高速混床树脂的分离和混合特性研究
2015-03-10和慧勇田文华韩隶传祝晓亮张富收
和慧勇,田文华,韩隶传,李 鹏,李 楠,祝晓亮,张富收
(1.西安热工研究院有限公司, 西安 710032;2.华能沁北电厂,河南 济源 454662)
●学术研究●
高速混床树脂的分离和混合特性研究
和慧勇1,田文华1,韩隶传1,李 鹏1,李 楠1,祝晓亮1,张富收2
(1.西安热工研究院有限公司, 西安 710032;2.华能沁北电厂,河南 济源 454662)
为了给火电厂热力系统提供高质量的水质,笔者对化学水混床阳阴树脂分离效果影响因子、混合效果影响因子进行了研究,得知分离系数能直观表达树脂的分离效果、混合系数能直观表达树脂的混合效果,并结合实例进行计算,验证了该结果的真实性。
凝结水精处理;高速混床;再生度;分离系数;混合系数
凝结水精处理高速混床是为火电厂热力系统提供高质量给水的关键设备,其作用是去除凝结水中的微量杂质,因此要求混床树脂具有很高的再生度[1]。若混床运行失效后的阳、阴树脂分离不好,树脂再生时会产生交叉污染并降低树脂的再生度,以及高速混床出水品质和周期制水量[2-3]。国内电力指标要求,对于亚临界机组一般要求高速混床失效树脂经分离设备分离后,阴树脂在阳树脂层内(阳中阴)的含量<0.1%,阳树脂在阴树脂层内(阴中阳)的含量<0.4%;对于超临界机组要求阳中阴含量<0.1%,阴中阳含量<0.1%;对于核电机组要求阳中阴含量<0.08%,阴中阳含量<0.08%。对此,为了获取高质量水质,本文对阳、阴树脂分离和混合效果进行了研究。
1 阳、阴树脂分离效果影响因子的研究
在发电行业,高速混床失效后主要采用高塔分离设备或锥底分离设备对失效的阳、阴树脂进行水力反洗及自由沉降分离,这种分离方法效果如何取决于阳、阴树脂颗粒在水中的沉降速度。如果大颗粒阴树脂在水中的沉降速度大于小颗粒阳树脂的沉降速度,就会发生如图1所示的阳、阴树脂沉降速度交叉区。
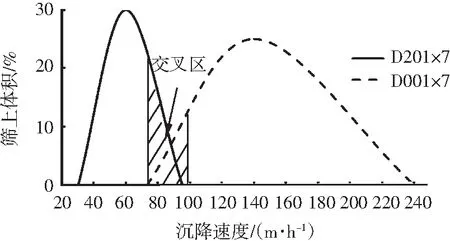
图1 常规大孔树脂的沉降速度
Fig.1 Settling velocity of conventional macroporous resin
交叉区内的阳、阴树脂不能实现彻底分离,当用盐酸溶液对阳树脂再生,阳树脂内夹杂的阴树脂就会转变为氯型;用氢氧化钠溶液对阴树脂再生,阴树脂内夹杂的阳树脂转变为钠型。这种由于分离不彻底产生的再生交叉污染降低了树脂的再生度,进而影响高速混床的出水水质和周期制水量。所以应尽量缩小或消除这两种树脂的沉降速度交叉区,即增大小颗粒阳树脂的沉降速度,减小大颗粒阴树脂的沉降速度。
球形树脂颗粒在水中的沉降速度符合斯托克公式[4],其数学表达式为
υs=1.49·μ-0.428·Δd0.657·φ1.10·dH2O-0.286
(1)
式中:υs为颗粒沉降速度,cm/s;μ为水的绝对粘度,g/(cm·s);Δd为颗粒密度和水密度之差,g/cm3;φ为树脂颗粒直径,mm;dH2O为水的密度,g/cm3。
当利用水力反洗和自由沉降的方法分离失效的阳、阴树脂时,必须满足最小颗粒阳树脂的沉降速度大于最大颗粒阴树脂的沉降速度才能将两种树脂彻底分离。当阳树脂与阴树脂颗粒的沉降速度相等时,则有:
Δd阳0.657·φ阳min1.10=Δd阴0.657·φ阴max1.10
(2)
式中:Δd阳为阳树脂颗粒和水的密度差,g/cm3;Δd阴为阴树脂颗粒和水的密度差,g/cm3;φ阳min为最小阳树脂颗粒直径,mm;φ阴max为最大阴树脂颗粒直径,mm。
只有最小粒径阳树脂与最大颗粒阴树脂的沉降比大于1时,才能利用水力反洗和自由沉降的分离方法使两种树脂彻底分离。
为了直观表达两种树脂的分离效果,以分离系数(γf)代表两种树脂的可分离特性,其含义就是最小颗粒阳树脂和最大颗粒阴树脂的沉降比减1,其计算式为
γf=[(Δd阳0.657·φ阳min1.10)/(Δd阴0.657·φ阴max1.10)]-1
(3)
由式(3)可见,影响分离系数(γf)的因子仅为最小阳树脂和最大阴树脂的粒径以及阳、阴树脂与水的密度差。对于一定的树脂,其与水的密度差是定值,因此要改善两种树脂的分离系数,只能通过改变最小阳树脂及最大阴树脂的粒径来实现。
高速混床使用的树脂是均粒树脂,研究表明影响阳、阴树脂分离效果的是只占阳树脂总体积1%的小粒径阳树脂和只占阴树脂总体积1%的大粒径阴树脂。因此利用式(3)计算分离系数时,φ阳min是指占总体积1%的最小颗粒阳树脂的平均直径,φ阴max是指占总体积1%的最大颗粒阴树脂的平均直径。增大最小颗粒阳树脂的平均直径和减少最大颗粒阴树脂的平均直径能够提高分离效果,因此φ阳min和φ阴max是影响树脂分离特性的2个主要数学因子。φ阳min和φ阴max可以利用激光粒度分析仪准确测定。
2 阳、阴树脂混合效果影响因子的研究
若再生好的阳、阴树脂混合效果不好,则树脂在高速混床内会产生分层现象,降低混床树脂除盐能力,造成出水水质恶化和运行周期的缩短[5]。因此,在满足失效阳、阴树脂良好的分离效果的前提下,尽量采用混合良好的阳、阴树脂,才能保证高速混床的出水水质和周期制水量。这就要求高速混床树脂应同时具备良好的分离和混合性能。研究表明高速混床影响阳、阴树脂混合效果的是只占阳树脂总体积1%的最大粒径颗粒(φ阳max)和只占阴树脂总体积1%的最小粒径颗粒(φ阴min)。为了表征两种树脂的混合效果,利用混合系数这一技术指标定量评价其混合特性。高速混床树脂的混合系数(γh)是指最大颗粒阳树脂和最小颗粒阴树脂的沉降比减1,其计算式为γh=[(Δd阳0.657·φ阳max1.10)/(Δd阴0.657·φ阴min1.10)]-1
(4)
式中:Δd阳为阳树脂颗粒和水的密度差,g/cm3;Δd阴为阴树脂颗粒和水的密度差,g/cm3;φ阳max为最大阳树脂颗粒的平均粒径;φ阴min为 最小阴树脂颗粒的平均粒径。
当混合系数为零时,两种树脂混合效果最好,但由于阳、阴树脂分离的需要,γh永远是正值,γh越小表明两种树脂的混合效果越好,反之,则越难混合。因此提高阳、阴树脂混合效果的方法是尽量减少最大阳树脂颗粒和最小阴树脂颗粒的沉降比,即减少最大颗粒阳树脂粒径和增加最小颗粒阴树脂粒径。φ阳max和φ阴min是影响树脂混合效果的2个主要数学因子。
3 分离系数和混合系数技术指标的验证和应用
根据影响阳、阴树脂分离和混合效果的数学因子分析,改善阳、阴树脂分离和混合效果的主要措施是提高树脂颗粒的均匀度,让树脂的粒径分布范围更窄。为了验证同一种树脂分离系数和混合系数指标与树脂粒径范围的关系,对某公司所销售的不同粒度范围的树脂按理论粒径进行分离系数和混合系数计算,计算结果如表1所示。
由表1可知,树脂颗粒的粒径差越小,表明树脂粒径越均匀,计算出的分离系数值越大,混合系数值越小,树脂的分离和混合效果最好,但随着树脂粒径范围的进一步扩大,会使两种树脂无法实现依靠水力反洗彻底分离。因此树脂粒径均匀是达到彻底分离和良好混合的必要条件。该计算结果与该公司推荐的高速混床铵化运行时采用650 C、550 A(±50 μm)树脂和高速混床氢型运行时采用650 C、550 A(±100 μm)树脂的要求相一致。
表1 某公司不同粒径范围阳树脂和阴树脂的分离系数和混合系数
Tab.1 Separation and mixing coefficient of cation resin and anion resin of different particle size ranges of in a company
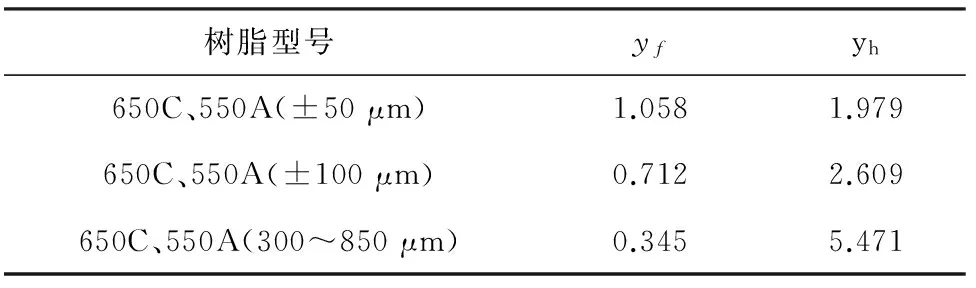
树脂型号yfyh650C、550A(±50μm)1.0581.979650C、550A(±100μm)0.7122.609650C、550A(300~850μm)0.3455.471
根据某厂精处理混床树脂选型的需要,西安热工院对5种备选树脂进行了分离特性和混合特性评估。树脂粒径测定采用美国麦奇克公司生产的S3500型激光粒度分析仪。将φ阳min和φ阴max代入式(3)计算分离系数,将φ阳max和φ阴min代入式(4)计算混合系数,计算结果如表2所示。
表2 五种凝结水处理树脂的分离系数和混合系数
Tab.2 Separating and mixing coefficients of five kinds of resin in condensate polishing
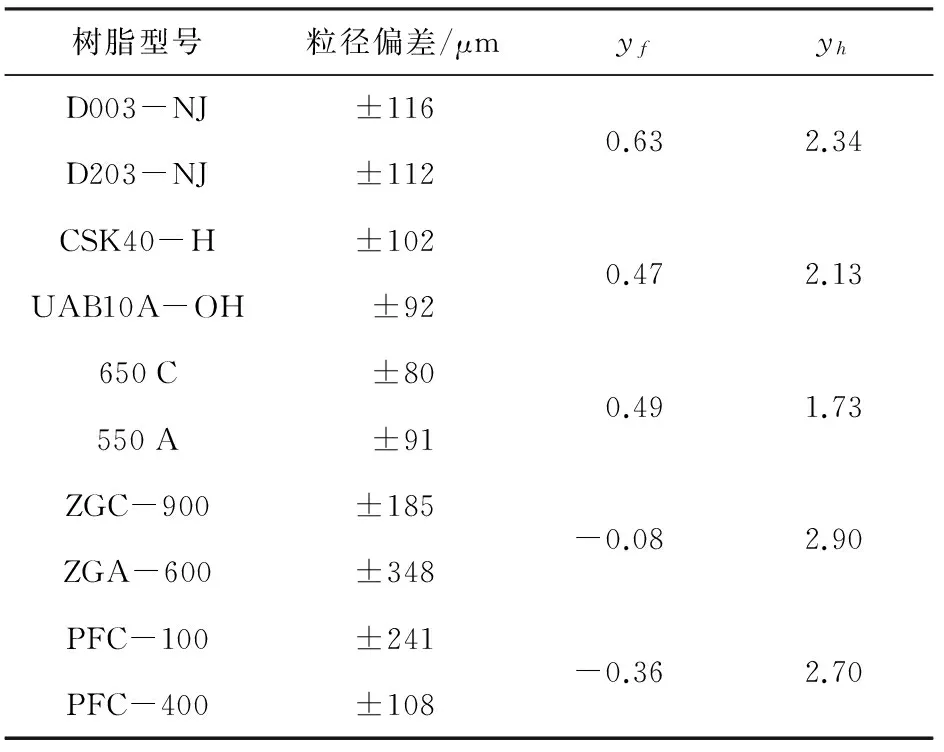
树脂型号粒径偏差/μmyfyhD003-NJD203-NJCSK40-HUAB10A-OH650C550AZGC-900ZGA-600PFC-100PFC-400±116±112±102±92±80±91±185±348±241±1080.632.340.472.130.491.73-0.082.90-0.362.70
由表2可知,5种树脂样品的均粒度相差很大。均粒度好的树脂粒径偏差能达到±100 μm左右,均粒度差的树脂粒径偏差达到±200 μm左右,个别树脂粒径偏差甚至达到±348 μm。前三种均粒度好的树脂,分离系数和混合系数指标较好;后两种均粒度差的树脂分离系数指标为负值。
由于分离和混合是一对矛盾体,因此在考虑树脂分离效果时还应兼顾到其混合性能。综合考虑混床的运行方式和树脂的再生度要求等因素,按照火电厂凝结水精处理系统技术要求[6],推荐采用能够保证混床树脂达到理想的分离效果和混合效果的取值标准,在对几种不同品牌树脂筛选时应优先选用分离系数大和混合系数小的树脂。
4 结 论
1) 分离系数(γf)是定量评价阳树脂和阴树脂分离特性的技术指标,γf值越大,表示两种树脂反洗分离的效果越好,反之则分离效果越差,当分离系数为负值或零时,表示两种树脂不能实现彻底分离。
2) 混合系数(γh)是定量评价阳树脂和阴树脂混合特性的技术指标,γh值越小,表示两种树脂的混合性越好,γh值越大则代表两种树脂的混合性越差。由于阳、阴树脂反洗分离的需要,混合系数只能是正值。
3) 利用分离系数和混合系数技术指标,可定量比较不同牌号树脂的分离效果和混合效果,帮助电力用户采购树脂时确定合理的阳、阴树脂粒径配比和粒径范围,也可利用这两个技术指标对到货树脂进行质量验收。
[1] 韩隶传,汪德良.热力发电厂凝结水处理[M].北京:中国电力出版社,2010. HAN Lichuan, WANG Deliang. Condensate treatment in thermal power plant [M]. Beijing: China Power Press, 2010.
[2] 李培元,火力发电厂水处理及水质控制[M].北京:中国电力出版社,2008. LI Pei Yuan. Thermal power plant water treatment and water quality control [M]. Beijing: China Power Press, 2008.
[3] 郝树宏,高志华.混床树脂分离效果预测的探讨[J].工业水处理,2000,20(7):8-12. HAO Shuhong, GAO Zhihua. Discussion on the prediction of resin separation effect in mixed bed [J].Industrial Water Treatment,2000(7):8-12.
[4] 韩隶传,和慧勇,田文华,等. 分离系数与混合系数的定义和应用[J].热力发电,2010(9):11-13. HAN Lichuan, HE Huiyong, TIAN Wenhua,et al. Definitions of separation coefficient and mixing coefficient as well as their application [J]. Thermal Power Generation, 2010(9):11-13.
[5] 张澄信,宋敬霞.凝结水处理混床树脂均匀混合的意义[J].华北电力技术,1999,(4):19-21. ZHANG Chengxin, SONG Jingxia. Importance of uniform mixing resin used for mixed bed for condensate water treatment [J].North China Electric Power,1999(4): 19-21.
[6] 中华人民共和国电力行业标准(DL/T 333.1—2010)[S].北京:中国电力出版社,2011.
(责任编辑 郭金光)
Study on separation and mixing characteristics of resin in high flow rate mixed bed
HE Huiyong1, TIAN Wenhua1, HAN Lichuan1, LI Peng1, LI Nan1, ZHU Xiaoliang1, ZHANG Fushou2
(1.Xi’an Thermal Power Research Institute Co., Ltd, Xi’an 710032, China;2. Huaneng Qinbei Power Plant, Jiyuan 454662, China)
In order to provide high quality water for thermal system in power plant. By researching on the factors impacting resin separation effect, separation and mixing effect can be sually represented with separation coefficient and mixing coefficient respectively. The author takes practical examples to verify the truth of the research.
condensate polishing; high flow rate mixed bed; regeneration degree; separation coefficient; mixing coefficient
2015-02-11。
和慧勇(1963—),男,研究员,研究方向为水电厂水处理技术。
TM621.8
A
2095-6843(2015)04-0283-03
