压方圆角对长轴类大锻件质量影响研究
2015-03-10李光喜吴玉忠
李光喜,吴玉忠,郭 扬
(1.贵州大学机械工程学院,贵州 贵阳 550025; 2.贵州工业职业技术学院,贵州 贵阳 550008)
压方圆角对长轴类大锻件质量影响研究
李光喜1,2,吴玉忠1,郭 扬2
(1.贵州大学机械工程学院,贵州 贵阳 550025; 2.贵州工业职业技术学院,贵州 贵阳 550008)
长轴类大锻件的锻造过程一般分为压方、拔长和倒棱滚圆三大步骤,目前对锻造工艺研究较多的是拔长和倒棱滚圆的优化,很少有对压方工艺优化的研究。本文从V型砧边缘的圆角半径的大小来对长轴类大锻件的压方过程进行模拟优化,从锻件内部应力、应变及破坏因子三个方面进行对比分析。结果表明,适当增大V型砧边缘的圆角半径可以有效防止锻件裂纹的产生,为锻件的质量提高和结构设计提供一种有效、可靠的分析方法。
轴类大锻件;压方;裂纹;破坏因子
0 前言
长轴类大锻件如大型轧辊、传动轴、汽轮机转子等, 一般用于机器设备的关键和核心部位,是制造重大装备的基础件, 其制造对锻造技术水平和工艺设备要求均十分严格。大型锻件产业的发展是衡量一个国家工业水平和国防实力的标志之一[1-2]。由于大规格长轴类钛合金在锻造时极易出现裂纹等缺陷,需要重视每个锻造过程以保证最终质量。长轴类大锻件的锻造过程一般包括压方、拔长和倒棱滚圆等多个工序,目前国内外学者在大锻件的拔长、倒棱滚圆工艺上做了很多研究,而对压方工艺研究较少。文献[3]对平砧压方工艺过程进行了有限元模拟,探讨了不同的压下量、接砧量等工艺参数对锻件表面质量和内部应力状态的影响,未涉及V型砧压方工艺及其在压方时锻件裂纹预测、锻透性等特征。文献[4]对平砧和V型砧压方工艺分别进行了有限元模拟,探讨了两种不同砧型对锻件内部应力状态,锻件裂纹预测,锻透性的影响,但未考虑到在锻件压方时V型砧边缘圆角半径大小对其锻件内部应力、应变及锻件裂纹的影响。
本文以80 MN的液压机锻造某飞机用钛合金长轴类大锻件为研究内容,基于有限元软件Deform,对压方过程进行模拟分析。分析了V型砧边缘不同圆角半径对锻件质量的影响,从而确定了锻件在压方时V型砧边缘圆角的合理有效半径范围。合理的边缘圆角有利于防止缺陷的产生,提高锻件的质量,对实际生产具有指导意义。
1 分析模型的建立
为了分析V型砧边缘圆角半径的大小对压方过程中锻坯塑性变形区内应力和应变分布的影响,本模型采用120 V型砧,边缘圆角半径设定为0 mm、20 mm、40 mm,V型砧材料采用模具钢4Cr5MoSiV1,锻件材料为钛合金Ti-6AI-4V。结构尺寸与材料属性见表1。

表1 材料的物理性能
当砧宽比为0.6~0.8时有利于中心压实,而且随着砧宽比的合理增加,更有利于提高锻件的探伤结果[5],本分析模型取型砧宽度为350 mm(砧宽比为0.7),三种型砧压方模型见图1。
2 工艺参数的设置
为了避免模具和坯料接触时温度发生突变,锻造之前将模具预热至300℃,上下砧同时运动,速度均为10 mm/s,总体的压下速度为20 mm/s,压下量为20%。锻件初始温度为1 025℃,环境温度设为28℃,锻件与上、下砧间传热系数为11,锻件与环境间传热系数为0.02。轴类大锻件锻造时,为提高拔长效率送进量取砧宽的0.87倍,锻件固定,让V型砧做进给运动,进给量为270 mm。
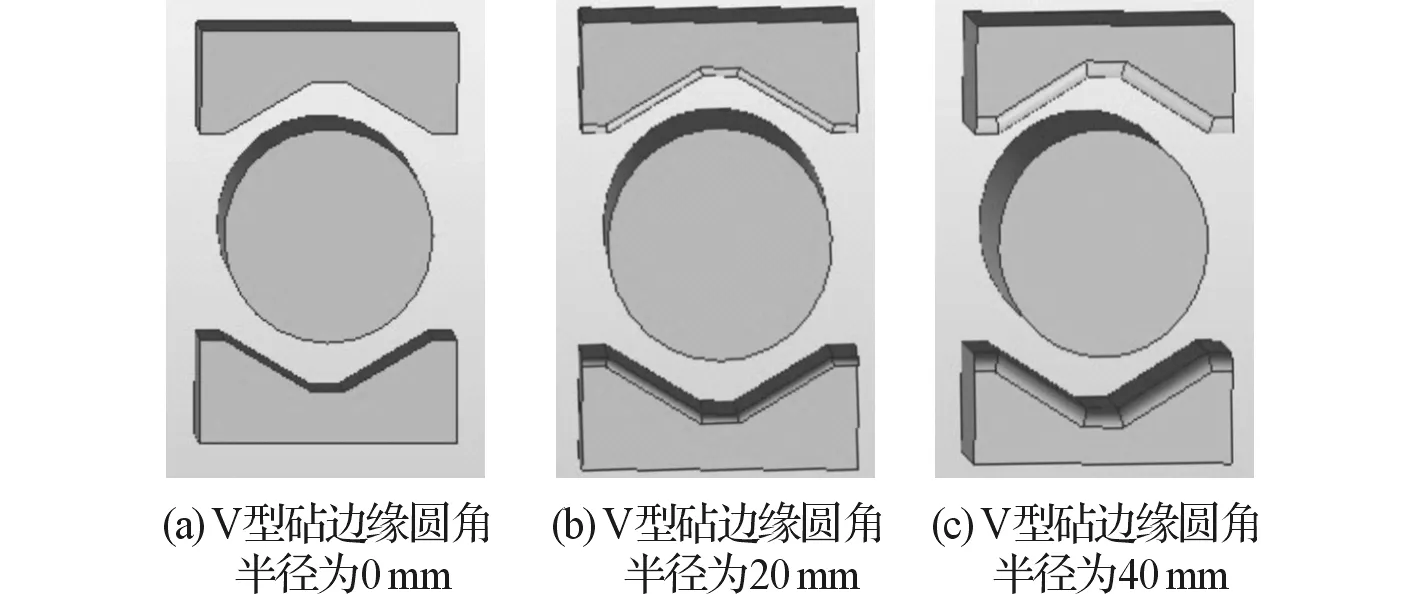
图1 三种V型砧压方模型Fig.1 Squaring models of the V-shape forging
3 结果比较与分析
破坏因子(damage)是用以评价锻件的内部是否出现裂纹的一个非常重要的指标,破坏因子的值越大锻件出现裂纹的可能性就越大。锻件的压方实验由于压下量比较小,裂纹一般出现在锻件的表面,在后续的拔长和倒圆时锻件表面的裂纹进一步加大就会造成锻件内部裂纹的产生,所以锻件早期压方工艺条件的优化可以有效控制裂纹的产生,从而保证锻件的最终质量。

图2 压方时锻件的破坏因子分布图Fig.2 Damage distribution of the forging in squaring process
图2是V型砧边缘圆角半径取不同值时,对锻件压方时锻件截面破坏因子的分布图。从图中可以看出,V型砧边缘圆角的半径越大,锻件的表面及内部的破坏因子越小,即锻件产生裂纹的可能性就会变小。可见,V型砧边缘圆角半径越大,越有利于控制锻件裂纹的产生。
3.1 应变的分析

图3 压方时锻件的内部应变分布图Fig.3 Internal strain distribution of the forging in squaring process
从图3中可以看出:大部分的变形主要发生在靠近锻件的表面处,心部的应变范围比较小,主要是由于锻件压方时,压下量较小,对于心部比较难锻透。从图中应变的数值上来说,随着V型砧边缘圆角的增大,锻件的内部应变越来越小,即三者的最大应变值分别为1.06、1.04、1.02,可以看出三者的差值很小,可见,V型砧边缘圆角的大小对于锻件的内部应变影响较小。
3.2 应力的分析
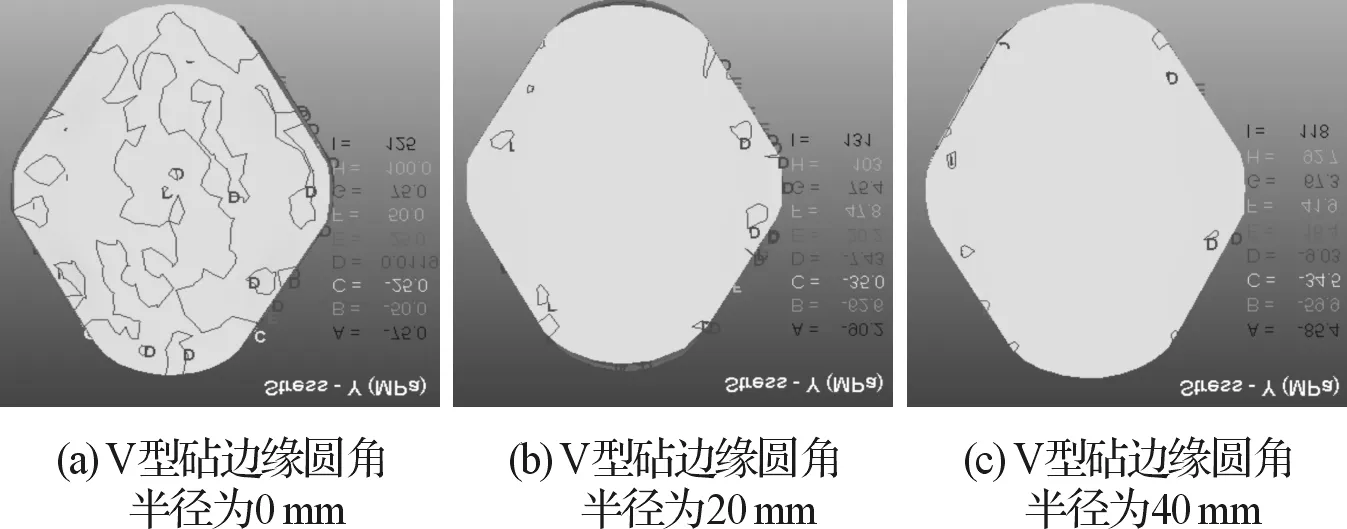
图4 压方时锻件的轴向内部应力分布图Fig.4 Axial internal stress distribution of the forging in squaring process
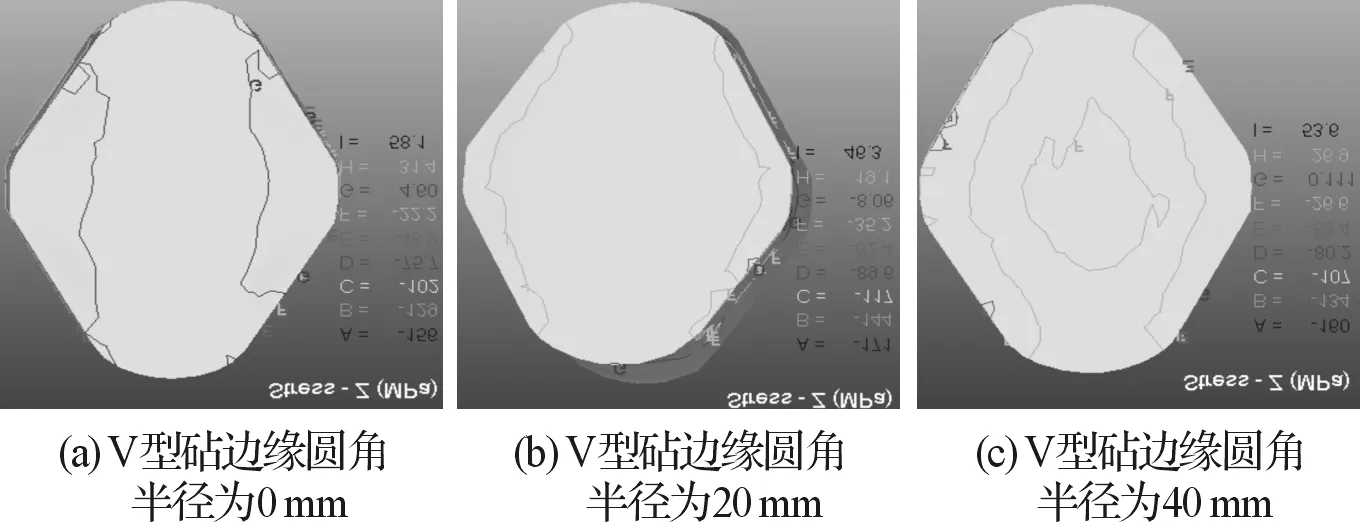
图5 V型砧压方时锻件的横向内部应力分布图Fig.5 Transverse internal stress distribution of the forging in squaring process
图4、5为锻件的内部轴向和横向应力分布图,从中可以看出,V型砧边缘圆角半径为0 mm时,锻件的内部在横向(Z向)较多存在为拉应力,而轴向(Y向)拉应力主要分布在边缘部分;圆角半径为20 mm时,锻件的横向和轴向上都出现了压应力,且都在边缘部分;圆角半径为40 mm时,锻件的边缘在轴向上出现了压应力且比前两种情况都大,相反在横向上的压应力则大面积出现在锻件的心部。
在锻造的过程中,锻件的内部及边缘分布为拉应力时,极易导致锻件裂纹的产生,理想状态是使锻件的横向和轴向均产生一定的压应力。从上述的分析中可知,V型砧边缘圆角半径为0 mm时,锻件的表面及内部容易产生裂纹;V型砧边缘圆角半径为20 mm和40 mm时,锻件的边缘和内部产生裂纹的可能行要小,但后者更有利于防止裂纹的产生和锻件内部空洞的锻合,锻造效果更佳。
4 结 论
(1)V型砧边缘圆角半径越大,越容易使锻件内部的拉应力转化为压应力,同时破坏因子的值也随之减小,很好的控制了轴类大锻件内部裂纹的产生。
(2)对于锻件的内部应变来说,随着V型砧边缘圆角半径的增大锻件内部应变会减小,但是变化不大,对锻件的整体质量不会产生太大的影响。但是V型砧边缘圆角半径过大V型砧的进给量减小,直接影响拔长的效率。
因此适当增加V型砧边缘的圆角半径有利防止轴类大锻件内部裂纹的产生,保证锻件的质量,为后续的拔长、倒棱滚圆等工序打下良好的基础。本文对实际的生产具有很好的指导意义。
[1] 底学晋,李建华,蔡墉. 我国大锻件生产行业建设发展回眸[J].重型机械,2000(1):1-5.
[2] 郭会光. 我国大型锻造的发展与提高[J].机械工人:热加工,2005(7):14-15.
[3] 付强.大型轴类锻件锻造过程的数值模拟研究[D].上海:上海交通大学.2008.
[4] 夏琴香,单会星,霍育林等.轴类大锻件压方时锻件表面质量和内部应力状态的影响因素研究[J].模具工业,2010.(2):1-6.
[5] 张海红,苏娟华,陈艳伟等.砧宽对磨辊轴拔长时孔洞闭合的影响研究[J].热加工工艺,2010(9):92-95.
[6] 夏琴香.向可.赵学智,李一振. 船用长轴类大锻件锻造工艺方法研究[J]. 锻压技术,2013(1):12-16.
[7] 张鹏,夏琴香,李哲林, 等. 长轴类大锻件自由锻造工艺研究[J]. 锻压技术, 2011, (1): 21-25.
[8] 向可. 船用长轴类大锻件锻造工艺及成形质量控制研究[D]. 广州:华南理工大学. 2012.
[9] 姚泽坤. 锻造工艺学[M]. 西安:西北工业大学出版社. 1998.
[10]夏琴香,单会星,霍育林, 等. 轴类大锻件压方时锻件表面质量和内部应力状态的影响因素研究[J]. 模具工业, 2010(2):1-6.
[11]刘庄. 热处理过程的数值模拟[M]. 北京:科学出版社, 1996.
Influence on the quality of forgings long-axis heavy forgings in squaring process
LI Guang-xi1,2, WU Yu-zhong1, GUO Yang2
(1.School of Mechanical Engineering, Guizhou University, Guiyang 550025, China;2.Guizhou Industry Polytechnic College, Guiyang 550008, China)
According to the characteristics of long-axis heavy forgings. The whole forging process of longaxis heavy forging was divided into three steps, including squaring, stretching and chamfering rounding. Researches of forging process are now focused on the optimization of stretching, but hardly on forging process optimization. By means of DEFORM-3D software, edge radius of V-shaped anvil were simulated and optimized from aspects of internal stress state, stress and the damage factor in squaring process. Results of Simulation show that appropriate edge radius of V-shaped anvil can prevent forging cracks and improve the quality of forgings.
long-axis heavy forgings; squaring; crack; damage factor
2014-07-25;
2014-08-16
李光喜(1983-),河南新野人,工学博士,主要从事制造工艺与装备、先进机电装备设计与工程分析研究。
TG316
A
1001-196X(2015)01-0040-03
