货运列车减震斜楔的加工工艺与夹具设计
2015-03-10侯学元韩淑华
侯学元,韩淑华
(内蒙古科技大学,内蒙古 包头 014010)
货运列车减震斜楔的加工工艺与夹具设计
侯学元,韩淑华
(内蒙古科技大学,内蒙古 包头 014010)
某铁路车辆减震用的斜楔属于形状不规则的框架类结构的零件,本文分析了该斜楔的结构及加工要求,并制定了加工工艺规程,突破传统加工思维,采用普通车床代替数控加工中心进行加工,应用设计好的工装夹具保证加工精度的同时也确保了生产进度,并解决了该厂的数控设备短缺的实际情况,极大的发挥了普通设备的生产效益。
铁路车辆;斜楔;减震;夹具
0 前言
社会的进步,经济的快速发展,迎来了我国铁路车辆的第六次大提速,调货运输能力在原有的基础上再增加12%以上,大面积开行5 000 t级货物列车。货车运行速度和载重量的不断增加,对列车装备质量提出了更高的要求。内蒙古科搂大学工程训练中心承接了内蒙古某特大型企业的一种铁路车辆减震斜楔的试制加工。该零件安装在列车的车轮上部,属于车辆减震系统的一个关键零件,形状不规则,装夹困难。为满足产品的加工要求,必须研究制定合理的工艺规程[1-3]。
1 加工工艺路线制定
如图1所示。产品毛坯为精铸件,材料为:贝氏体球墨铸铁(ADI),属框架类零件。由于零件是精铸件,与其他配合件的装配尺寸主要集中在右侧面,关键尺寸为φ50+0.02、72+0.1以及尺寸164的加工面。
原有工艺路线如下:检查毛坯→铣右侧平面→钻孔→镗孔→热处理→喷丸→涂漆→检验→转总装。
分析该工艺路线,零件的关键工序是加工尺寸φ50+0.02,即零件在右侧平面加工完后,转入钻床进行孔的粗加工,然后上加工中心进行镗孔,这样需设计两套工装夹具并进行两次装夹,才能完成孔的加工工序,这样的加工方式极大的影响了生产进度。基于此,经过对该零件的研究分析制定了如下工艺路线:
检查毛坯→铣右侧平面→钻、车孔→热处理→喷丸→涂漆→检验→转总装。
新制定的工艺路线将钻孔和镗孔工序合为一道工序在普通车床上进行加工,这样对孔φ50+0.02的加工变成了设计一套工装夹具进行一次装夹完成加工,极大的提高了生产效率。

图1 斜楔零件图Fig.1 Wedge part drawing
2 车床夹具设计
围绕零件在孔φ50+0.02的加工工序设计了如图2所示的车床夹具。夹具通过底板上的三个螺纹孔和车床的法兰盘进行螺栓连接,前板上的孔要在夹具整体固定在法兰上后进行加工,这样保证夹具整体中心和主轴中心重合。
2.1 夹具设计思路
φ50+0.02孔加工从原来的两道工序合为一道工序加工,新设计的车床夹具要保证孔的中心线和车床主轴中心线重合,将零件固定在夹具上要定位准确,装夹方便,且拆卸简单[4-8]。
2.2 夹具的定位夹紧
如图2所示,零件的定位是以上道工序已经加工过的右侧大面和顶面为定位基准面,将零件放入夹具中,零件的右侧尺寸164的三个面紧贴夹具的前板的三个面,采用压板式夹紧方式,左右各一个压板,压板通过支撑座、螺栓及螺母将零件夹紧[9-10]。完成零件的定位与夹紧。特别注意的是零件要从夹具的下方放入。
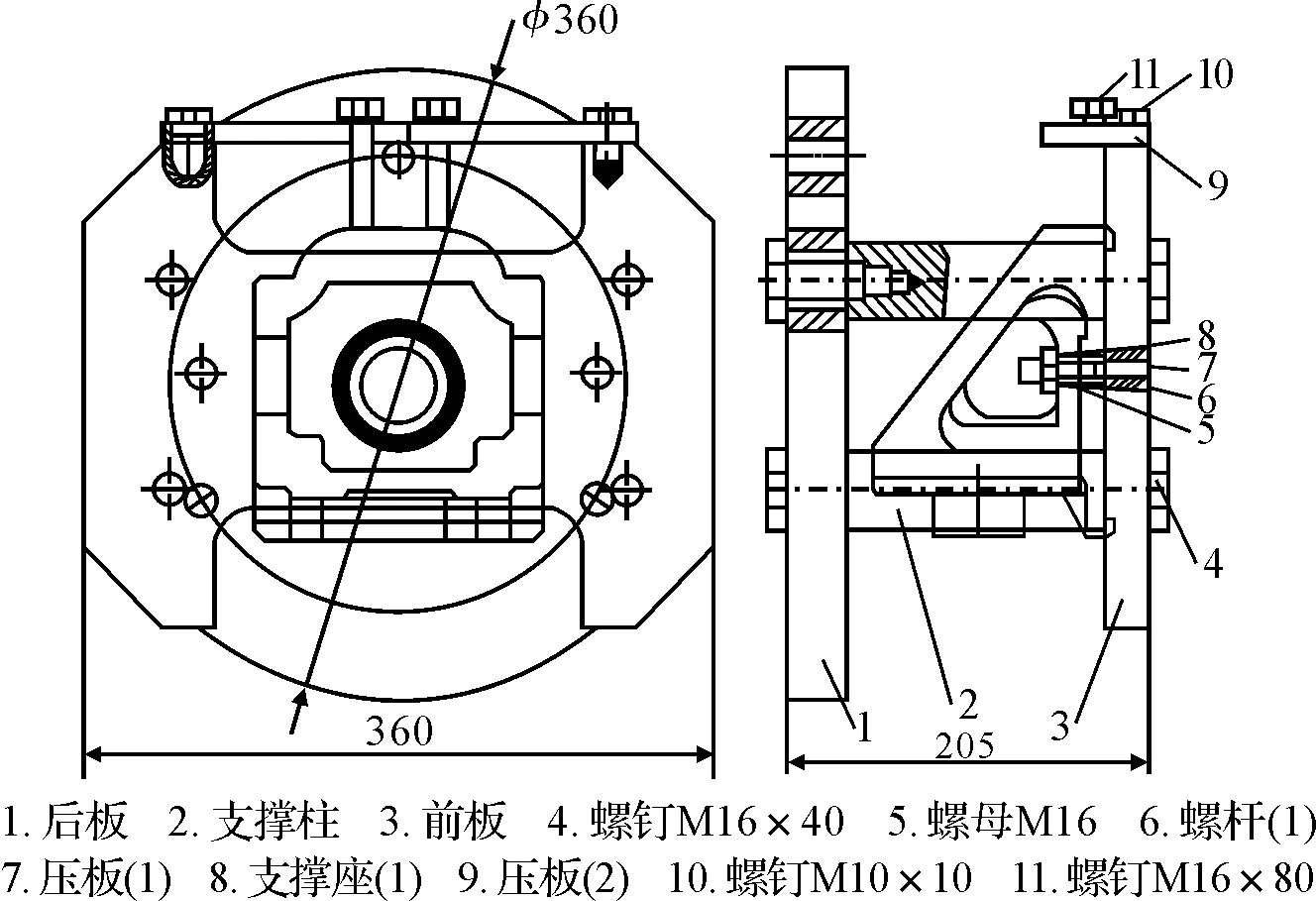
图2 车床夹具结构图Fig.2 Structure diagram of lathe fixture
3 加工出现问题及解决方案
零件进行小批量生产后,孔φ50+0.02的尺寸得到了很好的保证,但时,孔中心线与右侧底面的尺寸70+0.1出现超差率偏高。对夹具及零件进行了分析,原因是由于上道工序在加工尺寸164的时候,其尺寸差范围为164.5~165 mm,这就导致了零件在装入夹具后出现了零件上下面定位有间隙,导致定位不准出现超差。找到原因后,重新分析图纸,在原有的夹具基础上,增加了两个辅助定位销,如图2所示,取消164尺寸上顶面的定位基准,即在装夹零件时,只考虑零件尺寸164的下底面与前板的下底面的定位和两个辅助定位销的定位,这样很好的保证了尺寸70+0.1,公差得到了很好保证,加工效率更高。
4 结束语
通过对斜楔的试制和小批量生产,探索出框架类零件的加工方法。通过改进工装夹具,保证加工质量。该零件的加工,为同类零件加工选型采用更加合理的工艺选择和实现高精度的工件加工提供了一个参考方案。
[1] 蔡瑾,段国林,李翠玉,等. 夹具设计技术发展综述[J]. 河北工业大学学报, 2002(5): 35-40.
[2] 孙建民. 工程车辆减震系统的关键技术探讨[J]. 筑路机械与施工机械化, 2011(6).
[3] 马松. 工装夹具设计的思考[J]. 企业科技与发展2014(1):11-14.
[4] 杨叔子. 机械加工工艺师手册[M].北京: 机械工业出版社,2002.
[5] 邢鸿雁,陈榕林. 机械制造难加工技术[M]. 北京: 机械工业出版社,2009.
[6] 曾正明. 实用工程材料技术手册[M]. 北京: 机械工业出版社,2002.
[7] 华茂发. 机械制造技术[M].机械工业出版社,2004.
[8] 成大先主编. 机械设计手册(第四版)[M].北京:化学工业出版社,2002.
[9] 杨若玲. 异形销工艺分析及夹具设计[J]. 煤矿机械, 2014(07).
[10]周太平,康志成,夏翔. 数控铣床与加工中心夹具设计[J]. 现代制造工程, 2011(02).
Processing technology and fixture design of wedge damper for freight train
HOU Xue-yuan, HAN Shu-hua
(Inner Mongolia university of science & technology, Baotou 014010,China)
Wedge for damping railway vehicles is an irregularly shaped frame structure parts. In this paper, Processing requirements and structure of the wedge are analyzed, the technical procedure is decided, it is processed by ordinary lathe instead of CNC machining center. Application of a new designing fixture, which ensure not only machining accuracy but also production schedule, and shortage of numerical control equipment is solved in plant. That common equipment plays a good part in production benefit.
railway vehicles; wedge; damper; fixture
2014-09-19;
2014-10-15
2011年内蒙古科技大学创新基金资助项目(2011NCL036)
候学元(1978-),男,硕士,内蒙古科技大学讲师。
TG506
A
1001-196X(2015)01-0073-03
