灯头座自动装配机瓷套装配机构设计与分析
2015-03-15郝晓曦
郝晓曦,党 丽
(1.五邑大学 机电工程学院,广东 江门 529020;2.中国兵器工业新技术推广研究所,北京 100089)
灯头座自动装配机瓷套装配机构设计与分析
郝晓曦1,党丽2
(1.五邑大学 机电工程学院,广东 江门 529020;2.中国兵器工业新技术推广研究所,北京 100089)
摘要:为适应灯饰行业对灯头座高效率和高品质的生产需要,结合E26型灯头座的装配要求,设计了其零部件瓷套的自动化装配工位。分析了瓷套的外形特性以及装配重点,提出了整体装配方案,详尽地描述了送料机构、隔料机构、位置调整机构、夹料机构和导料机构。
关键词:瓷套装配;送料机构;隔料机构
灯饰在日常生活中不可或缺,市场对灯饰的需求日益增加,同时对其品质也提出了更高的要求。传统灯饰装配大多采用纯手工模式,整体装配效率低下,品质难以保证。灯饰产品的自动化装配能有效提高生产效率,缩短生产周期,同时可保证生产品质,其自动装配成为灯饰行业的发展需求。
灯头座是灯饰产品基本配件之一,其主要零部件有铝圈、舌片、瓷套(或绝缘外壳)和导线等。整个灯头座的装配通过冲压铆钉对其进行翻边,使得各零部件紧固配合,从而完成灯头座的装配。本文根据E26型灯头座的特点,提出了一种能够满足该款灯头座中瓷套自动装配工位的设计方案。
1灯头座装配工艺及瓷套装配的特点
E26型灯头座装配爆炸图如图1所示。安装由5个工位共同完成,首先,把铆钉(3颗)安装在下模导柱上;然后,通过2号和3号导柱嵌入安装铝圈,在铝圈安装完成后,将舌片安装在1号导柱上,随后安装瓷套;最后,安装电源线以及冲压3颗铆钉,并将3颗铆钉翻边,翻边结束后,整个E26型灯头座的安装完成。
从装配工艺上看,瓷套装配位置需严格限定,其孔位需准确对应下模导柱,因此,瓷套装配的难点在于调节瓷套的安装位置。
瓷套结构示意图如图2所示。从瓷套外型来看,瓷套孔直径只有3.4 mm,在无导向的情况下难以准确地安装在导柱上。
根据上述分析,瓷套装配需确保精确调整瓷套位置,同时在装配过程中需借助外部导向。
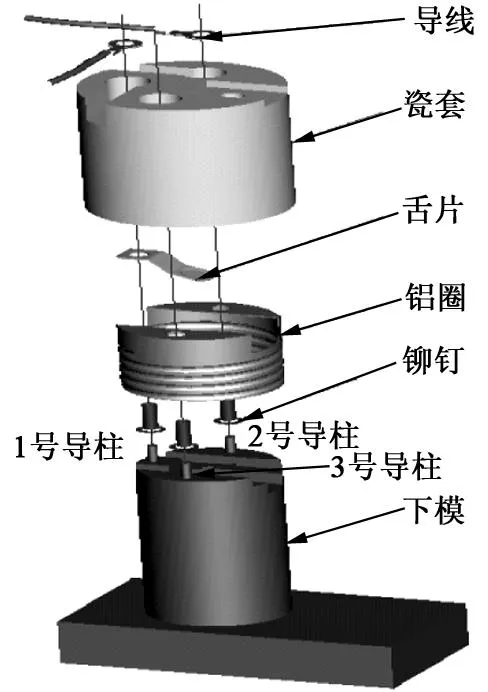
图1 E26型灯头座爆炸图
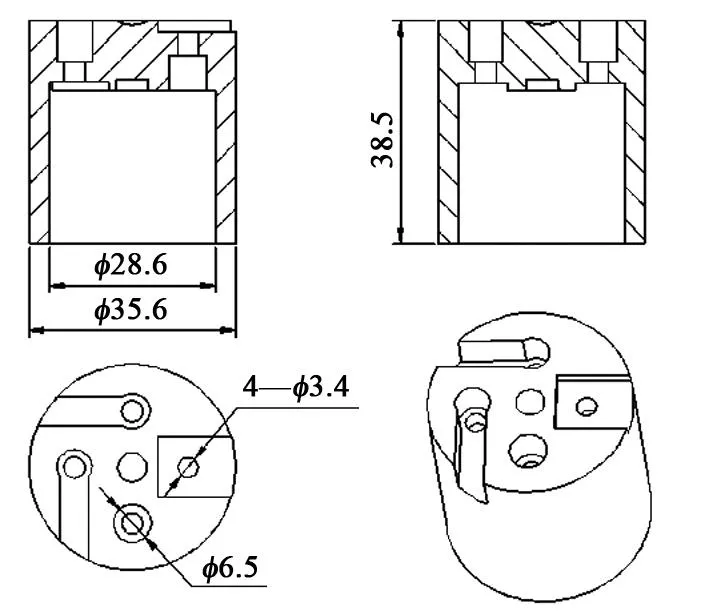
图2 瓷套结构示意图
2瓷套自动装配机构设计
瓷套自动装配机包括震盘上料机构、送料机构、隔料机构、位置调整机构、夹料机构以及导料机构,如图3所示。铝圈通过震盘上料,并送料至送料机构,经隔料机构将瓷套进行隔离,隔离后位置调整机构动作,对瓷套进行精确定位。定位结束后,夹料机构夹持瓷套配合导料机构,在导料机构严格导向下落入下模导柱上,至此整个装配完成。
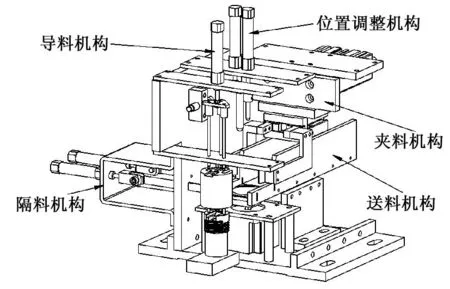
图3 瓷套装配机总体设计方案
2.1送料机构
为保证瓷套的安装精度,送料机构主要由震盘和送料槽组成,瓷套通过震盘送入送料槽,经由送料槽定位,将瓷套送入装配的指定位置。为确保瓷套装配的方向和位置正确,送料槽设计为U型[1],且在送料槽的一端设计了2个导向槽(见图4),其目的是为隔料机构起导向作用,并防止隔料机构的板件发生变形,影响隔料;另外,在隔料的位置,送料槽一端做成了缺口的形式,目的在于方便位置调整机构上转台的安装。
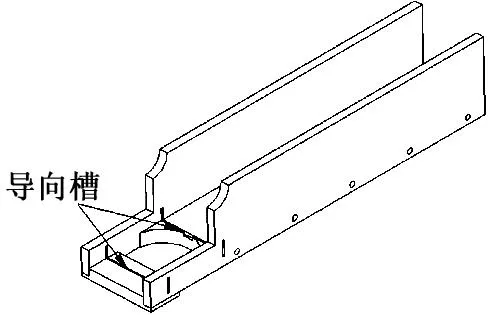
图4 送料槽
2.2隔料机构
震盘上料后的瓷套相互挤压,为保证装配过程的顺利进行,需对瓷套进行隔料,瓷套装配机隔料机构如图5所示。初始状态为挡料气缸带动挡料板处于前伸状态,避免瓷套从前端掉落。另外,装配机中安装了一对对射型传感器,传感器检测到瓷套到达隔料位置后,隔料气缸前伸,带动隔料板挡住后面的瓷套,从而完成了瓷套的隔料。

图5 隔料机构
2.3位置调整机构
位置调整机构的功能在于保证瓷套装配时,其孔位能准确对应下模导柱。位置调整机构如图6所示。

图6 位置调整机构
在位置调整过程中,顶料气缸带动顶杆,稍稍靠在瓷套中间凹陷处,依靠电动机带动转台,从而实现瓷套的转动,电动机和转台的具体组合形式如图7所示。瓷套的正确位置根据瓷套外形由传感器通过测距的形式进行判定。当瓷套转到正确的安装位置时,限位气缸带动限位杆下伸,陷入瓷套φ6.5 mm孔中,从而限制了瓷套的转动,保证了瓷套的安装位置正确。

图7 电动机与转台组合图
2.4夹料机构
夹料机构主要实现瓷套向前准确输送至安装位置。夹料机构(见图8)由3部分组成:夹持装置、夹料气爪和送料气缸。夹取部位采用橡胶制作,其主要目的是提高夹持工件的可靠性和增大摩擦因数;同时,为了避免机构与前方的支持板产生运动干涉,气爪连接件设计成L型[2]。另外,送料气缸选用三轴薄型带导杆气缸,其目的在于提高机构前伸送料的稳定性。
夹料过程中,夹料气爪带动夹持装置夹取瓷套,送料气缸随即将瓷套向前送出至装配位置。

图8 夹料机构
2.5导料机构

图9 导料机构
瓷套装配除需精确定位外,仍需借助外部导向以确保装配的可靠性。瓷套导料机构如图9所示。导料机构主要通过导料气缸带动3根导杆向下运动,穿过位于下模正上方的瓷套的3个孔,并到达下模铆钉孔内。此时,送料机构的气爪松开,瓷套在重力的作用下沿着导杆的导向运动,最终完成瓷套的装配。导向板的主要作用是避免导杆在运动过程中晃动,造成导杆在向下运动时偏移,从而影响瓷套装配[3]。
3结语
瓷套装配的设计重点在于如何实现瓷套的精确定位以及如何有效在装配过程中进行导向。本文根据瓷套的外型特点,专门设计了隔料机构、位置调整机构、夹料机构以及导料机构,从根本上实现了瓷套装配的精确定位和可靠导向。该自动装配工位的设计可大副度提高灯饰加工和制造行业的生产效率和生产质量,在行业中有极大的应用前景。
参考文献
[1] 毛谦德.机械设计手册[M]. 3版.北京:机械工业出版社,2008.
[2] 孙志礼,马星国,黄秋波,等.机械设计[M].沈阳:东北大学出版社,2008.
[3] 孙恒,陈作模,葛文杰.机械原理[M]. 7版.北京:高等教育出版社,2006.
责任编辑郑练
Design and Analysis of Lamp Adapter Automatic Assembly Mechanism for Insulator
HAO Xiaoxi1, DANG Li2
(1.College of Mechanical and Electrical Engineering, Wuyi University,Jiangmen 529020,China;2. Advanced Technology Generalization Institute of CNGC, Beijing 100089, China)
Abstract:A new lamp adapter automatic assembly machine for insulator was designed to improve production efficiency and quality for lighting manufacturing industry. According to analyzing the structural characteristics and assembly process of insulator, the total design precept was presented for insulator, and it was designed in details that the feed mechanism, separation mechanism, position adjusting mechanism, clamping mechanism and guide mechanism.
Key words:insulator assembling, feed mechanism, separation mechanism
收稿日期:2014-04-10
作者简介:郝晓曦(1981-),女,讲师,硕士,主要从事机电一体化等方面的研究。
中图分类号:TH 16
文献标志码:A
