基于PLC和触摸屏的井下喷浆料搅拌系统设计
2015-04-16安徽理工大学机械工程学院安徽淮南232001
, , , , (安徽理工大学 机械工程学院, 安徽 淮南 232001)
引言
煤矿井下巷道的支护方式中如采用锚喷、锚喷网或纯喷射混凝土等,都需要对巷道岩石表面喷射混凝土,凝结硬化后达到支护的目的。喷射的喷浆料是将一定配比的水泥、砂子、石子和速凝剂拌合的混合物。因此,喷浆料的混合程度,直接影响喷浆工艺和支护的质量。
目前,国内各大煤矿对喷浆料的拌合主要存在以下问题:① 需要二次上料或二次搅拌,不能直接利用矿车进行搅拌[1];② 需要在井下设置多个储料仓,建立较大的搅拌站,且不能充分利用[2];③ 搅拌不充分,难以达到支护强度要求,回弹率高;④ 大多仍采用人力现场搅拌,劳动强度大、工作效率低、粉尘污染、影响健康。
为克服以上缺点,设计一种喷浆料搅拌装置,适合用在中小型巷道中,可远离掘进工作面,直接在矿车中进行搅拌。搅拌充分,结构紧凑易拆装,机械自动化程度较高,系统安全可靠,实现喷浆料的机械自动化搅拌。
1 工作原理
本装置由两个龙门立柱、水平架、搅拌螺旋、矿车牵引装置和液压泵站组成。如图1所示,立柱由底板、外方钢、内方钢和升降油缸组成,分别通过底板由地脚螺栓固定在水泥基础上。升降液压缸安装在内方钢内并留有油管出口,内方钢由两个规格吻合的空心型钢加工而成。整个立柱通过螺栓与底板和水平架连接,方便拆卸。水平架上进给油缸固定在油缸固定板上,推动搅拌螺旋横向运动。采用低速大扭矩马达驱动搅拌螺旋对物料进行搅拌,搅拌螺旋的受力通过轴承座传递到机架上。搅拌螺旋底部包络面的形状按照矿车内部形状进行加工,确保搅拌螺旋在任何位置都不与矿车干涉。搅拌螺旋运动轨迹通过进给油缸和牵引油缸控制实现。矿车通过铰接在卡轨装置上的牵引液压缸推动。系统压力源是可以移动的液压泵站。

1.底板 2.外方钢 3.水平架 4.进给油缸 5.油缸固定板 6.低速大扭矩马达 7.联轴器轴承座 8.搅拌螺旋 9.内方钢 10.升降油缸图1 搅拌装置结构简图
搅拌过程如图2所示,泵站开启,为装置提供压力油液,升降油缸升起,进给油缸和牵引油缸分别到达准备位置。连接好矿车,低速大扭矩马达正转,升降油缸下降,搅拌螺旋在矿车内按照设定轨迹运动搅拌。搅拌完成后,低速大扭矩马达反转,升降油缸升起,到达准备位置后,断开矿车,升降油缸下降,停止泵站。综上所述,可以实现搅拌螺旋在四个自由度上的运动,对喷浆料进行充分搅拌。

图2 搅拌工作流程图
2 液压系统设计
搅拌装置液压系统原理图如图3所示。为了避免马达回路对油缸回路的干扰,采用双联泵为系统供油。采用双单向节流阀进行调速,对每个回路均采用双单向节流阀进行出油节流调速,可以使回油侧产生背压以抗拒负载的突然变化,动作平稳。采用液压锁锁紧同步油缸,可以有效防止油缸在静止后受外力干扰突然窜动。

1.油箱 2.溢流阀 3.电动机 4.双联泵 5.压力表 6.低速大扭矩马达 7.电磁换向阀 8.升降油缸 9.双单向节流阀 10.液控单向阀 11.牵引油缸 12.进给油缸图3 搅拌装置液压系统原理图
(1) 液压马达选型搅拌过程需要较大的扭矩和较低的转速,所以选用可承受径向和轴向外力的QJM系列低速大扭矩马达。根据垂直式螺旋输送机的工作原理,估算出搅拌螺旋的输送量Q=219.6 t/h。搅拌螺旋最大负载转矩:
式中:P0为轴功率;H为输送高度,由搅拌螺旋知为600 mm;n为最小转速,由受力分析求得为30 r/min;η为螺旋输送效率,取0.1[3]。
由手册[4]知排量qm=0.496 L/r,取Δpm=10 MPa,机械效率ηmm=0.97,马达输出转矩:
=766 N·m
因为Tm>Tmax,故所选马达满足工作要求。
(2) 采用双联泵为系统供油由于低速大扭矩马达所需流量较大,为了避免回路间干扰采用双联泵供油。大排量泵用于马达回路,小排量泵用于油缸回路。
(3) 叠加集成对液压系统原理图的双点划线部分进行集成,选用四联叠加阀块。叠加阀式集成结构紧凑,可以减少管路连接和压力损失,操作和维修方便,使系统更加安全可靠和美观紧凑[5]。
(4) 泵站设计系统压力初选为10 MPa,考虑到外部空间和散热,油箱容积取800 L。阀组和泵组及滤油器等均安装在油箱盖上。油箱内设置隔板,设有放油塞,底部倾斜坡度为1/20[5]。泵站可以在巷道内轨道上移动,工作时置于一侧,通过胶管与装置连接。
3 PLC硬件设计
本喷浆料搅拌装置电控系统组成如图4所示,主要由PLC、触摸屏组成。以PLC为中心,接收系统所有输入信号,主要是针对电机启动的开关信号、手动运行时的开关信号和限位开关的信号,包括物理元器件和来自触摸屏的软元件[6];与触摸屏通信,完成对输出信号的控制,用来控制电机启动继电器、电磁阀和指示灯。计算机用于设计修改PLC程序和触摸屏人机操作界面。
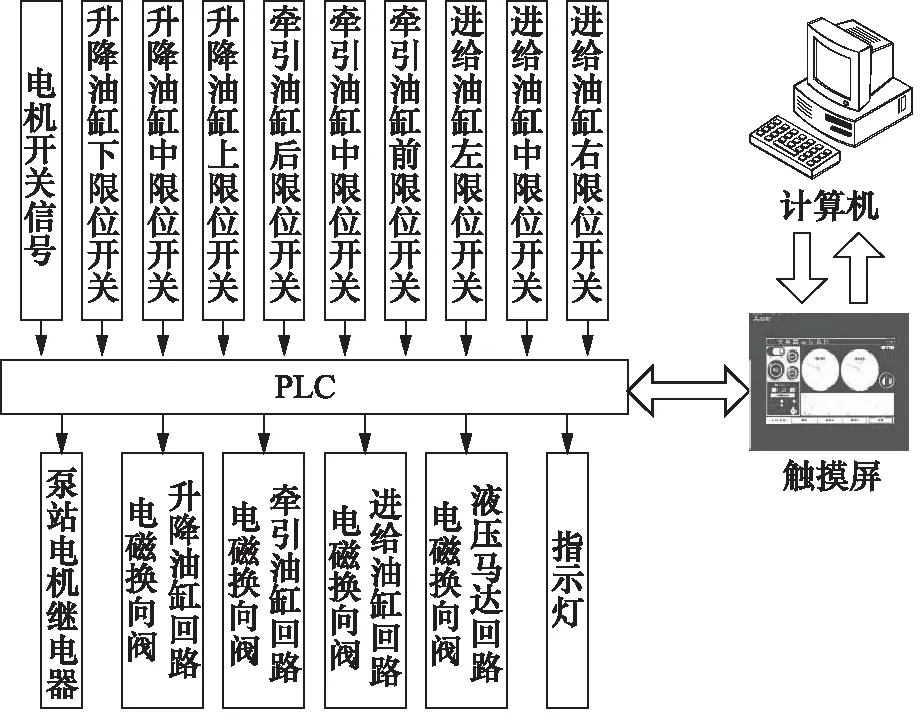
图4 搅拌装置电控系统组成
根据喷浆料搅拌装置的实际控制需要,选用了FX1N-60MR的PLC,采用基本模块,继电器输出。FX1N-60MR共有60个I/O点的基本单元,其工作环境、抗噪声和抗冲击的能力均满足要求。系统实际I/O端口分配如表1所示。X0~X1连接方式是选择开关,X2~X13连接方式是手动开关,X14~X24连接方式是行程开关,Y0连接方式是继电器,Y1~Y10是电磁阀,Y11~Y13是指示灯。喷浆料搅拌装置PLC控制系统的外部接线图如图5所示。
4 PLC软件及触摸屏界面设计
PLC程序设计根据具体工作过程,主要分为公共程序的设计和手动、自动运行程序的设计[7]。公共程序主要包括对泵站启动、到达准备位置、连接矿车及返回准备位置、断开矿车和泵站停止步骤的控制。手动和自动程序则主要为搅拌过程中对搅拌螺旋运动轨迹的控制。系统控制流程图如图6所示。
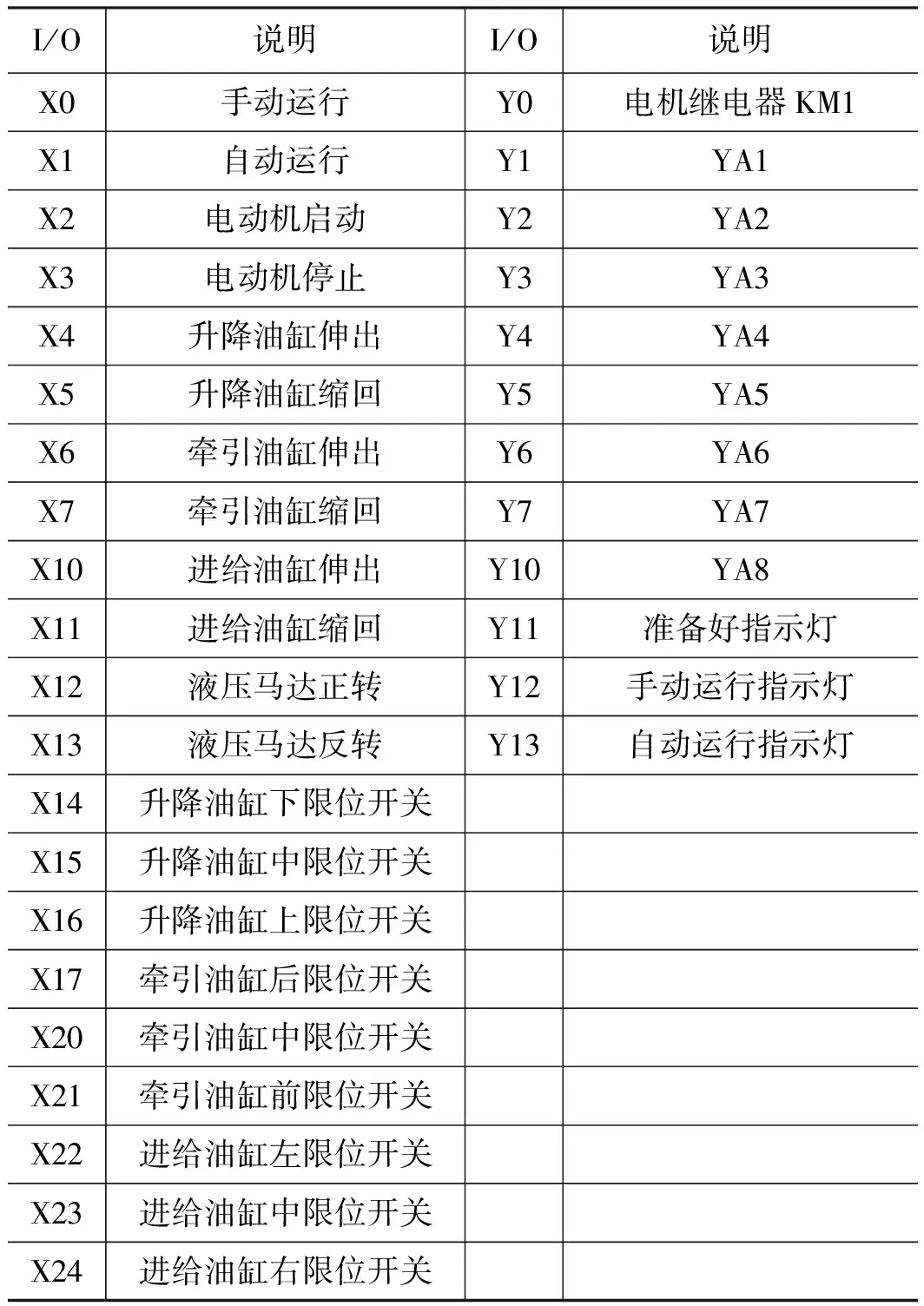
表1 PLC输入输出接口分配表

图5 PLC控制系统输入输出接线图

图6 系统控制流程图
采用某公司FX系列PLC相配套的编程软件GX Developer 7.0设计梯形图,还可以使用仿真软件GX Simulator 6.1进行仿真和调试[8]。
PLC的上位机是触摸屏,针对煤矿井下恶劣的工作环境,可以选择GT1150HS-QLBD型触摸屏。它是一种具有先进功能的小巧图形操作终端,320×240分辨率和256色显示,完全满足系统的需要,尤其是5.7英寸的外形和手持的优点,更是方便操作。采用三菱GOT1000系列设计软件GT Designer 3创建人机操作界面,如图7所示。打开触摸屏电源,显示开机动画后首先进入主界面,一切准备工作完成后点击开始正式开始搅拌工作流程,进入工作界面,电机泵站启动,升降油缸伸出进给油缸和牵引油缸到达中间行程,即到达准备位置,等待矿车连接好后,然后需要人为选择搅拌过程的手动运行和自动运行模式。手动运行主要是控制液压马达、进给油缸和牵引油缸三个执行元件的动作,自动运行是对搅拌螺旋所到达的每一个位置通过指示灯进行监控。每一页界面均有暂停、继续、返回和急停按钮。
对于图7的人机操作界面,可以使用仿真软件GT Simulator 3和GX Simulator配合,对创建好的界面进行仿真和调试,及时发现设计错误,缩短调试时间[8]。然后再将调试好的界面程序通过USB下载到触摸屏运行。

图7 触摸屏人机操作界面
5 结论
煤矿井下喷浆料搅拌装置的结构紧凑稳定,液压系统安全可靠,以FX系列PLC为中心设计搅拌装置电控系统硬件,绘出PLC接线图和分配I/O地址,采用GOT1000系列触摸屏对搅拌过程的手动和自动运行模式进行监控。采用配套的梯形图设计软件和触摸屏设计仿真软件对人机界面进行设计和调试。本装置可实现搅拌作业的机械化和自动化,可以远离掘进工作面工作,工作效率高、减少劳动量,在煤矿井下具有较大的推广价值。
参考文献:
[1]祝太平.井下混凝土制备及输送系统工程改造[J].采矿技术,2012,12(3):29-31.
[2]张仕同,张庆和.井下搅拌站的设置与应用[J].煤炭工程,2010,(9):39-40.
[3]《运输机械设计选用手册》委员会.运输机械设计选用手册[M].北京:化学工业出版社,1991.
[4]路甬祥.液压气动技术手册[M].北京:机械工业出版社,2002.
[5]张利平.液压站[M].北京:化学工业出版社,2008.
[6]齐继阳,吴倩,何文灿.基于PLC和触摸屏的气动机械手控制系统的设计[J].液压与气动,2013,(4):19-22.
[7]郭剑晖.机械手PLC控制系统设计[D].江西:南昌大学,2012.
[8]盖超会,阳胜峰.三菱PLC与变频器、触摸屏综合培训教程[M].北京:中国电力出版社,2010.
[9]三菱电机.三菱图形操作终端GOT1000系列样本[Z].2012.
