接表法切削大偏心工件
2015-03-15郭建平
郭建平
(北京农业职业学院 机电工程学院,北京 102208)
接表法切削大偏心工件
郭建平
(北京农业职业学院 机电工程学院,北京 102208)
摘要:重点论述了切削大偏心工件找正的方法——接表法。在车床上加工大偏心工件时,由于受磁力百分表量程的限制,用百分表绕表无法找出其偏心。实践证明,接表法可有效、快速、准确地找好偏心距,保证尺寸精度。
关键词:偏心;绕表;接表法
偏心工件是切削加工经常遇到的内容,目前在职业技能鉴定考试和各种技能大赛中也是重要考点。此类零件的加工难点在于如何快速准确地找好偏心距,方法得当很快就能完成偏心的找正,否则很难完成,特别是对于大偏心工件,一些操作者往往更是无从下手。
1小偏心工件的加工
小偏心工件指的是偏心距e≤5 mm的工件。在三爪自定心卡盘上找正时可按如下步骤操作。
1)制作圆弧垫片。垫片厚度h=1.5e。
2)利用高度尺、分度头和划规等划线工具划线(有时可省略)。
3)夹精基准(已切削外圆),用磁力百分表拉直2条互成90°的母线。
4)绕表找偏心。具体内容为:将百分表表头接触好工件,转动工件,找到主轴的最高点,然后将百分表向前移动,找到工件的最高点。需要注意的是:这时的点是前2个最高点的交点,也就是以此点为基准点绕表到工件的最低点,最后绕表圈数为2e。
5)若绕表圈数≠2e,没必要试切调整偏心距,可直接在垫片上(此区域为低点)或另两个卡爪上加平整的硬纸片(此区域为低点)。
6)用百分表拉母线,绕表反复校合,直到达到要求为止。
上述方法可准确地找出偏心距,同时可不用试切,提高了效率。
2大偏心工件的找正和加工
大偏心工件指的是偏心距e>5 mm的工件,是超过百分表量程的工件。下述通过一个具有综合性和典型性的工件,从其加工难点、工艺安排、加工方法及装夹定位来进行说明。零件图样如图1所示。
2.1工件特点
1)本工件综合性强,综合了2个难点:多头蜗杆的切削和大偏心工件的切削。
2)加工工艺难以安排。先加工蜗杆还是先加工偏心是工艺安排的难点,鉴于毛坯尺寸,采取先加工蜗杆后加工偏心的顺序。
3)工件尺寸精度高,几何精度高,表面粗糙度小。虽然从图样上看并没有标注几何公差,但偏心距为8 mm隐含着对工件的同轴和装夹有着一定的要求(下述说明)。
4)偏心距大,尺寸精度高,为(8±0.05) mm。对于小偏心(e≤5 mm),可用磁力表找偏心,如果偏心距>5 mm,磁力表量程明显不够(最大 10 mm),一般的加工方法是用坐标镗床精确钻出偏心孔,然后切削偏心,如果没有坐标镗床,可采用一种新的方法:利用中拖板刻度(数控车用X轴坐标刻度)与磁力表结合来找偏心,即接表法。
5)多头蜗杆切削难度大,特别是对于分头,容易存在加工误差。
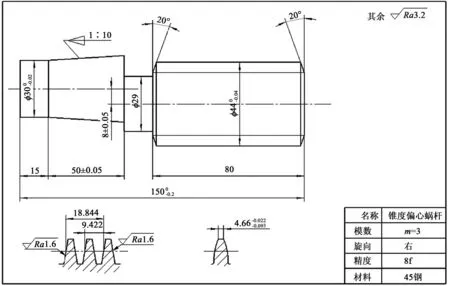
图1 零件图样
2.2装夹定位
1)针对上述工件特点2和特点3,工件在车蜗杆前,要粗切削成φ53 mm和φ52 mm的阶梯轴。装夹定位图如图2所示,装夹为两顶尖式,这样便于保证φ52 mm和φ53 mm的外圆面同轴,也为下一步钻偏心顶尖孔,找正偏心做好准备。

图2 装夹定位图
2)切削蜗杆时采用一夹一顶式,以中心孔为定位基准来定位。
3)切削偏心锥度时,采用双顶偏心孔方式,以2个偏心孔为定位基准来定位。
4)钻偏心孔时,采用四爪单动卡盘装夹,切削蜗杆时,采用三爪自定心卡盘装夹。
2.3偏心部分相关尺寸计算
1)偏心借料计算:偏心部分最大外圆为35 mm,偏心距为8 mm,所以切削偏心前最小外圆直径为d=35+8×2=51 (mm)。
2)圆锥半角计算:α/2≈28.7°C=28.7°×0.1=2.87°。
2.4偏心加工方法
2.4.1划线
在阶梯轴端面划出偏心距为8 mm的十字线,并打样冲眼,从而确定偏心孔的大概位置(A点)如图3所示。
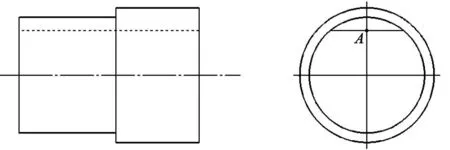
图3 偏心划线图
2.4.2找偏心
在四爪单动卡盘上找偏心,目的是使需要加工部分的轴线与车床的主轴旋转轴线相重合,方法为接表法,具体操作如下。
1)准备工作。调整好中滑板丝杠与螺母的间隙。
2)四爪单动卡盘夹在φ53 mm的外圆上,以顶尖为依据调整四爪,使十字线A点对准顶尖,同时,用钢直尺测量深进的单爪和探出的单爪(偏爪)的距离,差约为16 mm(以卡盘边缘为测量基准),而另两个爪的距离几乎相等(对称爪)。
3)用磁力表将工件母线直线度(“—”)找好。
4)使磁力表表头对准尾座顶尖,使表头处于主轴中心位置(近似)。
5)转动工件找到工件最高点,如图4所示。

图4 四爪找正图
6)记下表头数值,然后将中滑板刻度对零,转动工件至最低点区域,同时中滑板向前进,转动工件找到最低点,观察中滑板刻度值是否为3.2圈,不是则调偏心爪1和爪2,直到中滑板从最高点向最低点摇进3.2圈为止。需要注意的是,中滑板摇进一圈,表头向前进了5 mm(数控车利用其手轮相对坐标方式)。
7)偏心距找好后,检查主轴的最低点与工件的最高点是否重合,不重合要调整爪3和爪4,存在下述2种情况(见图5):a.若轴线l向右偏,则紧爪4,松爪3;b.若轴线l向左偏,则紧爪3,松爪4。

图5 最高点与最低点重合找正图
需要注意的是,若工件的最高点大于主轴最低点值,则l右偏(或高点置前),反之,高点置后,l左偏。
由上述一般方法可引申出小技巧:工件最低点法或最高点法,主要内容为调1、2偏爪,找到工件最高点,观察中滑板值,同时向前移动的刻度是否为1.6 圈(8 mm)。主轴最低点为转动卡盘时从工件体现,工件最高点为转动工件且用磁力表径向移动找出。找好一端后,钻偏心顶尖孔,再用同样方法找另一端偏心。
2.5偏心加工事项
切削偏心工件为断续加工,要求刀具强度和韧度都要好。要求粗车刀和精车刀各备1把,粗车刀刃倾角λS=0°适宜,精车刀要锋利,要备出修光刃。工件是在两顶尖的装夹中进行加工,粗车时,背吃刀量不宜过大(≤2 mm),否则工件脱离顶尖容易飞出,从而出现危险,而且粗车转速不宜过高(<400 r/min),进给量f不宜过大(0.15~0.20 mm/r)。
3结语
虽然大偏心工件较难加工,但是通过上述典型例子的论述,只要掌握好接表法和操作要领,掌握其技巧,加工大偏心技术难题就会迎刃而解。
责任编辑郑练
Processing Skill of Greatly Eccentric Worm Bearing Adjuster Work Piece
GUO Jianping
(Mechanical and Electrical Engineering College, Beijing Agriculture Professional Institute, Beijing 102208, China)
Abstract:The paper mainly aimed at elaborated the method which the turning greatly eccentric work piece adjusted to meet the table law and the turning worm bearing adjuster the cascade development law, the table law summarized in many years teaching foundation has proven after the practice, effective fast accurately finds the eccentricity, but the cascade development law also processes the worm bearing adjuster the attainment, but effective prevents gripped the knife.
Key words:eccentric, around the dial indicator method, dial indicator method
收稿日期:2014-05-14
作者简介:郭建平(1972-),男,大学本科,高级实验师,普车技师,数控车技师,主要从事数控加工技术等方面的研究。
中图分类号:TH 62
文献标志码:B
