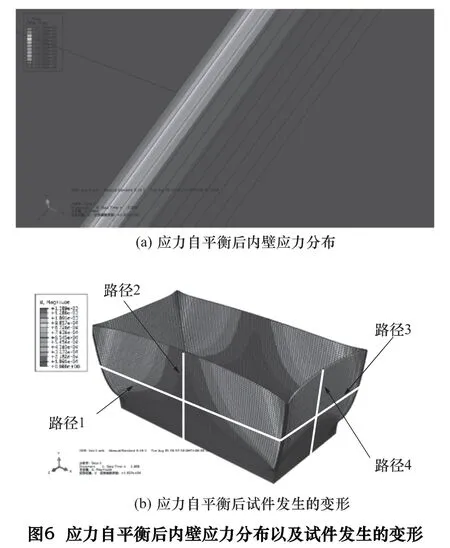
因此为便于对模型应力的施加,对模型的内壁进行分层,每层的厚度与前期每次腐蚀去除材料的厚度一致。设定每层内应力是相等的,这里取每层应力的平均值进行施加,在软件中内应力只能作为初始条件进行施加,通过在编写关键字将所有设定指定集的单元层根据前期测得的实际应力施加指定的应力值。最终自平衡后试件的内壁的应力分布以及整个试件所发生的变形如图6 所示。
通过放大变形系数可以很明显看到试件的变形趋势:即薄壁中部都呈现往内凹,两边往外凸的趋势。由于所施加的应力是对称的,因此最终试件所发生的变形也是对称的。为对试件的变形量有一个具体分析,在框架试件的外壁的长边和短边分别添加水平和竖直的四条路径,分别如图6b 所示。现在将测得的退火前后的表面内应力分别施加给有限元模型,并分别计算模型的变形量。设定试件壁发生向外凸的变形量为正值。最终得到试件变形量随位置的关系如图7 所示。
可以看出:在水平方向,试件的变形都是对称的,这主要归因于试件本身的对称性以及应力的对称性;位于短边面的路径3 和4 上的变形量大于位于长边面的路径1 和2 上的变形,这主要归因于与长边面的伸张变形导致短边面的变形加剧;未退火的表面内应力所引起的路径3 上点的最大变形量达到0.84 mm,而路径1 上达到的最大变形值为0.53 mm;在竖直方向上,路径4 上最发生的最大变形位移为0.63 mm,路径2 上最发生的最大变形位移为0.12 mm,且从上到下其变形量呈递减趋势,达到凹槽底端时其变形量已经基本趋近于0,这主要归因于试件底部实心体的约束作用;而对于退火后的表面内应力所引起的变形趋势基本与之前的一致,不过在引起的变形量上明显小很多,可以看出退火处理对于去除表面内应力以及减小因表面内应力所引起的试件的变形量的效果是非常明显的。

虽然这里根据某一特定的试件而分析得到的变形量并不能代表所有零件的变形量,但是其分析结果可以说明一定的变形趋势,而且这里提供的分析方法可以运用到不同的零件模型中去,最终可以通过有限元分析的方法分析不同零件具体的变形量,从而可以预测零件的精度是否满足要求。
5 结语
通过试件的挠度与弯矩的关系以及弯曲与内应力的关系,通过试件的挠度的变化来计算铣削加工引起的试件的表面内应力,最终得到了其加工表面随深度变化的内应力,同样的测量方法得到了试件退火后其表面随深度变化的内应力,并将测得的两种状态下的内应力分别施加给试件模型,计算两种状态下的表面内应力所引起的试件的变形量,最终可以得到以下结论:
(1)通过化铣的方法对试件进行剥层,氢氟酸是一种很好的腐蚀剂,而硝酸是一种很好的氧化剂,两者共同使用能提高试件的化铣表面质量,为实验的顺利进行提供了可靠的保障。
(2)利用激光位移传感器测量试件每次剥层后其挠度的变化,是一种可行的办法,试件挠度的变化非常小,但是激光位移传感器的精度足以较精确测量到其挠度的变化,以满足实验的需求。
(3)分别对退火前后的试件进行测量,最终得到铣削加工引起的表面内应力在退火前后其分布的变化,最终可以发现退火后试件的最外层的内应力将会减小80%左右,且应力层的深度大大变浅,大概只剩下20 μm 左右,再往深处其内应力已经基本趋于0。
(4)分别将退火前后的表面内应力施加给有限元模型,通过有限元计算,可以发现,与未退火状态的表面内应力所引起的试件的变形相比,退火状态的表面内应力所引起的试件的变形量减小很多。如果从试件的精度角度将,应该是退火后可以提高试件的精度;如果从提高试件的疲劳性能以及减少试件表面裂纹出现的可能性角度讲,表面的压应力可以提高试件这方面的性能。因此要根据实际需要而决定试件究竟是否需要经过退火处理。
[1]Boyer R R.An overview on the use of titanium in the aerospace industry[J].Materials Science and Engineering:A,1996,213(1):103-114.
[2]Tsui Y C,Doyle C,Clyne T W.Plasma sprayed hydroxyapatite coatings on titanium substrates Part 1:Mechanical properties and residual stress levels[J].Biomaterials,1998,19(22):2015 -2029.
[3]徐骣,金成哲.车铣加工表面残余应力的研究[J].制造技术与机床,2008 (1):80 -82.
[4]王立涛,许玲萍,张海涛,等.铣削加工残余应力研究的基本理论和方法[J].安徽工程科技学院学报:自然科学版,2004,19(2):36 -40.
[5]Mirzaee-Sisan A,Fookes A J,Truman C E,et al.Residual stress measurement in a repair welded header in the as-welded condition and after advanced post weld treatment[J].International Journal of Pressure Vessels and Piping,2007,84(5):265 -273.
[6]Ficquet X,Smith D J,Truman C E,et al.Measurement and prediction of residual stress in a bead -on -plate weld benchmark specimen[J].International Journal of Pressure Vessels and Piping,2009,86(1):20-30.
[7]Gonzalo O,Navas V G.Influence of the coating residual stresses on the tool wear[J].Procedia Engineering,2011,19:106 -111.
[8]Pratihar S,Stelmukh V,Hutchings M T,et al.Measurement of the residual stress field in MIG-welded Al-2024 and Al -7150 aluminium alloy compact tension specimens[J].Materials Science and Engineering:A,2006,437(1):46 -53.
[9]Sebastiani M,Eberl C,Bemporad E,et al.Depth -resolved residual stress analysis of thin coatings by a new FIB–DIC method[J].Materials Science and Engineering:A,2011,528(27):7901 -7908.
[10]Withers P J,Bhadeshia H.Residual stress.Part 1– measurement techniques[J].Materials science and Technology,2001,17(4):355-365.
[11]Carrera E,Rodriguez A,Talamantes J,et al.Measurement of residual stresses in cast aluminium engine blocks[J].Journal of materials processing technology,2007,189(1):206 -210.
[12]Rossini N S,Dassisti M,Benyounis K Y,et al.Methods of measuring residual stresses in components[J].Materials & Design,2012,35:572 -588.