反应堆压力容器专利技术分析
2015-03-20苏嘉赓于溯源
石 倩,梁 莉,*,苏嘉赓,于溯源
(1.国家知识产权局 专利局,北京 100088;2.清华大学 核能与新能源技术研究院,北京 100084;3.清华大学 燃烧能源中心,北京 100084)
反应堆压力容器是核安全保证的关键因素之一,在安全等级上属于核Ⅰ级设备,对其材质、制造、工艺、检验等方面的要求远高于常规压力容器。近些年来,随着技术和工艺的不断发展以及人们对核安全要求的不断提高,压力容器的制造逐步采用更加先进的设计方法、更高性能的材料及工业化的加工工艺,尤其是在日本核事故后,相关技术、材料及加工工艺向提高核反应堆安全性和可靠性方向发展,而技术、材料及加工工艺的发展在各国家的专利中也得到了充分体现。通过对有关反应堆压力容器的专利进行分析,工程技术人员不但能更好地理解不同设计构思的演变过程,总结其中相关的技术特性,而且可在一定程度上为第3、4代先进反应堆设备的设计提供更科学合理的设计思想。本文基于对中国专利文献库和世界其他国家专利文献库的检索,对反应堆压力容器的相关专利技术作出初步分析。
1 国内压力容器专利分析
我国的反应堆压力容器制造技术在持续发展,如上海锅炉厂为秦山二期提供一台反应堆压力容器;东方电气集团承担了岭澳二期的反应堆压力容器供货;中国第一重型机械集团公司曾为巴基斯坦恰希玛核电站一期工程和秦山二期扩建工程提供反应堆压力容器。尤其是中国第一重型机械集团公司与中国广核集团有限公司联手推进百万千瓦级反应堆压力容器的国产化,使红沿河一期工程率先采用了我国自主开发、制造的核反应堆压力容器,标志着我国百万千瓦级核岛主设备的制造实现国产化[1]。随着我国反应堆压力容器技术的发展,相关专利的申请量也稳步增长,通过对2012—2014年在中国公开的有关核压力容器方面专利的统计,公开的专利和专利申请数量增长迅速,由2012年的84件上升至2013年的156件和2014年1—9月的111件。该数量的增长在一定程度上反映了近年来在世界核能发展低谷时期,我国的核能产业技术仍保持了较快的发展势头,申请人数量的增加也体现出越来越多的科研力量正投入到这个领域中。这些专利所涉及的技术更新主要涉及以下3方面。
1.1 结构改进
反应堆压力容器的结构形式因堆型的不同而存在差异[2],国内对于压力容器结构的改进主要是对其各组成部分细部构造上的优化。如专利申请CN103187109 A[3]提出了一种反应堆压力容器下封头,如图1所示。该反应堆压力容器下封头为一体式锻制而成的半球碗状结构,在反应堆压力容器下封头内壁上部对称设置4个堆芯支承凸台。由于该设计扩大了下腔室入口流通面积,使得下腔室流道入口流速降低至合理范围,减小了对吊篮激振振幅的影响。该下封头采用一体式锻制而成,较分体式下封头的设计减少了1条主焊缝,从而降低了反应堆压力容器在役检查的难度,应力分析评定下封头设计裕量增大。
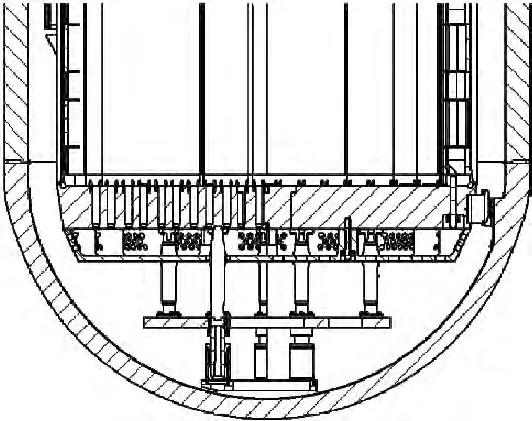
图1 反应堆压力容器示意图Fig.1 Schematic of reactor pressure vessel
1.2 材料改进
反应堆钢压力容器通常采用含锰、钼、镍的低合金钢制造[4],为了抗腐蚀,压力容器内壁需堆焊一层不锈钢[5]。压力容器材料的改进主要涉及整体材料强度的改进及内表面材料质量的改进。如专利申请CN103632735 A[6]提出了一种新型核反应堆压力容器材料,同时提供了该材料的制备方法。通过该方法将作为基体的低合金钢材料与耐腐蚀的不锈钢层结合在一起,制备出可用于反应堆压力容器制造的新型复合材料,特定的金属含量及新的制备方法使两种金属材料结合强度高,可经受后续锻造、轧制等机加工工序而不脱离。应用该材料制造压力容器,可替代堆焊工艺,使抗腐蚀层与基体结合更加紧密,不易发生开裂,内表面平整度好,提高了压力容器的耐腐蚀性能并降低了造价。
1.3 制造工艺改进
制造工艺改进主要是对加工工艺和加工装置的改进与开发,如专利申请CN103962692 A[7]提出了一种核电站控制棒驱动机构与压力容器顶盖管座的焊接方法,如图2所示。该方法的步骤为:选用非熔化极惰性气体保护自动焊对嵌有填充环的控制棒驱动机构与压力容器顶盖管座进行焊接,并将焊接过程自起弧开始分为两段;两段焊接分别采用不同的焊接工艺参数,且第2段的焊接热输入大于第1段的焊接热输入。与现有技术[8]相比,本发明采用分段焊接方法对控制棒驱动机构耐压壳与反应堆压力容器顶盖管座进行焊接,由于第2段的焊接热输入大于第1段的焊接热输入,因此明显减少了焊缝的起弧与收弧的搭接部位产生部分焊缝宽度变窄的情况,从而有效地保证了焊缝宽度及焊接质量。

图2 焊接方法示意图Fig.2 Schematic of welding method
再如,专利申请CN104010761A[9]提出了一种自动焊接装置,可用于焊接和修复压力容器等高辐射区域的核反应堆主设备的异质材料部位的某一点,其主体可沿圆环状导轨旋转,多个焊接部件可基于3个不同轴中的任意1个轴为中心旋转或往复运动,从而使自动焊接装置能在有限的空间内更自如地运行,有效提高了焊接装置的空间适应性。
2 国外压力容器专利分析
欧美、日本等国家反应堆压力容器的生产已较成熟,百万千瓦级核反应堆压力容器主要制造商有法国法玛通核能公司、日本三菱重工业股份有限公司、韩国斗山集团等。通过对2012—2014年涉及核压力容器方面的公开的外国专利和专利申请的统计,发现近3年来公开的专利和专利申请数量基本保持平稳,具体为2012 年182 件、2013 年225 件 和2014 年1—9月112件。在对申请人所属国的统计中发现,接近90%的专利和专利申请来自日本和美国,其中日本占52%,美国占38%。究其原因,这与两国核工业发展应用水平高及日本海啸带来的核事故有关。这些专利所涉及的技术更新与国内的侧重点明显不同,主要涉及以下2个方面。
2.1 特殊情况下的核设备安全技术
对于需要将反应堆内部熔化的核物质快速移除,专利申请JP2014070946 A[10]提出了一种核燃料物质的取出方法,即能实现压力容器内部核燃料物质的快速取出,如图3所示。该方法包括使用进入装置来压碎压力容器内熔化的核燃料物质,使切割装置移动入核反应堆内。熔化的核燃料物质被插入切割元件内部空间的用于熔化核燃料物质的压碎元件切割。核反应堆压力容器设置在反应堆的密封外壳内的支架上,压力容器流下的熔化的核燃料物质落入支架的内部空间内。放射性废料处理房与反应堆房侧壁的开口相通,包围反应堆密封外壳的遮挡部设置有操纵杆驱动机构闸门,该闸门为面向放射体遮挡部的开口通道。多关节进入装置在该通道内的第2放射线遮挡室内移动,多关节臂顶端的破碎机将熔化的核燃料物质压碎。破碎片由多关节臂端部的夹具移出反应堆密封外壳。

图3 核燃料碎片移除结构示意图Fig.3 Schematic of removing crushed piece of nuclear fuel material
对于突发事故需冷却反应堆,专利JP2014137237A[11]提出了一种堆芯冷却装置,如图4所示。采用在压力容器下方设置装有冷却水的凹凸冷却盘来增大冷却面积,提高冷却效率,并防止堆芯冷却时向外扩散放射性物质。
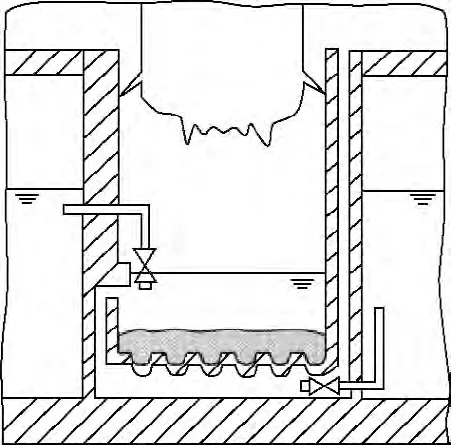
图4 冷却装置示意图Fig.4 Schematic of cooling apparatus
除上述之外,专利申请JP2014081219 A[12]提出了一种在无交流电力供应时的反应堆冷却装置。专利申请JP2014089134A[13]提出了一种在海啸、空袭甚至暴雨导致洪水泛滥等极端情况下的核电站安全设施。此类专利数量极多,究其原因,与日本之前经历的核电安全危机有关,使得日本极其重视核电安全方面的技术更新,尤其是突发状况下的应对措施。
2.2 环保改进
与日本相比,美国的专利则比较侧重于环保排放方面。如专利申请 US2014010340 A1[14]提出了一种核反应堆主容器通风系统的过滤器,如图5所示。该湿式过滤器采用斜向下的支管,支管具有若干个出口,这些出口通过浸没在压力容器内水池中的1级金属纤维过滤器相通。除雾器悬设在水池的顶部,用于在经过连接有第2支管的2级高密度干燥金属纤维过滤器前,去除过滤后流出物的湿气。该第2支管连通压力容器的大气排放出口,其目的是用于分离容器降压过程中排放气体中的放射性物质,使得在严重事故中减少容器内气体排放中的放射性流出物和辐射,且该设备可连接在现有通风系统中,节省空间,能去除被捕捉的裂变产物的衰变热,提高过滤效率。
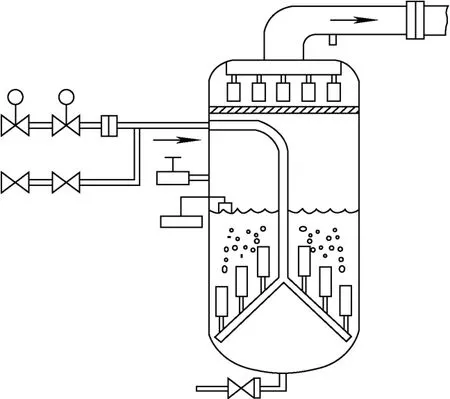
图5 核反应堆主容器通风系统的过滤器示意图Fig.5 Schematic of filter for nuclear reactor containment ventilation system
3 结论
本文基于对中国专利文献库及世界其他国家专利文献库的检索,对反应堆压力容器的相关专利技术进行了初步分析。通过本文的统计与举例分析,可看出我国在积极发展核电建设,我国压力容器的研究方向主要限于对一些现有装置的优化改进;日本由于核事故的影响,在压力容器的改进方面更侧重于事故排放和缓解;美国则更加注重环保效应。
[1] 束国刚,上官斌,何大波.核电设备国产化推进工作实践[J].电力技术经济,2009,21(3):7-12.SHU Guogang,SHANGGUAN Bin,HE Dabo.Practice on promoting nuclear power equipment localization in China Nuclear Power Engineering Company[J].Electric Power Technologic Economics,2009,21(3):7-12(in Chinese).
[2] 童双双,郭兴隆.AP1000与CPR1000反应堆压力容器结构对比分析[J].科技创新与应用,2012(25):69-70.
[3] 上海核工程研究设计院.一种反应堆压力容器下封头:中国,CN103187109A[P].2012-10-03.
[4] 李承亮,张明乾.压水堆核电站反应堆压力容器材料概述[J].材料导报,2008,22(9):65-68.LI Chengliang,ZHANG Mingqian.Overview of reactor pressure vessel steel in PWR nuclear power plants[J].Materials Review,2008,22(9):65-68(in Chinese).
[5] 谷兴年.核压力容器耐蚀层的堆焊[J].石油化工设备,1986,15(1):10-16.
[6] 魏玲,段绵俊,李小全.一种新型核反应堆压力容器材料:中国,CN103632735A[P].2014-03-12.
[7] 中广核工程有限公司,中国广核集团有限公司.核电站控制棒驱动机构与压力容器顶盖管座的焊接方法:中国,CN103962692 A[P].2014-08-06.
[8] 匡艳军,黄宗仁.反应堆压力容器主要焊缝结构及特点[J].金属加工(热加工),2008(20):21-24.
[9] 斗山重工业株式会社.自动焊接装置:中国,CN104010761A[P].2014-08-27.
[10]日立GEニュークリア·エナジー株式会社,株式会社日立パワーソリューションズ.原子力プラントにおける核燃料物質取り出し方法:JP,2014070946[P].2014-04-21.
[11]日立GEニュークリア·エナジー株式会社.溶融炉心保持装置及びそれを備えた原子炉格納容器:JP,2014137237[P].2014-07-28.
[12]株式会社東芝.原子力プラントおよび静的格納容器冷却系:JP,2014081219[P].2014-05-08.
[13]日立GEニュークリア·エナジー株式会社.原子力発電プラントの安全対策設備:JP,2014089134[P].2014-05-15.
[14]Westinghouse Electric Co LLC.Filter for a nuclear reactor containment ventilation system:US,2014010340[P].2014-01-09.
