热卷箱开卷臂液压控制回路故障分析
2015-04-16,
,
(中冶赛迪工程技术股份有限公司 流体系统部, 重庆 401122)
引言
热卷箱主要用于热连轧机组中,可一定程度改善头尾终轧温度差及中间坯温度的不均匀性,从而提高产品质量。热卷箱布置在粗轧机与精轧机之间,将粗轧机轧出的厚度在20~40 mm的中间坯利用无芯卷取方式卷绕成卷,然后立即反向开卷,送入精轧机,实现边开卷边轧制[1,2]。某钢厂自2013年技改投用热卷箱以来,在调试初期,热卷箱开卷问题一直都是轧线生产的主要问题,并因此产生较多废钢。
1 热卷箱开卷臂开卷工作过程
热卷箱开卷臂开卷工作过程如图1所示,热卷箱的卷取过程完成以后,热卷箱进入开卷过程,开卷臂在回转液压缸的驱动下,使开卷刀首先与中间坯热卷外径接触,当回转液压缸继续带动开卷臂向下运动时, 开卷刀沿着中间坯热卷外径浮动下滑,直至开卷刀插入中间坯热卷的头部,开卷刀继续向下运动到极限位置,将中间坯热卷的头部打开,完成开卷[3,4]。
2 热卷箱开卷问题及原因分析
2.1 热卷箱开卷问题
某钢厂在热卷箱投用调试初期,当中间坯完成卷取后,开卷失败问题主要表现为:开卷刀首先与中间坯热卷外径接触,当回转液压缸继续带动开卷刀向下运动时,开卷刀没有沿着带卷外径浮动下滑,而是把热卷推离开卷位置,无法继续完成开卷。
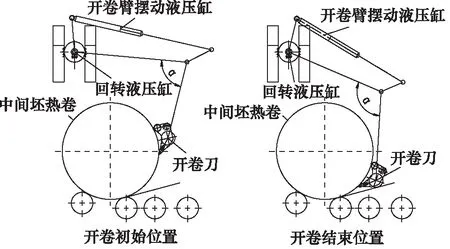
图1 开卷臂开卷工作过程示意图
2.2 热卷箱开卷过程受力分析
热卷箱开卷过程受力分析如图2所示,由力的平衡条件可得开卷条件为[5]:
G=N1cosα+N2cosβ-Fsinθ-fsinα
(1)
Fcosθ≤N1sinα-N2sinβ+fcosα
(2)
式中:G—— 钢卷的重量,N
N1—— 辊道对钢卷的压力,N
N2—— 辊道对钢卷的压力,N
F—— 开卷刀对钢卷的推力,N
f—— 钢卷与辊道的摩擦力,N
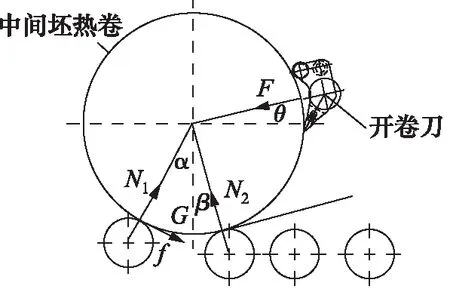
图2 热卷箱开卷过程受力分析
由式(2)可知,当开卷刀沿着带卷外径浮动下滑时,θ角的数值变小,Fcosθ的值增大,当θ角的数值为0时,Fcosθ的值为最大F,此时如果仍能满足式(2),则表示满足开卷条件,反之,则不满足开卷条件。
2.3 开卷臂液压控制回路分析
通过上面的分析可知,导致开卷失败的原因是开卷刀对钢卷的推力F偏大,推力F是由开卷臂摆动液压缸来控制,其液压原理图如图3所示。
元件1在拆换阀台元件时切断主压力管路;元件2控制开卷臂摆动液压缸伸出和缩回;元件3控制液压缸伸出和缩回的速度;元件4锁定液压缸停位;元件5控制溢流的流量;元件6控制液压缸无杆腔的压力;元件9为二级压力调节阀,远程控制元件6的溢流压力。
当开卷臂准备开卷时,电液换向阀2上的电磁铁b通电,压力油通过单向节流阀3和液控单向阀4进入液压缸的无杆腔,液压缸上的无杆腔压力通过溢流阀6来调节。溢流阀6上的油口X接到比例溢流阀9上[6],通过给定比例溢流阀9控制信号来实现对溢流阀6远程压力调节,控制开卷刀推力F的大小。
开卷故障出现初期,怀疑开卷臂液压缸压力无法减小的原因是比例溢流阀9给定的信号偏大,导致溢流阀6的设定压力偏大,减小比例溢流阀9的给定信号,通过压力传感器10读的数值为2.1 MPa,当继续减小比例溢流阀9的给定信号时,压力传感器10的数值仍为2.1 MPa,问题没有得到解决。经过排查,初步确定导致液压缸无杆腔压力无法减小的原因是无杆腔供油流量和溢流流量不匹配造成的。

1.球阀 2、8.电液换向阀 3、5.单向节流阀 4.液控单向阀 6.溢流阀 7.单向阀 9.比例溢流阀 10.压力传感器图3 开卷臂液压控制原理图
产生液压缸无杆腔压力无法减小的原因描述如下:当热卷箱准备开卷时,压力油通过电液换向阀2进入液压缸的无杆腔,同时给定比例溢流阀9控制信号,设定溢流阀6的溢流压力,此时开卷臂液压缸活塞杆完全伸出,开卷刀处于开卷初始位置,液压缸无杆腔压力为溢流阀6的设定值。当回转液压缸带动开卷刀向下运动,开卷刀接触带卷外径时,由图1所示,开卷刀机构连杆与回转臂机构连杆夹角为α,随着开卷刀沿着带卷外径下滑,α角的数值变大,开卷臂液压缸通过连杆机构控制的开卷刀在外力的作用下迫使液压缸活塞杆缩回,此时,溢流阀6需要溢流的流量小于通过电液换向阀2的流量和液压缸有杆腔缩回产生的流量之和,导致液压缸无杆腔的压力只能减少到2.1 MPa,无法继续减少。
分析原因后,在不改变原设计回路的基础上,只要适当减少进入液压缸无杆腔的流量,就可以解决此问题。在调试现场,调试人员适当调节控制液压缸无杆腔流量的单向节流阀3,减少进入液压缸无杆腔的流量后,在不改变比例溢流阀9设定值的情况下,液压缸
无杆腔的压力可以减小到1.3 MPa,问题得以解决。
3 结论
介绍热卷箱开卷臂的工作过程,并结合某工程热卷箱开卷问题,详细分析开卷臂液压控制回路产生开卷问题的原因,为今后热卷箱调试和设计提供参考。
参考文献:
[1]黄庆学.轧钢机械设计[M].北京:冶金工业出版社,2007.
[2]刘复兴.热连轧热卷箱滚轮式开卷装置改造[J].重型机械,2010,(5):68-70.
[3]杜和来.电液比例技术在开卷装置上的应用[J].重型机械,2000,(6):27-28.
[4]廖松林.热卷箱开卷问题的原因分析及预防措施[J].梅山科技,2008,(4):22-24.
[5]程靳.理论力学[M].北京:高等教育出版社,2009.
[6]成大先.机械设计手册(第4版)[M].北京:化学工业出版社,2002:17-391.