药芯焊丝熔敷金属韧性对热输入敏感机理及其控制
2015-03-27孙咸
孙咸
(太原理工大学焊接材料研究所,山西太原030024)
0 前言
进入新世纪以来,我国药芯焊丝产业发展很快,经过长期持续改进,取得了长足的进步。国产药芯焊丝的技术水平,与世界领先企业相比,差距不断缩小[1]。但是,市售的E501T-1药芯焊丝良莠不齐、质量迥异。有的企业生产的焊丝虽然工艺性已经接近名牌,可是内在质量方面,有的焊丝力学性能不稳定,尤其是低温韧性不稳定,出现低值、波动现象。对焊接热输入很敏感,必须严格控制热输入不能太大[2-3]。在船检、招投标及现场工艺评定中遭遇的个别指标不合格或不太满意,重创了少数企业的信心和自尊。焊丝低温韧性不稳定一直困扰着部分生产企业和工程应用,有的企业甚至不再以这类焊丝为主打产品,转而生产碱性或其它类型焊丝。另一方面,国外名牌诸如DW-100焊丝,不仅操作工艺性满意,内在质量更过得硬。该焊丝力学性能稳定、无低值,尤为难能可贵的是熔敷金属韧性对焊接热输入不敏感,为工程应用提供了宽松条件。国产焊丝低温韧性不稳定、对焊接热输入很敏感等问题的根源究竟在哪里?迄今为止,有关研究文献甚少。为此,文中将钛型气保护药芯焊丝熔敷金属韧性与其显微组织相联系,探讨焊丝熔敷金属韧性对热输入敏感机理及熔敷金属韧性敏感性控制方法。该项研究对进一步认清该类焊丝熔敷金属韧性与热输入间的关系,正确选用热输入,获得预期焊接工艺质量,改进该类焊丝品质特性,提升产品竞争力,具有一定的实用价值和参考意义。
1 熔敷金属韧性对热输入的敏感性
采用φ1.2 mm的E501T-1焊丝,按照GB/T10045—2001规定,在不同热输入条件下对焊丝熔敷金属力学性能进行试验,结果列于表1。热输入与熔敷金属韧性关系分3种情况:①热输入较小(11.6 kJ/cm、11.5 kJ/cm),熔敷金属韧性(冲击吸收能量)数值较低(平均值43 J);②热输入较高(19.7 kJ/cm、19.5 kJ/cm),熔敷金属韧性(冲击吸收能量)数值不高(平均值仅67 J、36 J);③热输入居中(15.3 kJ/cm、17.5 kJ/cm),熔敷金属韧性(冲击吸收能量)良好(平均值120 J、127 J)。热输入的3个档次,只有第②种热输入居中时熔敷金属韧性最满意。表明该焊丝韧性对热输入有选择性,只有中间区段热输入熔敷金属韧性才有保证。这就是所说的对热输入敏感。所谓韧性对热输入的敏感性,是指热输入变化时,熔敷金属韧性指标 KV2随之变化现象。换言之,就是熔敷金属韧性不稳定问题,这是该类焊丝内在质量存在的普遍问题。
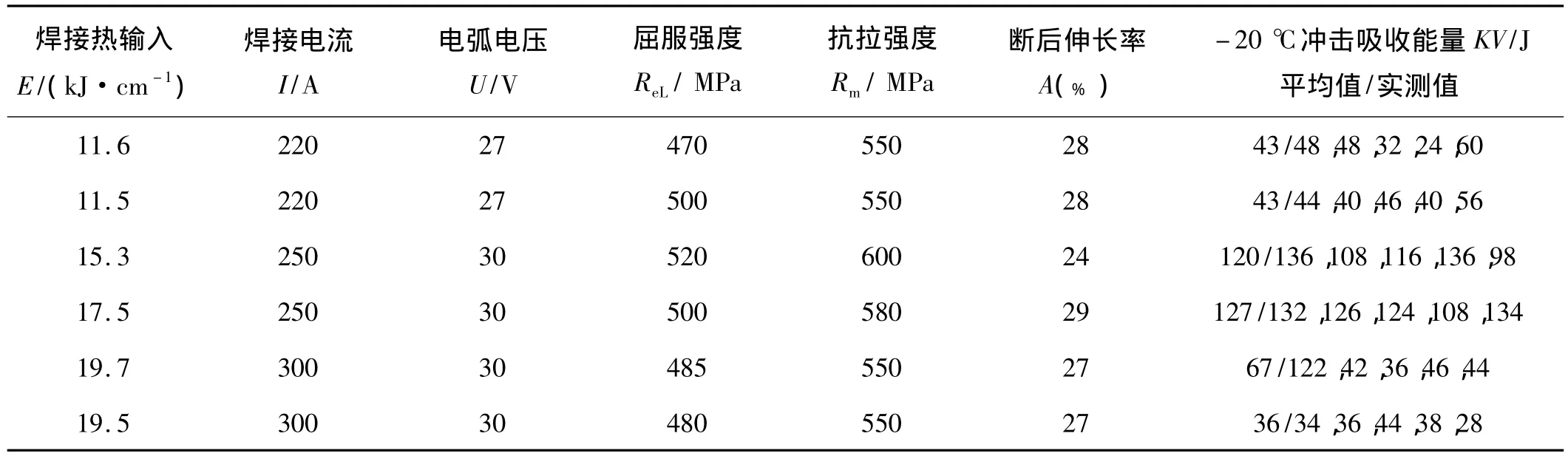
表1 热输入与熔敷金属力学性能的关系(E501T-1型焊丝,保护气体:100%CO2)
另有文献按照 GB/T10045—2001规定进行试验[4],结果列于表2和表3。可以看出,随焊接热输入增大(3个档次),熔敷金属化学成分变化不大,而熔敷金属的抗拉强度、屈服强度,以及冲击吸收能量增大。熔敷金属韧性不降反增,表明韧性不再受热输入的影响,也就是对热输入不敏感。该项结果与有关专著理论(焊接热输入偏高可能是药芯焊丝熔敷金属韧性不良的最普遍的起因[3])相悖。
综上可看出,焊丝熔敷金属韧性对热输入的敏感性,出现了2种不同的试验结果和观点:一种认为韧性对热输入敏感,热输入偏高或偏低时,熔敷金属韧性偏低;另一种认为熔敷金属韧性对热输入不敏感,热输入高点或低点,熔敷金属韧性都很优秀。焊缝组织决定性能。熔敷金属韧性对焊接热输入敏感,即其显微组织对焊接热输入敏感。这就涉及到焊丝熔敷金属的显微组织特性。
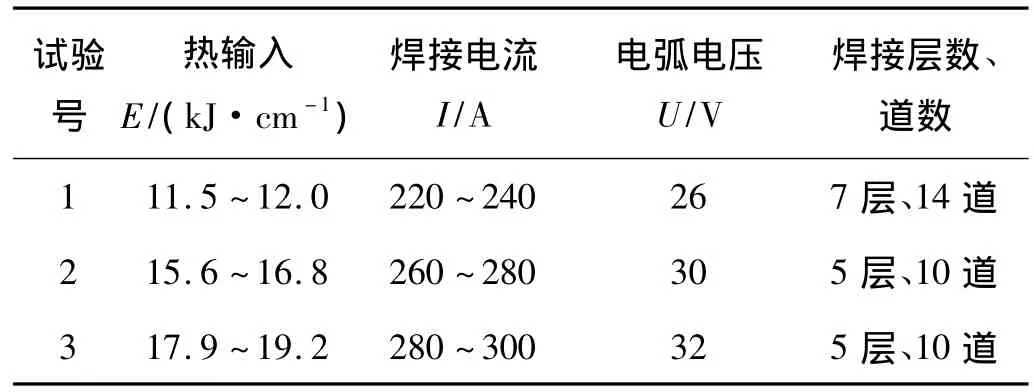
表2 焊接参数

表3 熔敷金属的化学成分和力学性能
2 熔敷金属组织特性及其影响因素
2.1 组织特性
这类气保护药芯焊丝熔敷金属组织的主体结构是针状铁素体AF,在多数情况下,是由晶界铁素体PF、侧板条铁素体FSP以及其它形态铁素体组成的混合组织,而且多种铁素体间数量比又常常是多变的。在一些情况下,当针状铁素体AF的数量不再是焊缝组织主体优势时,针状铁素体AF原有的强韧化机制特性将被改变。这就是该类药芯焊丝熔敷金属韧性对焊接条件比较敏感的主要原因。
2.2 影响因素
虽然说钛型气保护药芯焊丝熔敷金属组织的主体结构是针状铁素体AF,但针状铁素体AF组织含量是易变的,主要受下列因素影响。
2.2.1 合金元素的影响
C是扩大奥氏体相区元素。有文献报道,含C量在一定范围内适量增加,使奥氏体晶界析出的先共析铁素体PF尺寸变小、数量减少,晶内针状铁素体AF数量增多。
Mn也是扩大奥氏体相区元素。有研究发现,焊缝中Mn从0.6%增到0.8%时,可使针状铁素体AF含量增加,侧板条铁素体FSP含量减少;同时,Mn含量较高时,可以细化针状铁素体AF晶粒。但Mn含量过高,铁素体被强化,对焊缝韧性不利。
Si是缩小奥氏体相区元素。Si对焊缝中铁素体形态的影响看法不一。有的认为,Si含量的增加会促进针状铁素体AF的形成,而使侧板条铁素体FSP含量减少;有的认为,Si对焊缝组织没有明显影响。Si、Mn同时存在,可作为脱氧剂,随Si、Mn的增加,可使连续冷却时的相变温度逐渐降低,组织细化。
O主要影响夹杂物的尺寸、种类和数量,焊缝中的氧含量一般可以达到百万分之几。含氧量增大,夹杂物尺寸减小。当焊缝中含氧量在合理范围时,夹杂物的尺寸适中,针状铁素体AF含量最多。
Ti是缩小奥氏体相区元素。Ti在焊缝金属中除了脱氧作用外,还作为B元素过渡的保护剂。Ti的氧化物是较为有效的针状铁素体形核剂。
B是形成硼化物的主要元素。B对铁素体形核有重要作用。在焊缝中加入B时,必须同时加入Ti。Ti可以保护B不在电弧中氧化,同时也防止了B形成N化物。微量的B可以显著推迟铁素体在原奥氏体晶界处形核,促进晶内针状铁素体AF在硼化物上形核长大。当B、Ti在最佳含量时,可以获得最多的针状铁素体AF含量。
2.2.2 焊缝中夹杂物及含氧量的影响
焊缝中的夹杂物为富 Ti、Mn、Al、Si、S 的氧化物或复合氧化物,其主要结构类型如SiO2、MnO·SiO2、TiN、TiO2等。有关研究[5]认为,焊缝中夹杂物的尺寸、分布决定焊缝的组织。当夹杂物尺寸大于0.2 μm时,焊缝的组织主要是针状铁素体AF,而夹杂物尺寸为0.14 μm和0.16 μm时,将得到大量晶界铁素体PF。文献介绍,TiN夹杂物也能有效促进晶内针状铁素体的形核,TiN通常是从液相中首先析出的相,当MnS在TiN上析出时能强烈促进晶内铁素体的形成。关于MnS对晶内铁素体形核的作用有2种看法:第一种认为,MnS在氧化钛上析出能有效促进晶内铁素体形核;第二种认为MnS不能有效促进晶内铁素体形核。焊缝中夹杂物的尺寸与含氧量有关。如前所述,当焊缝中的含氧量在合理范围时,夹杂物的尺寸适中,针状铁素体AF含量最多。文献列举了国外研究实例,在Mn-Si系焊缝中,氧含量在0.014% ~0.07%之间变化时,焊缝的组织主要是晶界铁素体PF和魏氏状侧板条铁素体FSP,还有少量针状铁素体AF,其含氧量在0.05%以内可得到良好的韧性;但总体上看,组织变化不明显,焊缝韧性变化也不大。在Mn-Si-Ti-B系焊缝中,当氧含量在0.027%时,其组织主要是针状铁素体AF,含氧量在0.03%左右时,韧性达到最高值;含氧量更低或更高,组织发生变化,韧性都会降低。
2.2.3 焊缝冷却速度的影响
有研究者利用连续冷却膨胀计系统研究了冷却速度对焊缝金属组织的影响[5]。结果表明:①冷却速度很低(从800℃冷至500℃,冷却速度<1℃/s)时,焊缝主要组织是晶界铁素体PF,随着冷却速度增大,PF变细,并越来越受限于原奥氏体晶界,易在PF内表面产生魏氏组织的侧板条;②中等冷却速度(从800℃冷至500℃,冷却速度=15℃/s)时,焊缝组织是晶内针状铁素体AF和略粗的AF;③高冷却速度(从800℃冷至500℃,冷却速度>200℃/s)时,出现铁素体侧板条组织FSP,包括平行的铁素体板条(板条间是残余奥氏体、M-A组元或碳化物)。利用WM-CCT图可以确定合适的冷却速度,从而得到细小和均匀的针状铁素体组织。
3 熔敷金属韧性对热输入敏感机理
3.1 熔敷金属韧性保持高值的条件
表4是不同热输入条件下,采用IPS-PH自动图像分析仪实测的显微组织含量[6]。可以看出,该焊丝熔敷金属的显微组织中含有85%以上的针状铁素体AF,晶界铁素体PF和侧板条铁素体FSP的含量已经降至最小,其影响也被降至最小。同时也可看出,焊接热输入的变化并未引起显微组织组成间的较大波动。尤其对针状铁素体AF含量的影响,并没有出现通常观念上的焊接热输入增大,针状铁素体AF含量减少的结果。这表明,DW-100药芯焊丝熔敷金属的显微组织的形态和含量,对焊接热输入是不太敏感的。该试验也可解释表2和表3试验结果,只要熔敷金属保持85%以上的针状铁素体AF,无论何种热输入,其韧性仍可居高不下。诚然,始终保持85%以上的针状铁素体AF,对焊丝品质质量(或技术含量)提出了更高要求。

表4 焊接热输入对DW-100药芯焊丝熔敷金属显微组织的影响
3.2 熔敷金属韧性与焊接热输入关系
焊接热输入与焊丝熔敷金属韧性间关系比较复杂,并不是在热输入随意减小情况下都能获得满意的焊缝韧性。在考虑可操作性和焊缝质量前提下,主要取决于焊缝显微组织的控制效果。如图1所示,通过工艺参数变化,在热输入提高时,能获得熔敷金属韧性不减效果,靠的是焊缝显微组织中针状铁素体含量不减。这就是热输入与熔敷金属韧性间关系的内在联系。为什么热输入提高时,焊缝显微组织中针状铁素体含量不减,这是焊丝品质所决定的,也就是药芯组成(含制造技术)决定的。由于组成的不同,烧焊时对电弧热的吸收不同,有的焊丝具有“吃电流”(耐大电流)功能特性,当热输入较大时,焊缝的冷却速度变化并不明显,再加上药芯成分中某些元素的细化作用比较强烈,能有效控制焊缝中针状铁素体含量不减,当然熔敷金属韧性数值也不减。该类焊丝韧性对热输入的敏感性,说到底仍然是焊丝所具有的品质特性所决定。焊丝技术含量高,焊丝韧性对热输入不敏感;反之,焊丝技术含量低,韧性对热输入敏感。进一步探讨,涉及焊接冶金学问题。配方及生产工艺的先进性,不仅带来焊接操作参数宽松化,而且焊接热输入的大小变化不再是制约熔敷金属韧性的羁绊。
3.3 熔敷金属对热输入敏感机理
焊接热输入主要影响冷却速度,进而影响熔敷金属显微组织,针状铁素体含量变化是导致韧性敏感的内因。热输入大,熔敷金属冷速慢,混合组织中AF含量减少,晶粒粗大韧性降低;反之,热输入太小,熔敷金属冷速过快,混合组织中AF含量也减少,晶粒粗大韧性降低。只有在热输入保持居中数值时,熔敷金属冷速符合大量AF生成条件,晶粒细韧性指标数值较高。总之,焊丝熔敷金属对热输入敏感现象的实质,是熔敷金属韧性对形成针状铁素体数量的依赖性。一旦AF数量被其它因素所控制而保持数量不减少,熔敷金属韧性不再受控(或依赖)于热输入,焊丝的操作工艺变得宽松了。焊丝品质的改善和提高,可以免遭韧性对热输入敏感之忧,国外多数同类名牌焊丝具有该种特性。
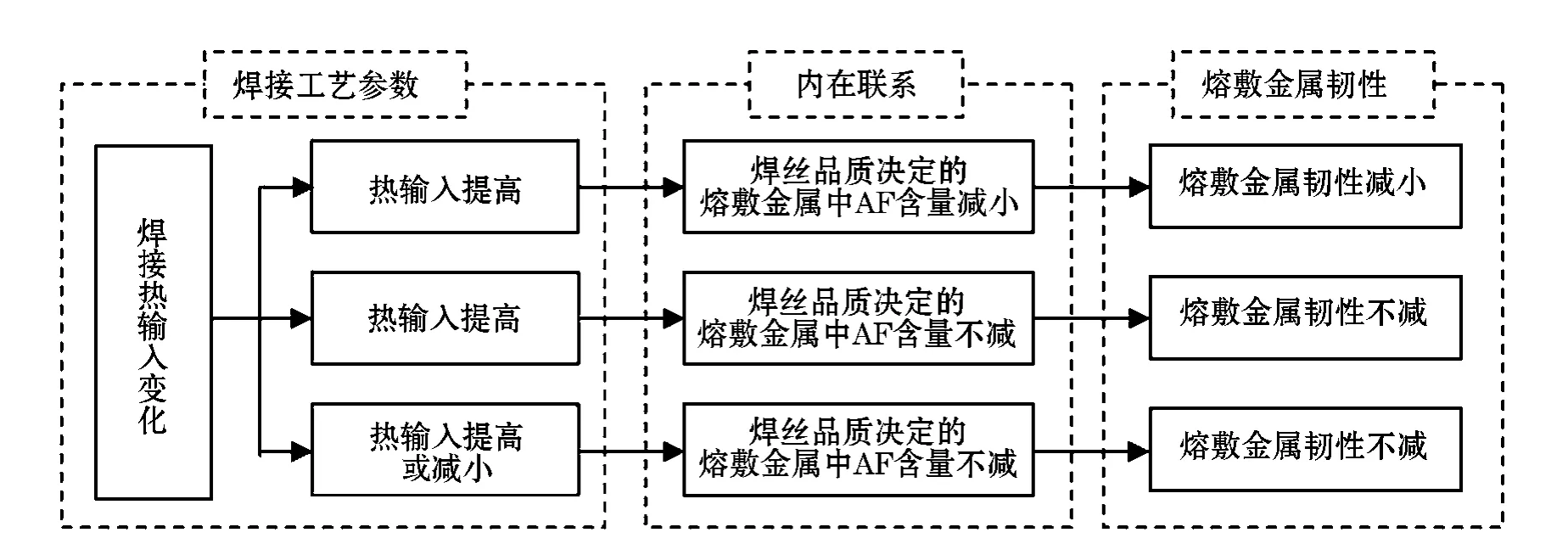
图1 热输入与焊丝熔敷金属韧性间关系
4 熔敷金属韧性对热输入敏感控制方法及应用
4.1 熔敷金属韧性对热输入敏感控制方法
对于焊丝熔敷金属韧性对热输入敏感性控制,工程上常用的是“工艺评定决定热输入”原则。该原则的特点首先是要最大限度发挥工艺评定科学性、可靠性,根据不同焊接位置选用合适的电流和电弧电压;其次要强调适合于施工现场使用。具体来说(图2),如果所用药芯焊丝经工艺评定属于焊接热输入敏感型(即随焊接热输入增大,熔敷金属低温韧性降低),应当选用较小的焊接热输入工艺,此时焊接速度应适当快一些,焊接电流和电弧电压应中等适度,熔滴过渡亦保持典型的滴状过渡形态。如果所用焊丝属于焊接热输入不敏感型,则选用较大的热输入工艺,此时焊接速度适度放慢,焊接电流和电弧电压及其匹配范围较宽,层间温度也较宽松(不是太低),充分发挥药芯焊丝高效、自动化优势。

图2 焊丝熔敷金属韧性对热输入敏感性控制原理
虽然说选用焊接热输入不敏感型焊丝最为理想,热输入数值大点、小点几乎没什么影响。然而目前国产药芯焊丝完全达到DW-100焊丝指标是不现实的。因此,对国产药芯焊丝焊接热输入的选用比较严谨、耐心,施工前需要进行认真的工艺评定。可以说,焊前的工艺评定是确定现场工程结构关键焊接参数和核心工艺技术的科学依据。这就是所谓的工艺评定决定焊接热输入选择原则的实际意义所在。
4.2 熔敷金属韧性对热输入敏感控制应用实例
上海江南造船集团公司用船板专用药芯焊丝进行了对接工艺试验[7]。试板是440 MPa级船板,试板规格500 mm×300 mm×16 mm,开50°V形坡口,钝边3~4 mm,间隙0~1 mm,水平位置,采用表5中实例①所列的工艺参数焊接。焊丝的操作工艺性良好,焊缝经X射线探伤,焊缝全部合格,符合GB3323的Ⅰ级标准。从表6可以看出,该钢接头力学性能与焊丝熔敷金属相比,其抗拉强度提高115 MPa,屈服强度升高150 MPa,断后伸长率降低4%,-40℃冲击吸收能量数值还不错,都在90 J以上。这种情况不仅与母材的熔入有关,而且与焊接热输入偏低相关。该文献还进行了平板对接横焊位置和立焊位置,以及T形角接头焊接工艺试验等。该项应用试验研究,明确了专用焊丝生产应用技术条件及关键工艺,从多艘同类型船的应用效果看,专用药芯焊丝完全满足现场施工要求。

表5 气保护药芯焊丝工程应用工艺参数

表6 药芯焊丝焊接热输入与接头( 熔敷金属) 力学性能的关系
天津大学和天津三英焊业公司联合研制了一种钛型低氢药芯焊丝SQJ501L,按照船检标准要求,用φ1.2 mm的SQJ501L药芯焊丝进行熔敷金属力学性能试验[8]。选用20 mm厚的D36钢板,开20°V形坡口,坡口根部间隙16 mm,并装有10 mm厚的垫板。焊道采用一层2道式,共7层14道焊满。层间温度120~140℃,每道焊缝厚度3.5 mm以下。采用表5中实例②所列的工艺参数焊接。从表6可以看出,该焊丝在中等偏上(16.6 kJ/cm)的热输入条件下,熔敷金属力学性能指标不仅符合有关标准,而且数值非常优秀,如-20℃冲击吸收能量数值分别为184、182、188 J,如此的全高值、稳定,表明偏高的焊接热输入也能获得十分满意韧性指标。该文献还进行了平板对接接头力学性能试验等。该焊丝性能符合相关标准要求,并且已取得德国、挪威和中国船级社的3YH5级认证。
综上所述,焊接热输入对钛型气保护药芯焊丝熔敷金属(或焊接接头)力学性能的影响,获得验证的有2种倾向:一种是焊接热输入偏低(11.5 kJ/cm),如实例①,接头的抗拉强度、屈服强度比熔敷金属升高,断后伸长率反而降低,可是,-40℃冲击吸收能量数值不低(虽然比焊丝熔敷金属的低)。另一种是焊接热输入中等偏上(16.6 kJ/cm),如实例②,焊丝熔敷金属的各项力学性能指标非常优秀。给人的印象是,中等偏上或偏低一点的焊接热输入都是合理的或可选的。可是,更多未予报道的施工现场,反馈回的信息是国产药芯焊丝对焊接热输入比较敏感,较大的热输入使焊缝韧性变差,工艺评定中一定要求严格控制热输入不能太大,否则,很容易出现低值冲击吸收能量。表明焊接热输入的控制,仍然是一个比较复杂和不太确定的因素,在一些情况下,必须经过反复试验,根据自己的经验处理为好。
5 结论
(1)焊丝熔敷金属韧性对热输入的敏感性有2种不同试验结果。
(2)焊丝熔敷金属的组织是以针状铁素体为主体的混合组织,化学成分、氧含量及冷却速度是该类焊丝熔敷金属组织特性变化的主要影响因素。
(3)针状铁素体AF含量变化是导致韧性敏感的内因;焊丝品质的改善和提高,可以免遭韧性对热输入敏感之忧。
(4)工程上常用“工艺评定决定热输入”原则来控制焊丝熔敷金属韧性对热输入敏感性,热输入的控制具有一定复杂性,应以实践经验处理为好。
[1] 中国机械工程学会.走向世界的中国焊接——关于2013年第18届德国埃森焊接与切割展览会的行与思[J].MT机械工程导报,2014(2):37-44.
[2] 孙咸.钛型渣系气保护药芯焊丝研究进展[J].焊接,2012(6):6-12.
[3] 田志凌,潘川,梁东图.药芯焊丝[M].北京:冶金工业出版社,1999.
[4] 韩海峰,吕奎请,肖庆华.药芯焊丝焊接工艺对焊缝力学性能的影响[J].电焊机,2011,41(3):95-96.
[5] 孙咸.气保护药芯焊丝熔敷金属组织的选择与控制[J].电焊机,2014,44(6):1 -6.
[6] 于圣甫,李志远,刘顺洪,等.高韧性药芯焊丝焊缝金属的显微组织[J].材料开发与应用,1999,14(3):20 -23.
[7] 凌纯.440 MPa级CO2药芯焊丝应用研究[J].金属加工(热加工),2010(14):30 -32.
[8] 张智,彭丽红,李英魁,等.钛型低氢药芯焊丝SQJ501L的研制[J].金属加工(热加工),2008(16):30 -32,35.
