纤维缠绕张力控制机构的结构及控制系统设计
2015-03-21张毅莉周庆贵
张毅莉,周庆贵
(1.连云港中复连众复合材料集团有限公司,江苏 连云港 222006)(2.淮海工学院,江苏 连云港 222005)
纤维缠绕张力控制机构的结构及控制系统设计
张毅莉1,周庆贵2
(1.连云港中复连众复合材料集团有限公司,江苏 连云港 222006)(2.淮海工学院,江苏 连云港 222005)
本文概述了纤维缠绕机的整体结构及工作原理,重点分析了计算机和数据采集卡为控制系统部件、交流伺服电机作为执行元件的张力控制机构的张力测量及精度控制装置和纤维纱安装的方法,介绍了基于A/D和D/A数据采集卡编程实现数据信号输入输出的程序基本结构和控制系统组成。
复合材料;缠绕机;张力测量;张力控制;结构设计;数据采集
1 引 言
纤维缠绕是玻璃钢生产中的重要成型工艺之一,纤维缠绕工艺是纤维在一定的预张力作用下,浸渍树脂粘结剂后,按照一定的线型有规律地排布在芯模上,在缠绕过程中,提高密实程度,进而提高制品的强度。在复合材料制品缠绕成型过程中,对纤维材料施加张力并对张力进行精密控制是十分重要的,施加张力可以使纤维拉直、驱除气泡、渗透树脂,使缠绕出的制品更加紧密,同时为了避免因张力过大造成纤维断裂而影响产品的质量。这又对缠绕张力参数的控制提出了更高的要求。
2 设备机构设计
计算机控制缠绕是用纤维预浸树脂通过特定的机械和控制,将已浸过树脂的纤维,按所要求的线型规律缠绕至芯模表面上,其性能水平对缠绕制品的质量和工作性能起着决定作用。
2.1 缠绕工艺
图1是缠绕工艺原理,玻璃纤维从带有张力控制的纱架引出,经过树脂浸透,进入安装在行走轨道的缠绕小车上的绕丝嘴,并按一定规律均匀缠绕在旋转的模具上。缠绕小车延轨道做纵向直线来回运动,绕丝嘴垂直轨道做径向进退运动。
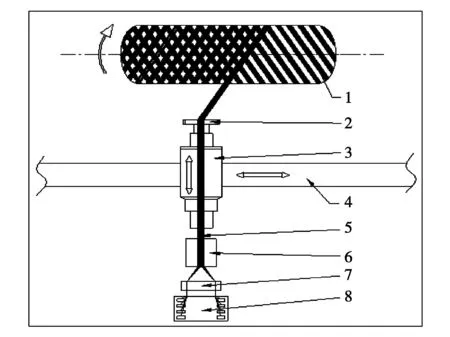
图1 缠绕工艺原理图1-模具;2-绕丝嘴;3-缠绕小车;4-轨道;5-纤维;6-胶槽;7-纤维测量反馈装置;8-纤维安装控制
主轴模具1由伺服电机根据要求通过减速机减速做均匀旋转,其旋转速度由编码器输出反馈;缠绕小车3由伺服电机根据所需的要求通过减速机减速延轨道4做纵向均速来回运动,其行走速度由编码器输出反馈;绕丝嘴2由伺服电机根据要求通过减速机减速做径向进退运动,其运动速度由编码器输出反馈。玻璃纤维5从带有张力测量反馈装置7的纤维安装控制8引出,经过胶槽6浸透树脂后,进入安装在缠绕小车3上的绕丝嘴2;主轴的旋转、小车的纵向运动和绕丝嘴的径向运动组成缠绕机的主运动,由计算机控制。由于纤维缠绕于模具上的张力直接影响到产品的质量,所以纤维的张力控制是非常重要的。
2.2 缠绕机结构
由于计算机控制纤维缠绕机是将纤维按照一定的规律均匀的缠绕在芯模上而成型的专用设备,组成主体的各部件可实现计算机控制三坐标。在满足工艺要求的前提下,又考虑结构的紧凑性,为此总体布局将主轴箱、尾座、轨道小车、绕丝嘴设计在一个主体框架上,并根据制品的大小设计成两工位缠绕,如图2。主轴、缠绕小车、绕丝嘴的运动均有数据反馈于计算机,输入所需的要求完成产品缠绕。
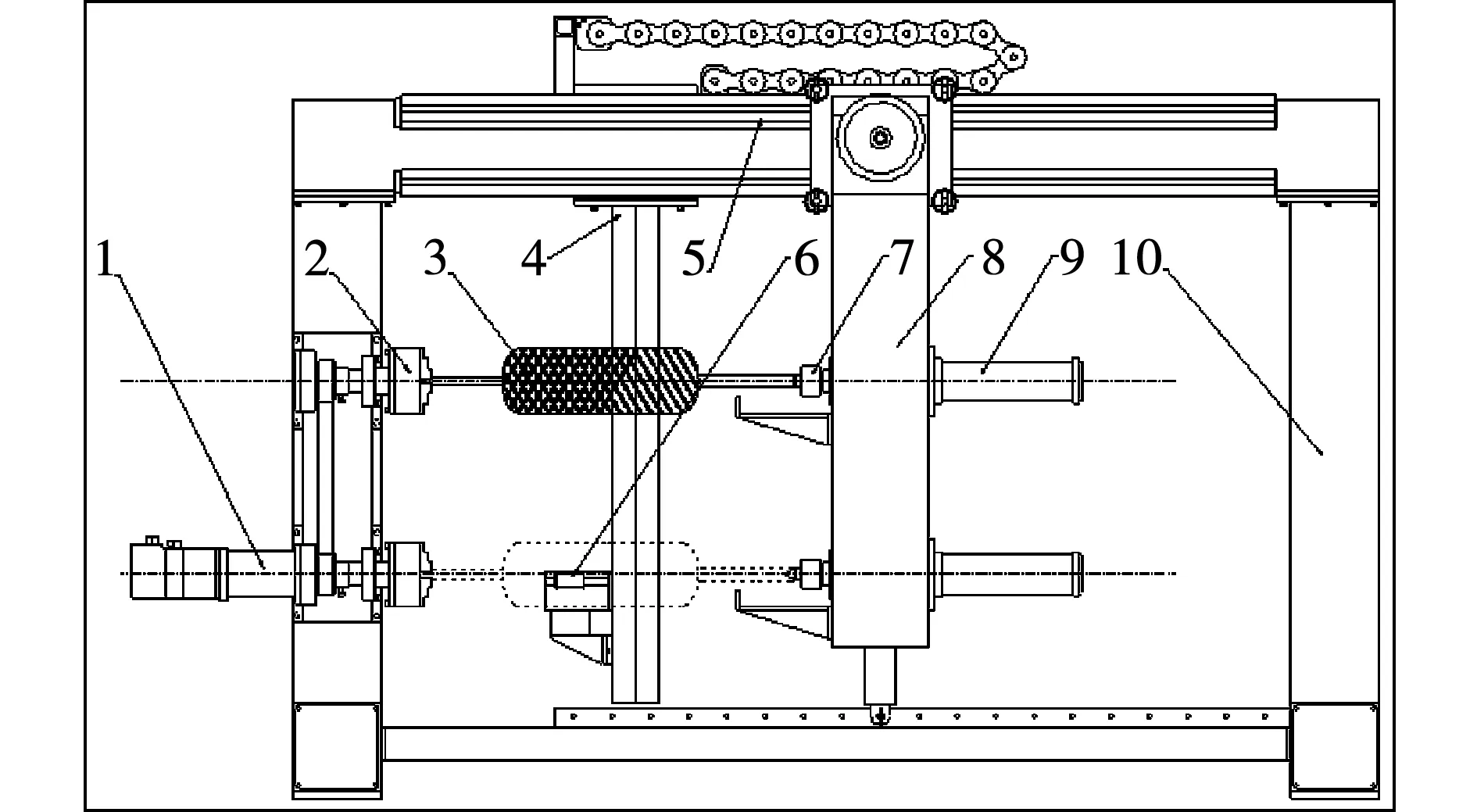
图2 缠绕机构1-主轴伺服电机;2-床头三爪卡盘;3-模具;4-缠绕小车;5-轨道;6-绕丝嘴;7-顶针;8-尾座;9-尾夹紧气缸;10-主框架
伺服电机1驱动主轴旋转,主轴端部安装有三爪卡盘2,三爪卡盘2可装夹不同规格模具3,尾部用气缸9推动顶针7快速将模具3对中夹紧,尾架8可根据模具长度调整位置后固定在主框架10上;绕丝嘴6安装在缠绕小车4上,缠绕小车4由伺服电机控制延轨道5纵向往复运动。
2.3 纤维张力控制机构
由于纤维的张力对产品质量有很大影响,纤维的张力控制显得尤为重要,为了保证纤维控制的精度,设计了单根纤维计算机控制。
图3是纤维控制机构,已绕成线团状的纤维,放在有独立支撑的安装架上,每根纤维由独立的伺服电机控制,可以保证每根纤维在缠绕的过程中张力相同。
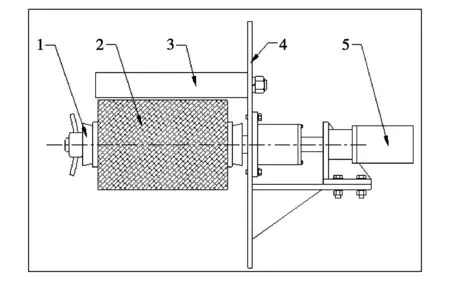
图3 纤维控制1-夹紧涨塞;2-纤维纱团;3-纤维过渡辊; 4-纤维安装架;5-伺服电机
纤维纱团2安装在由伺服电机5控制的输出轴上,用带锥度的涨塞1将纤维纱团2固定夹紧,可保证纤维在缠绕过程中无打滑,为使纤维平稳进入测量装置,结构上设计了一个长度超过纱团高的过渡辊3,纤维1从过渡辊3上方绕过进入测力装置。
图4是纤维张力测力反馈装置,纤维经过进出导向辊进入测力辊轮组,由测力传感器反馈单根纤维的张力。
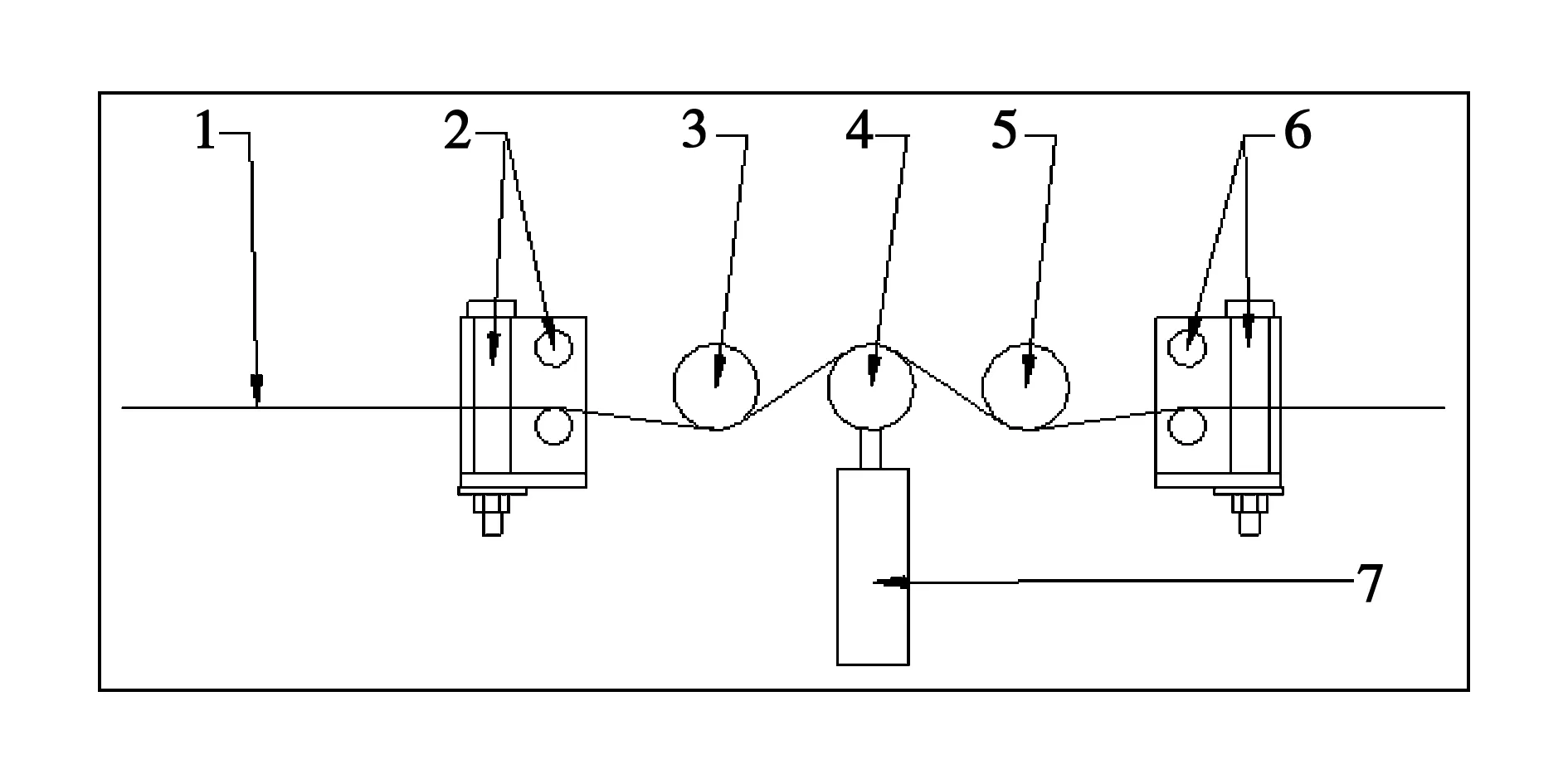
图4 纤维测量反馈装置1-纤维;2-纤维出导向辊;3-过渡轮;4-测力辊; 5-过渡轮;6-纤维进导向辊;7-传感器
纤维1从成井状的进导向辊6进入测力反馈装置,再从成井状的出导向辊2出测力反馈装置,纤维1由过渡轮3和过渡轮5调整走向,使纤维1始终接合在测力辊4上,将纤维1的拉力无间断的传到传感器7上。
3 控制系统的程序设计
3.1 控制系统的组成
图5为张力控制系统的组成框图。控制系统的核心部件是研华工控制机,信号的A/D和D/A转换分别采用研华PCL-818HG和PCL-727数据板卡,此类板卡可用于各类电信号的采集、数据处理和控制运算后的电信号输出。PCL-818HG数据采集卡将从外界获取的各种电信号转换为统一的数字信号传递给计算机,并接收计算机传来的数字或控制信号;PCL-727数据输出卡将模拟或数字信号传递给外部设备。
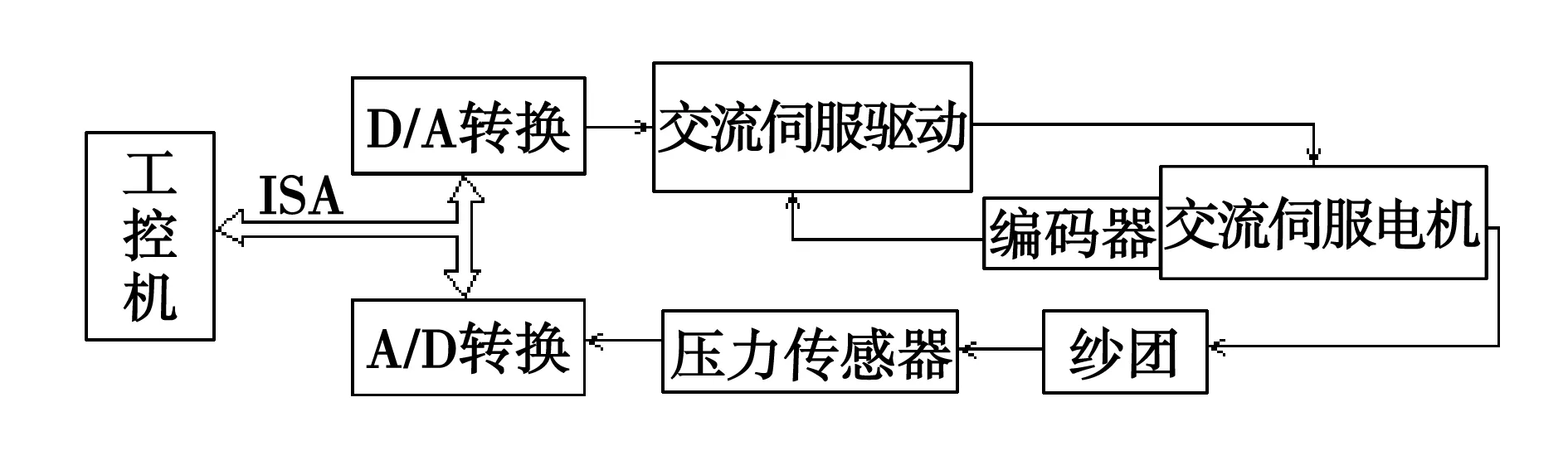
图5 张力控制系统结构
交流伺服电机为执行元件,控制纱团的转速以调节张力,压力传感器检测纱团的动态张力值,进行A/D转换形成反馈信号。与交流伺服电动机同轴相联的编码器,将电机的转速信号反馈至交流伺服驱动器,并设定驱动器为恒转矩控制方式。
3.2 A/D采集卡的设置程序
由于VB并不提供对计算机外设进行底层操作的语句或函数,因而要利用DLL技术实现I/O控制,才能实现对I/O端口的控制与访问。动态连接库(DLL)是一种函数库,应用程序可以在运行时链接并使用它。
图6(a)为多通道数据采集程序流程图。其中DRV-DeviceOpen函数为初始化指定设备,DRV-DeviceClose函数用于关闭DRV-DeviceOpen函数打开的设备,并释放所分配的存储空间,DRV_MAIConfig函数对设置采样通道的电压输入范围。DRV-MAIVoltageIn函数为获取相应端口的模拟电压信号,该函数被调用一次就对通道的设置完成一次I/O操作,重复调用DRV-MAIVoltageIn函数则可获取相应端口的模拟电压信号。表1为A/D板卡初始化及数据采集的主要编程方法。

图6 数据输入输出流程图
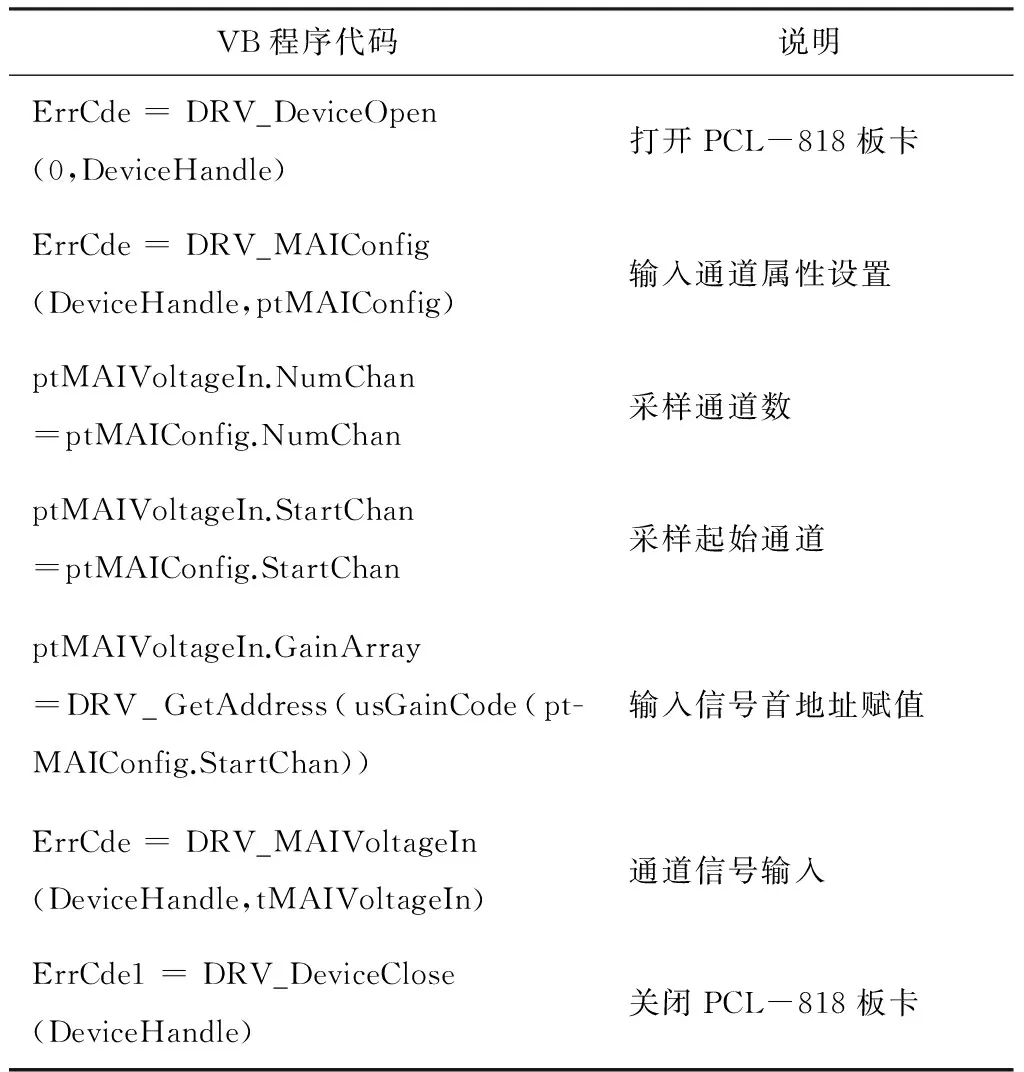
VB程序代码说明ErrCde=DRV_DeviceOpen(0,DeviceHandle)打开PCL-818板卡ErrCde=DRV_MAIConfig(DeviceHandle,ptMAIConfig)输入通道属性设置ptMAIVoltageIn.NumChan=ptMAIConfig.NumChan采样通道数ptMAIVoltageIn.StartChan=ptMAIConfig.StartChan采样起始通道ptMAIVoltageIn.GainArray=DRV_GetAddress(usGainCode(pt-MAIConfig.StartChan))输入信号首地址赋值ErrCde=DRV_MAIVoltageIn(DeviceHandle,tMAIVoltageIn)通道信号输入ErrCde1=DRV_DeviceClose(DeviceHandle)关闭PCL-818板卡
3.3 D/A输出卡的设置程序
图6(b)为多通道数据输出程序流程图。其中DRV-DeviceOpen和DRV-DeviceClose函数为打开和关闭设备,DRV_AOConfig函数为模拟输出通道的设置,DRV-AOVoltageOut( ):该函数被调用一次就对通道的设置完成一次I/O操作。重复调用DRV-AOVoltageOut函数则可从相应端口输出模拟电压信号。表2为D/A板卡初始化及数据采集的主要编程方法。
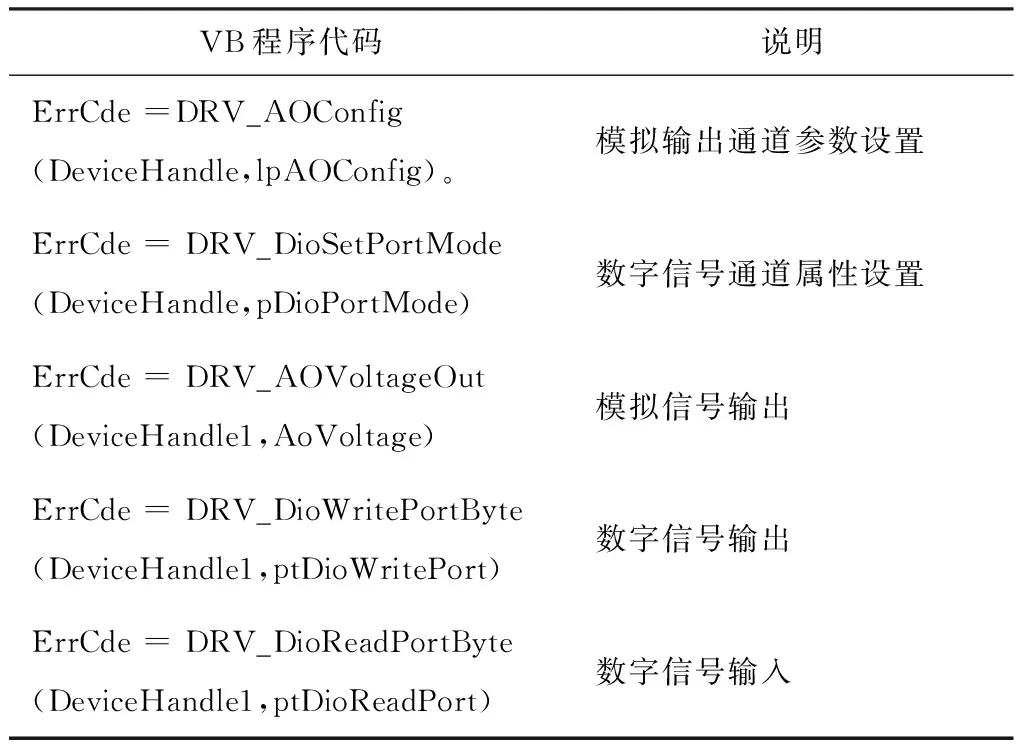
表2 D/A卡主要DLL函数配置
4 结 语
基于计算机控制的纤维缠绕张力控制机的研制,具有参数设置方便,界面友好,控制精度满足工艺要求。本文介绍了机构的结构设计和DLL技术实现VB编程环境下多通道数据信号的检测的方法。该机床在实际生产使用中具有明显的优点。
[1] 方立,周晓东.连续纤维增强热塑性复合材料的浸渍及其缠绕成型[J].纤维复合材料,2008,25(3):27-29.
[2] 周庆贵.纤维缠绕计算机张力控制系统的设计[J].机床与液压,2008(7):267-269.
[3] Advantech Co.Ltd.PCL-818HG User’s Manual[Z].1994.
[4] Advantech Co.Ltd.Advantech DLL Drivers User’s Manual[Z].1999.
[5] 范逸之,廖锦棋.Visual Basic与数字输入输出适配卡控制[M].北京:清华大学出版社,2003.
Design of Structure and Control System of the Fiber Winding Tension Control Mechanism
ZHANG Yili1,ZHOU Qinggui2
(1.Lianyungang Zhongfu Lianzhong Composites Group Co.,Ltd.Lianyungang,Jiangsu 222006 ) (2.Huaihai Institute of Technology,LianYunGang,JiangSu 222005 )
This paper outlines the overall structure and working principle of the filament winding machine.The tension measurement and precision control device and method for fiber yarn installed actuators of tension control mechanism based on PC and data acquisition cards which actuators are AC servomotors are mainly discussed.The principle to develop data input and output signal based on A/D and D/A data acquisition card is introduced in this paper.
composite materials; winding machine; tension detection; tension control; mechanical architecture design; data acquisition
2014-11-06)
张毅莉(1963-),女,江苏人,本科,高级工程师。研究方向:复合材料制品的制作设备、模具、工装的开发设计。E-mail:zhangyili@lzfrp.com.
