汽车涂装车间厂房通风监控系统的研究
2015-04-17柳书桥孙建业魏成峰
柳书桥,孙建业,魏成峰
(沈阳理工大学 辽宁省高速切削工程技术研究中心,辽宁 沈阳 110159)
汽车涂装车间厂房通风监控系统的研究
柳书桥,孙建业,魏成峰
(沈阳理工大学 辽宁省高速切削工程技术研究中心,辽宁 沈阳 110159)
分析了汽车涂装车间厂房通风系统的整体设计方案及控制方法。采用西门子S7-300PLC、PROFINET工业以太网、SINAMICS G120变频器、组态软件WinCC、远程输入输出模块ET200S及PN/PN Coupler构建控制系统,对采集的数据进行集中管理和实时监控。在实际运行过程中取得了良好效果,满足了设计要求。
涂装车间;厂房通风;PLC;PROFINET;PN/PN Coupler;WinCC
0 引言
汽车涂装车间要求空气经过处理后,具有一定的温度、气流速度、洁净度,厂房部分区域空气还需具备一定的湿度条件。采用厂房通风系统可以为涂装车间提供合适的工艺喷涂环境、员工工作环境和设备运行环境[1]。基于西门子S7-300PLC和组态软件WinCC的厂房通风监控系统保证了厂房内的温度在理想范围内变化。该系统在实际生产中不但节省了大量的现场操作和维护管理人员,而且提供了满足要求的空气,为企业的健康持续生产创造了条件。
1 系统机组组成
典型的机组由进风段、过滤段、加热段、表冷段、风机段、消声段和出风段组成。进风段有两个电动风阀,一个控制厂房外部进入厂房内的新鲜空气,另一个则控制从厂房内部进入的循环空气,风阀执行器状态与引风机运行状态具有连锁控制;进风段设置温湿度仪表,可以现场观察。过滤段采用袋式过滤器,外侧安装有压差表,当压力达到一定值时,需要清洁过滤袋[1]7。在加热段和表冷段,冷旁管和热旁管在结构上相似:其管道上均有一个循环泵,为水在管道中的流动提供源源不断的动力;连接进水管道和出水管道的回水管道上有一个单向阀。不同的是冷旁管中进水口处的温度为6℃,热旁管的进水口处的温度为90℃。风机段采用西门子变频器控制风机转速。消声段采用折片式复合消声器,内填吸音材料,消声效果好[1]8。出风段装有温度传感器检测机组处理后空气的温度。该厂房通风系统由六个机组组成,单个机组结构如图1所示。

图1 单个机组结构图
2 控制系统硬件设计
在控制系统硬件组态中,CPU模块选择运算能力较强、速度较快的西门子S7-300 CPU 317-2PN/DP。电源模块主要是为CPU及接口模块供电,要求I/O模块、接口模块和CPU模块所需电流之和小于电源模块的额定电流。选用电源模块PS307 5 A,通过背部总线给机架上其它模块提供5 VDC和24 VDC电源[2]。PROFINET是一种基于工业以太网技术的现场总线,是TCP/IP技术在现场总线的应用[3]。主控PLC通过PROFINET总线扩展六台ET200S(IM151-3 PN HF V7.0)接口模块实现远程I/O读写。风机段采用SINAMICSG120系列变频器来控制离心风机的转速。
PN/PNCoupler用于连接两个PROFINET网络进行数据交换[4],实现厂房通风PLC与面漆喷房PLC的连锁。在两个项目中单独组态PN/PN Coupler时,地址映射区组态为Universalmodule类型,输入数据和输出数据的大小均组态为16字节。在确定了网络组态和物理层连通的前提下,PROFINET通过IP地址来建立主站PLC与分布式I/O分站之间的通讯。通讯前给主控PLC和分布式I/O设备分配单独且唯一的IP地址[5]。系统硬件结构如图2所示。

图2 系统硬件结构
3 系统的软件设计
3.1 系统控制要求
系统使用STEP 7结构化编程方法进行编程。在编写程序前,需要编写与设备对应的功能块FB,其内部包括HMI基本信息、使能、故障及警告、运行模式、设备控制、信息/信号(如复位故障、报警灯)六项内容;FC需要通过调用对应的FB来实现对设备的控制。控制系统根据室外温度分为冬季模式和夏季模式,既可以自动控制,也可以在上位机上手动操作。根据工艺要求,系统单位时间内处理的空气量恒定,出风口处空气的温度稳定在20℃。
3.2 控制程序设计
由于六台机组的控制程序相似,控制程序以机组1为例进行说明。机组程序按功能分为进风段FC1000、加热段FC1001、表冷段FC1002、风机段FC1003、出风段FC1004五部分。根据每部分的控制设备相对独立的特点编写子程序。子程序通过背景数据块DB内部的标志位或状态位实现程序间的连锁,从而实现系统自动控制。
OB1、OB35、OB100是组织块。OB1是系统主程序,OB35为10 ms的闪烁脉冲,OB100是重新启动。当CPU从Stop状态到Run状态时,首先执行OB100- >OB1- >OB35[6]。OB35按设定的时间循环调用,与OB1无关。OB1根据程序执行时间依次循环调用:1.循环的基本功能FC403 2.PROFINET I/O诊断管理功能FC418 3.项目中央控制功能 FC404 4.基本功能结束功能FC404 5.系统故障诊断功能块FB218。OB35循环组织块是严格按照固定周期运作的中断程序,符合PID功能块对采样周期均等的要求,在设定循环时间10 ms后,OB35调用执行PID的功能FC。这些FC均是调用闭环控制器功能块FB320进行PID控制算法,实现对变频器频率、冷水阀和热水阀开合度的控制,从而实现在一定风量下达到对出口段空气温度的控制。
OB1调用FC500实现主控PLC电气柜监控。FC600为机组1的顺序启动,FC602为机组1的顺序停止;FC600和FC602均两次调用8步序列功能块FB227和故障诊断功能块FB221。FC900对机组1的电气柜监控。FC550为与面漆喷房的连锁功能,FB209接收与发送连锁信号,FB214、FB221监控诊断连锁时故障。程序结构如图3所示。
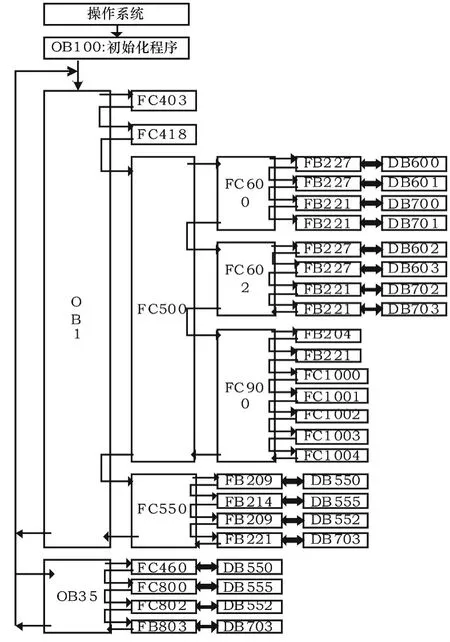
图3 程序结构框图
3.3 自动控制流程
在机组自动启动后,程序将依次自动执行开风门、热旁管预热、开送风机和引风机、热水阀使能、冷水阀使能五个步骤。利用 PID控制器调节引风机频率,使进入厂房的风量保持恒定;通过比较出风段温度值与设定温度值,利用PID控制器调节热水阀或冷水阀的开合度,实现出口段空气恒温控制的目的。程序流程图如图4所示。

图4 程序流程图
4 人机界面设计
系统采用SIEMENS公司的WinCC作为上位机。除故障、报警、操作信息采用M点触发外,上位机通过DB块号从PLC中读取信息,方便系统调整参数。由于故障和报警信息已经存在于PLC的FB中,每一次相同功能块的调用,其背景数据块DB中故障报警信息都具有相同的结构,编写批处理程序,为上位机处理故障报警信息节省大量人力物力。
上位机开机运行后显示主画面(如图5所示),所有能够进入车间的工作人员均可以查看上位机画面,而只有管理员或获得用户权限人员才可以登陆、修改监控系统参数,实现上位机与PLC的交互。界面上的多个按钮是监控子画面的切换键。子画面包括系统概览、六台机组的结构图、报警、连锁等。画面设备通过鼠标左键事件连接小画面。小画面包含设备状态、手动操作按钮、故障报警信息。在维修员解决报警或故障后,可以通过小画面上的“复位”按钮复位系统报警或故障。报警画面分为信息画面、报警画面、故障画面,方便维修员快速查找。所有模拟量开关点包括最小值故障、最小值警告、10个备用开关点、最大值警告、最大值故障,允许有权限人员在画面上修改14个模拟量开关点的设定值;所有模拟量都有实时趋势图形和历史记录,报表画面提供每间隔5分钟记录一次的数据,可以有选择性的导出、打印数据记录信息。

图5 启动主画面
为了保证生产的顺利进行,一旦设备出现故障,上位机上将会出现故障信息,电气柜三色灯塔红色亮起,同时蜂鸣器发出声音警告,维修人员会根据故障信息进行紧急处理[7]。
5 结束语
系统经过调试后,主要性能指标均达到或超过企业的要求,各性能参数修改十分灵活,现场工程师可以根据实际需要做出一定的修改。详细而完备的故障诊断能力,帮助维修人员快速解决故障,保证生产任务按计划进行。
[1]莫军.某涂装车间空调节能优化研究[D].吉林:吉林大学,2011.
[2]周林,郑晟,寇晓颖.基于PLC和组态王的酚酞合成监控系统[J].制造业自动化,2013 35(3):28-30.
[3]孙书芳,柴瑞娟,孙承志,等.西门子PLC高级培训教程[M].北京:人民邮电出版社,2011.
[4]SIEMENS.SIMATIC总线连接PN/PN耦合器硬件安装和操作手[EB/OL].(2010-06 -29)[2014-07 -13].http://support.automation.siemens.com/CN/view/zh/44319532.
[5]吴达,郭洪,苏锡年,等.基于PROFINET的分布式I/O在汽车变速箱装配线中的应用[J].制造业自动化,2010,32(5):142 -146.
[6]罗萍,罗志勇,岂兴明,等.西门子S7-300/400PLC工程实例详解[M].北京:人民邮电出版社,2012.
[7]孙建业,张斌,王国勋.西门子Simotion运动控制系统在托辊管生产中的应用[J].制造技术与机床,2013,63(9):26-29.
A Research on Plant Ventilation Monitoring System in Automobile Painting Workshops
LIU Shu-qiao,SUN Jian-ye,WEICheng-feng
(Shenyang University of Science and Engineering,Liaoning High-speed Cutting Engineering and Technological Research Center,Shenyang Liaoning110159,China)
This paper analyzes the overall design and control scheme for the automobile painting workshop ventilation system.The control system,consisting of Siemens S7-300PLC,PROFINET Industrial Ethernet,Sinamics G120 inverter,configuration softwareWinCC,remote I/Omodule ET200S and PN/PN coupler,is used for centralized management and real-timemonitoring of the collected data.The system has achieved good results in actual applications,and canmeet the design requirements.
painting workshop;plant ventilation;PLC;PROFINET;PN/PN coupler;WinCC
10.3969/j.issn.1000 -3886.2015.06.028
TP273
A
1000-3886(2015)06-0087-03
定稿日期:2014-08-29
柳书桥(1989-),男,湖北荆门人,硕士生,研究方向为现代机电装备及自动化技术。 孙建业(1957-),男,辽宁沈阳人,教授,研究方向为数控技术及机电一体化。
