真空挤压成型机常用机头的构造及板料折弯式流线形机头的设计制造
2015-03-19蔡祖光
蔡祖光
(湖南省海诺电梯有限公司,湘潭 411104)
1 前言
目前,真空挤压成型机是劈开砖(也称劈离砖或劈开砖)、陶板、空心棚板、陶瓷辊棒、陶瓷柱塞、窑具及蜂窝陶瓷等制品塑性挤出成型的关键设备。按坯体的挤出方位可大致区分为卧式真空挤压成型机和立式真空挤压成型机,因立式真空挤压成型机挤出的坯体传送困难等原因,所以在劈开砖、陶板、陶瓷辊棒、陶瓷柱塞、窑具及蜂窝陶瓷等制品的实践生产过程中通常仅采用卧式真空挤压成型机。卧式真空挤压成型机按螺旋(绞刀)轴的多少又可分为单轴真空挤压成型机、双轴(上轴为搅泥螺旋轴、下轴为挤泥螺旋轴)真空挤压成型机和三轴(上部搅泥部分为两根搅泥螺旋轴、下轴为挤泥螺旋轴)真空挤压成型机等。考虑到三轴真空挤压成型机上部搅泥部分为两根逆向旋转的分别安装左旋螺旋和右旋螺旋的搅泥轴迫使陶瓷泥料(为了描述方便,以下简称泥料)产生强烈的对搅、混匀和搓揉等作用,从而实现对泥料的充分破碎、搅拌、揉练及混合均匀等功能。所以泥料经三轴真空挤压成型机处理后,通常可获得比单轴真空挤压成型机和双轴真空挤压成型机产品质量更好、成品率更高的坯体,这正是目前国内外劈开砖、陶板、陶瓷辊棒、陶瓷柱塞、窑具及蜂窝陶瓷等生产企业广泛应用的真空挤压成型机几乎都是三轴真空挤压成型机的主要原因。
尽管真空挤压成型机的种类繁多,但从真空挤压成型机的挤出装置螺旋推进器(也称最末端挤泥螺旋)的终止处到机嘴(俗称成型模具)之间的部分通常称之为机头(也称为挤压筒),劈开砖、陶板及空心棚板等扁平形制品塑性挤出成型采用的机头几乎都是由圆柱形逐渐过渡到矩形的特殊筒体,如图1所示。其功用是促使泥料在螺旋推进器的作用下,逐渐挤压成为结构致密、向机嘴方向整体移动的泥段。由此可见,真空挤压成型机机头的构造及其设计制造质量与坯体的质量密切关联,尤其是机头两端面的形状位置精度越高、内腔工作表面越平整光洁,就越能最大限度地减少泥料的分层及摩擦发热等,从而优化泥料的挤出成型工艺性能。所以,改善机头的构造并努力提高其设计制造质量,对提高劈开砖、陶板及空心棚板等扁平形等制品的产品质量及企业的经济效益等具有非常重要的意义。
2 常用机头的构造及弊病
目前,劈开砖、陶板及空心棚板等扁平形制品的塑性挤出成型的关键设备——真空挤压成型机常用机头的构造方式主要是铸造式机头和板料焊接式机头两种。
2.1 铸造式机头
铸造式机头的结构示意图如图1所示,它是目前国内外真空挤压成型机应用最早及最广泛的机头,通常采用优质碳素结构铸钢或铸不锈钢等铸造成型,采用消除铸造应力退火后,经金属切削加工后,再经打磨抛光其内腔工作表面后即可。
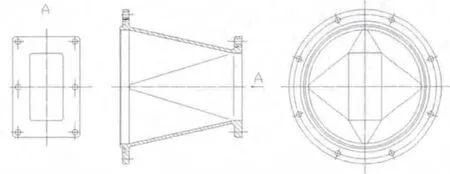
图1 铸造式机头的结构示意图
铸造式机头的缺陷主要表现在两方面,第一是需要制作造型用模型和芯模(模型和芯模简称木模),显然其生产周期较长;第二是由于铸造属于热加工的范畴,生产工艺非常复杂,不但加工余量特别大,浪费原材料,而且操作控制不当易造成质量隐患甚至成为废品,在实践生产中也是屡见不鲜的。尤其是造型时型腔、模芯的同轴度偏差大,易造成铸件“错箱”、“飞边”、夹砂、气孔和缩松等缺陷,导致机头两端面的形状位置精度差和内腔工作表面粗糙及凹凸不平等,严重影响机头的加工制造质量等。即使经金属切削加工后,仍不能消除机头两端面的同轴度误差大的弊病,其后果是当坯体挤出成型时,由于坯体条(俗称泥条)两侧挤出成型速度相差较大,导致泥条呈“S型”弯曲前行,即使看起来泥条呈“直线”前行,由于泥条内部存在较大的内应力,当切断制成坯体后,再经后续工序(如干燥及烧结等)时极易产生变形和裂纹等。严重时,甚至泥条刚挤出时就分裂成许多碎块,根本成型不了坯体。
虽然通过优化铸造式机头的结构设计,改善其铸造工艺流程,可有效地减少铸造式机头两端面的同轴度误差及其内腔工作表面的打磨抛光工作量,但仍不能从根本上消除铸造式机头两端面的同轴度误差大及其内腔工作表面粗糙凹凸不平的致命缺陷。即使采用精密铸造工艺可消除此缺陷,但因机头的体积大、结构复杂,其胎模具的设计制造困难,显然其生产费用昂贵。对单件小批量生产方式的机头来说,采用精密铸造工艺也是得不偿失的。同时,考虑到目前广泛应用的Q235-A等普通碳素结构钢板表面平整光洁并且塑性及焊接性良好,又易于采购及成本低廉等。因此,利用Q235-A等普通碳素结构钢板制成板料焊接式机头是消除铸造式机头两端面的同轴度误差大及其内腔工作表面粗糙凹凸不平的最有效地途径。因此,随着科学技术的发展,铸造式机头已逐渐被板料焊接式机头所取代。
2.2 板料焊接式机头
板料焊接式机头就是采用塑性及焊接性良好的Q235-A等普通碳素结构钢板折弯成圆锥筒;然后再用Q235-A等普通碳素结构钢板替代部分圆锥筒成为圆锥——四棱锥组合筒体;最后经焊接、金属切削加工及打磨抛光其内腔工作表面之焊缝表面等制成板料焊接式机头如图2所示。
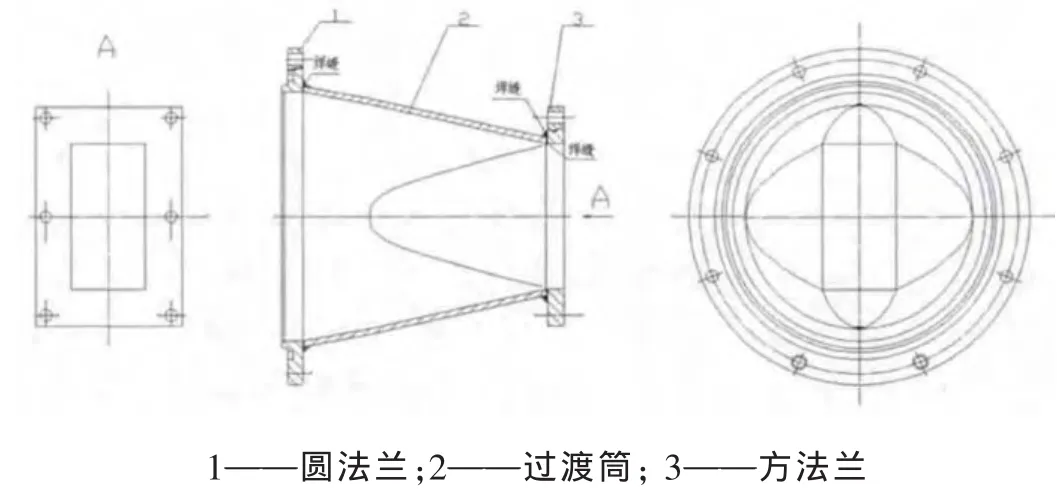
图2 板料焊接式机头的结构示意图
板料焊接式机头由圆法兰、方法兰及过渡筒(圆锥—四棱锥组合筒体)三部分组成。圆法兰和方法兰可采用24~30 mm厚的Q235-A等普通碳素结构钢板经粗加工(金属切削加工)后制成;过渡筒(见图3)是由6~8 mm厚的Q235-A等普通碳素结构钢板折弯成型及焊接成圆锥筒后,再用6~8 mm厚的Q235-A等普通碳素结构钢板替代部分圆锥筒成为圆锥—四棱锥的组合筒体。考虑到真空挤压成型机常用机头的轴向尺寸接近圆法兰内孔的直径,其圆锥筒的大端内圆直径也等同于机头圆法兰的内孔直径,小端内圆直径则等同于机头方法兰的方孔 (矩形)的对角线长度。若以小端内圆中心为机头方法兰的方孔中心并作小端内圆的内接矩形WXYZ(见图3),再以圆锥筒的大端面为基准轴向移动一段距离 (考虑到便于施焊及减少焊接变形等原因,常轴向移动50 mm左右),并获得该外圆的大小尺寸,以分别经过小端内圆内接矩形WXYZ的四边及该外圆的四平面交外锥面于P、Q、S、T四点(见图3),即通过P、Q、S、T四点依次与矩形WXYZ的边ZW、WX、XY、YZ做四个平面;然后沿这四个平面利用手工氧气乙炔火焰切将圆锥筒上的多余部分 (弧型片),打磨切割边残渣及去除毛刺后;再采用厚度为6~8 mm的Q235-A等普通碳素结构钢板1和钢板2焊接在圆锥筒去除弧型片的相应部位,打磨抛光型腔内、外各焊缝表面,即得圆锥—四棱锥组合筒体,即获得过渡筒;再将圆法兰、过渡筒和方法兰焊接成一整体后获得机头毛坯;最后经精加工(金属切削加工)及打磨抛光各焊缝表面等即可获得板料焊接式机头(见图3)。
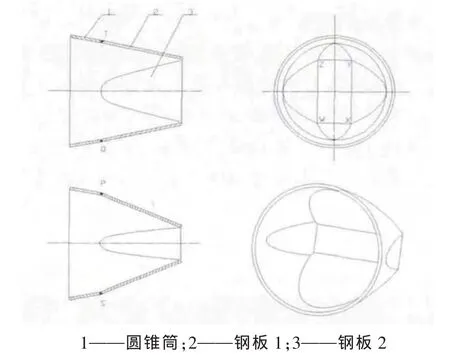
图3 过渡筒的结构示意图
虽然板料焊接式机头克服了铸造式机头加工余量特别大、两端面的形状位置精度差(如:同轴度误差大)、夹砂、气孔、缩松 、“飞边”、内腔工作表面粗糙及凹凸不平等缺陷,但其内腔型面是由圆锥形突然转变成四棱锥形,而不是渐变式光滑过渡型腔。按照流体力学中非牛顿型流体的流动规律可知,非牛顿型流体流经非渐变式光滑过渡型腔管路时,其能量损失(摩擦阻力)特别大。假如劈开砖、陶板及空心棚板等扁平形制品挤出生产过程中的泥料,我们可近似地认它为是一种非牛顿型流体。那么,当坯体挤出成型时,泥料流经截面尺寸突然变化(非渐变式光滑过渡型腔)的板料焊接式机头时,泥料所受的摩擦阻力特别大,易造成泥料发热严重,有时甚至恶化泥料的塑性成型工艺性能,其后果是成坯率低、产品质量差、产量低等弊病。同时,理论研究及实践生产经验也表明:消除此弊病的最有效地途径是改善机头的结构设计,采用机头的设计制造新方法——板料折弯成型后再焊接成截面形状渐变式光滑过渡流线形机头——板料折弯式流线形机头。
3 机头的设计制造新方法——板料折弯式流线形机头
通过改善机头的结构设计,利用板料折弯后焊接成一端为圆形另一端为矩形的渐变式光滑过渡流线形压缩筒,再与圆法兰、方法兰焊接成机头毛坯,最后经金属切削加工后及打磨抛光其内腔工作表面之焊缝表面即可获得板料折弯式流线形机头如图4所示。
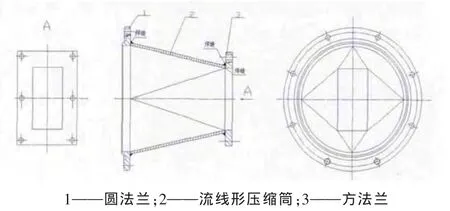
图4 板料折弯型流线形机头的结构示意图
板料折弯型流线形机头由圆法兰、方法兰及流线形压缩筒三部分组成,其中圆法兰和方法兰是由24~30 mm厚的Q235-A等普通碳素结构钢板经粗加工 (金属切削加工)后制成,流线形压缩筒可由6~8 mm厚的Q235-A等普通碳素结构钢板经数控火焰切割机或手工氧气乙炔火焰切割下料后,打磨切割边残渣及去除毛刺后,经板料折弯机折弯成型后制成渐变式光滑过渡流线形压缩筒;然后再将圆法兰、流线形压缩筒和方法兰焊接成为机头毛坯,最后经精加工(金属切削加工)及打磨抛光焊缝表面后即可获得板料折弯式流线形机头(见图4)。
3.1 圆法兰和方法兰的制作
板料折弯焊接式流线形机头的圆法兰和方法兰可采用24~30 mm厚的Q235-A等普通碳素结构钢板制成,常采用数控火焰切割机或手工氧气乙炔火焰切割下料后,圆法兰经车削加工好内、外圆柱面(定位外圆柱面、密封沟槽及端面焊后才能加工)即可;方法兰则经铣削和刨削或铣削和插削内、外型面(端面焊后才加工)即可。
3.2 流线形压缩筒的制作
流线形压缩筒常采用6~8 mm厚的塑性及焊接性能良好的Q235-A等普通碳素结构钢板经数控火焰切割机或手工氧气乙炔火焰切割下料后,去除切割边残渣及毛刺后,再经板料折弯机折弯成型后,最后焊接成一端为圆形另一端为矩形的渐变式光滑过渡流线形压缩筒 (见图5),其生产制作过程包括板料的展开下料、折弯成型及拼焊等工序。
3.2.1 折弯板料的展开设计——展开图
(1)尺寸计算
板料折弯成型生产经验表明,在板料折弯成型为渐变式光滑过渡流线形压缩筒的折弯成型过程中,整个圆端是折弯成型的,矩形端仅直角处为折弯的起始处。因此,我们可以采用圆端的中径(即中性面)作为计算尺寸,矩形端的内腔尺寸作为计算尺寸,高度尺寸H按圆端的中径至矩形端内腔型面之间的垂直距离进行计算[1],如图5所示,由此求得流线形压缩筒的展开尺寸计算原理图如图6所示。同时考虑到圆形端展开为曲线,其长度为πD;矩形端展开为折线,其长度为2(a+b)。那么,若将圆形端分为m等分(为确保展开料的设计计算精度及便于设计计算等,常取m=16),然后各等分点向邻近的矩形拐角处做连接线即得任一折弯线(如图6所示),求出这些折弯线的实长Ln、矩形端宽边上的高的实长T、矩形端长边上的高的实长W及每等份弧长的展开长度S后,即可做出折弯板料的展开图。
通过求解空间直角三角形可得:
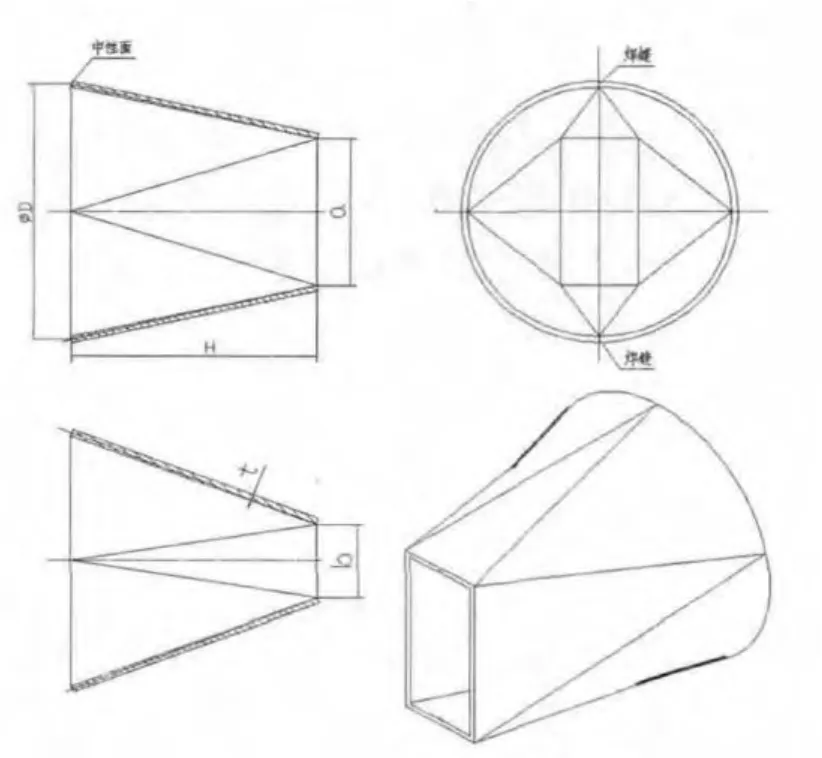
图5 流线形压缩筒的结构示意图
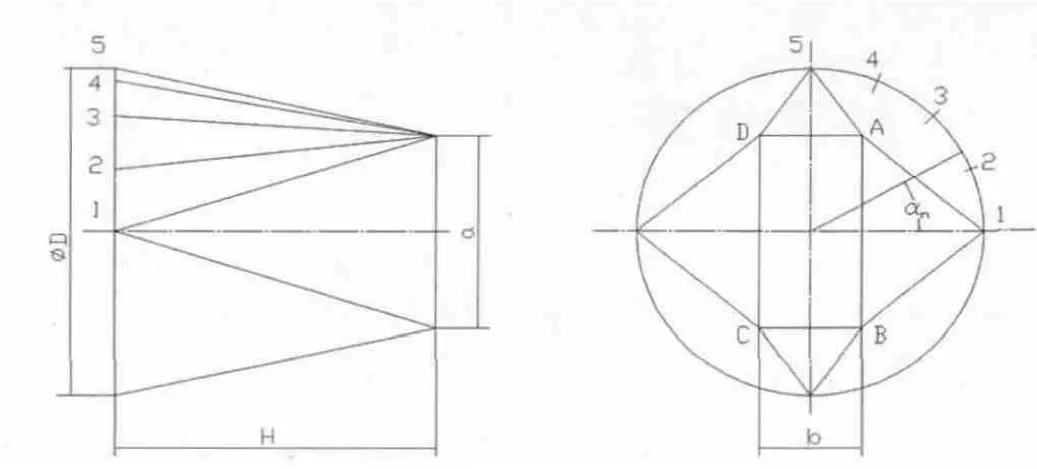
图6 压缩筒的展开计算原理图
1)矩形端宽边上的高的实长T
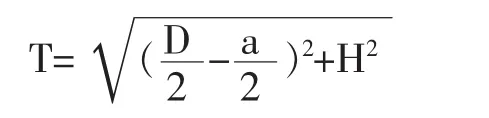
式中:D-圆端的中径;
a-矩形端内腔的长边尺寸;
H-压缩筒的高度尺寸。
2)矩形端长边上的高的实长W
式中:b-矩形端内腔的宽边尺寸;其余代号同前述。
3)任一折弯线的实长Ln

式中:αn-任一等份点与圆心的连线与矩形宽边之间的夹角;其余代号同前述。
4)每等份弧长的展开长度S
式中:π-圆周率,常取π=3.1416;
m-等份数,常取m=16;
其余代号同前述。
如图6所示,若以矩形长边上的中点为起点,将圆周16等份,那么,四分之一圆周的等份分别计为1、2、3、4、5,它们各自与圆心连线后再与矩形宽边的夹角分别为α1=0°、α2=22.5°、α3=45°、α4=67.5°及α5=90°,同时连接1、2、3、4、5各点与其邻近的矩形拐点A的连线,即为所求的折弯线。将D、a、b、m、αn及H之值代入上述各式,即可求得矩形端宽边上的高的实长T、矩形端长边上的高的实长W及各折弯线的实长L1、L2、L3、L4、L5及每等份弧长的展开长度S。