超声波探伤线钢管对接电气控制系统的研制
2015-03-09徐达力马宾锋黄维勇汪恩辉
徐 驰,徐达力,马宾锋,樊 萍,黄维勇,汪恩辉
(1.中国重型机械研究院股份公司,陕西 西安 710032;2.西安电力电子技术研究所,陕西 西安 710077)
随着石油工业的迅猛发展,油井开采环境日益恶劣,油田用户对各类油井管的质量提出了更高要求[1]。分析研究油井管的失效、损毁原因,主要是由油井管在加工过程中产生的缺陷引起的[2]。钢管制造厂家加强对钢管的在线检测尤为重要,无损探伤和水压试验是钢管检测的必要手段。超声波探伤作为无损探伤的主要代表,因其具有方便、快捷、检测可靠等优势,成为钢管检测生产线上必不可缺的探伤方式[3-5]。
目前能生产超声波探伤设备的厂家主要分布在美国及欧洲地区少数国家,而我国则处于设计研发初期。2007年,江苏常宝钢管股份有限公司(简称常宝)为了适应产品的海外订货量及质量要求,需引进德国GE公司生产的超声波探伤设备。考虑到建设投资成本,常宝提出了只引进超声波探伤机主机,探伤所需要的钢管头尾对接和对接之后的同步运动设备及电气控制系统采用国产成套。在经过多次方案交流与论证后,由中国重型机械研究院股份公司设计超声波探伤线钢管头尾精准对接电气控制系统。
1 头尾精准对接问题的提出
超声波在水中的衰减很小,探伤过程中需要被检测物体外表浸润在水中或是有水膜覆盖,且在浸润中钢管内部不能进水。单根钢管探伤时,两端需要封堵,防止水进入钢管内;批量、高效、连续地探伤钢管时,要求钢管头尾对接,避免水进入钢管内,并且在对接过程中不能产生冲击,以免影响探伤效果。因此,需研发钢管对接运输机构,并在电气系统上有效地控制对接过程,保证平稳对接,且对接之后的钢管要同步运动,满足探伤速度要求。
本文重点介绍超声波探伤线钢管对接电气控制系统的硬件和软件。硬件主要由PLC控制器、交流变频传动、接近开关、光电开关等元件组成;软件由西门子STEP7编制[6-13]。整个系统控制钢管头部在一定范围内精准且无撞击地追上前一根钢管的尾部,并跟随运动;对于较长的输送辊道,设置有缩短钢管头尾距离的粗追击,减小精准追击的距离。该系统用于钢管超声波探伤线的辅助设备,保证钢管在超声波探伤时头尾相接,实现钢管的批量、连续探伤。
2 对接过程的理论分析
研发的目的是为超声波探伤机提供一套结构简单、功能完善、控制可靠、能满足不同直径及长度钢管的头尾精准且无撞击追击跟随控制系统。
从运动学角度描述:追击过程为两根钢管作前后运动,后一根钢管快速追击前一根钢管,在靠近前一根钢管的尾部时,无冲击地与前一根钢管的尾部对接,并与其同步以探伤速度运行。可以归结为两个物体的追击问题,即第一个物体向前匀速直线运行,第二个物体在相距一定距离内,以较快的速度在一定的时间内追上第一个物体[14]。假设第一个物体的行进速度为v1,第二个物体的行进速度为v2(v2∧v1),经过sc的距离,需要追击时间tx,由sc=(v2-v1)×tx推导出公式:

式中k——两个物体行进速度的比值,k=v2/v1;
t1——第一个物体尾部通过参考点至第二个物体头部到达参考点时所需的时间(t1=sc/v1),s。
如果把k设成一个定值,可以通过t1求得追击时间tx,这样就把看似变化不断、测量困难的追击问题转换成一个时间的问题。只需设置一个测量点,用1个计时器就可解决问题,这也是本设计的最大特点。钢管追击运动过程如图1所示。
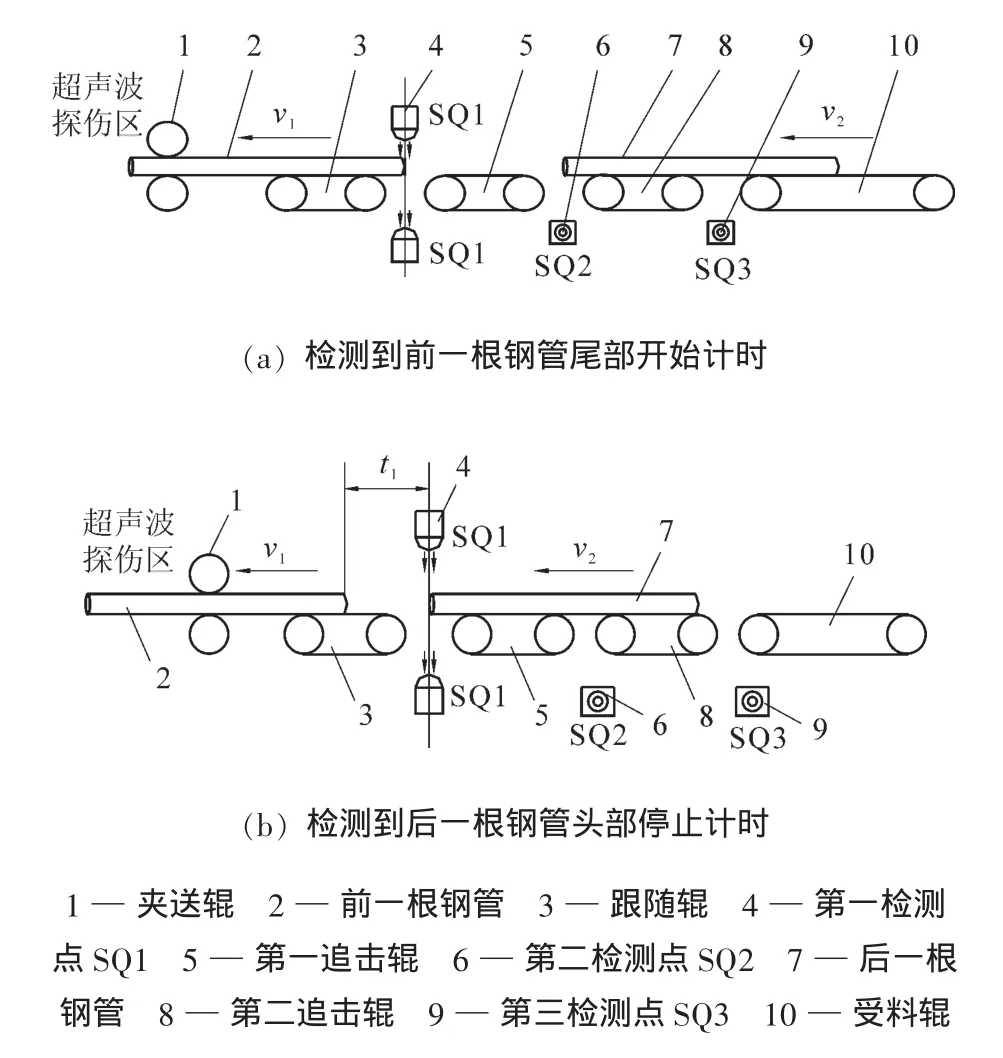
图1 钢管追击运动过程示意
实际中,追击必须在钢管尾部进入夹送辊前完成。如果k值过小,在有限的追击距离内不能完成对接;如果k值过大,变频器速度上限值达不到要求。因此,k值的取值范围应为1≤k≤追击辊最大线速度/v1;另外,k值还要受到追击距离的限制。
3 控制系统的设计
3.1 硬 件
通过理论分析得出:为了使后一根钢管在直线运动中追赶上前一根钢管并跟随运动,就得设计跟随辊道和追击辊道。本次设计了1个跟随辊道、2个追击辊道及1个受料辊道,辊道的数量根据工艺要求增减。要求辊道能变速,所以采用变频器来控制辊道电机,确保进入跟随区的钢管跟随运动,跟随区外的钢管追击运动。
在对接区域前设置第一个检测点SQ1,测量前一根钢管尾部离开至后一根钢管头部到达的时间t1,采用对射式光电开关检测钢管头尾,通过式(1)计算出追击时间tx,同时控制前一根钢管以跟随速度运行,控制后一根钢管以追击速度运行tx时间后,使后一根钢管也以跟随速度运行,实现两根钢管头尾精确无撞击对接跟随运动。
在第一追击辊道之前设置第二个检测点SQ2,在第二追击辊道之前设置第三个检测点SQ3,当前一根钢管的尾部通过了SQ2接近开关,后一根钢管的头部还没有到达SQ3接近开关,则后一根钢管以追击速度运行;当前一根钢管的尾部通过了SQ2接近开关,后一根钢管的头部通过了SQ3接近开关,则前后钢管以跟随速度运行;设计2个追击辊道是为了实现辊道较长时缩短钢管头尾距离的粗追击,采用接近开关检测钢管头尾。接近开关的数量与追击辊道的数量、长度有关;如果有n个追击辊道,则接近开关数量为(n-2)个。

图2 超声波探伤线钢管对接电气控制系统的硬件配置示意
超声波探伤线钢管对接电气控制系统的硬件配置如图2所示。为了跟随超声波探伤的速度,控制系统设置了1个模拟量输入模块,用于读取超声波探伤速度值;为实现计算、控制及显示,控制系统设计有可编程控制的CPU、人机界面HMI,并建立了整个系统的网络连接[15-21]。
把关于距离的问题转换成关于时间的问题,是该方案设计的关键;把理论分析得出的结论,用PLC编制成应用软件,是该设计成功应用的难点。在追击时,两根钢管的相对距离是随时间变化且不确定的,更换生产规格后,会引发设备各参数的变化,如果要检测其相对距离,检测设备繁多,投资成本较高,并且实现较困难。根据式(1)将关于距离的问题转换成关于时间的问题,假设v2、v1不变,即k值一定,只需测得t1就能计算出追击时间tx,而t1可以由测量点SQ1的光电开关测得。在实际编程过程中还将理论分析的结果进一步简化,使程序运行更为方便可靠。把tx输入计时器,当计时器计时结束,就认为后一根钢管头部追上了前一根钢管的尾部,此时调整后一根钢管的速度为v1,从而实现两根钢管头尾无撞击对接并跟随运动的功能。
将距离的检测和控制转换成时间的测量和控制,使得控制系统的硬件设计简单易行,只需要少数检测开关,同时利用PLC的计算和计时功能,实现探伤机要求的无撞击精准跟踪。
3.2 软 件
软件编制的难点和关键点,就是如何把计时器的数值转换成实数计算的数值,并且结合检测开关信号,准确、及时地完成控制过程。超声波探伤线钢管对接电气控制系统的程序框图如图3所示。

图3 超声波探伤线钢管对接电气控制系统的程序框图
4 系统的特点
超声波探伤线钢管对接电气控制系统将不易检测的动态距离问题转换成时间问题,使用常规的PLC进行编程,充分开发PLC的计算功能、计时功能,使复杂问题简单化;而且在调整主机生产速度及更换生产规格后,不需要调整设备参数,系统通过软件设计实现了随动跟踪。
5 结 语
设计的超声波探伤线钢管头尾精准对接电气控制系统已于2007年12月17日在常宝探伤生产线上成功应用,该研究成果已获国家发明专利(专利号:200810150555.9)。该电气控制系统投入生产以来,运行稳定、安全可靠、经济效益显著,现在国内还有相关石油钢管生产企业采用了该电气控制系统。实践证明:超声波探伤线钢管头尾精准对接电气控制系统的开发是成功的,具有很好的推广价值;系统采用的创新设计理念值得同行参考。
[1]殷国茂.中国钢管50年[M].成都:四川科学技术出版社,2004.
[2]成海涛.无缝钢管缺陷与预防[M].成都:四川科学技术出版社,2007.
[3]刘军华.URP系列自动超声波探伤机在无缝钢管生产中的应用[J].钢管,2010,39(3):60-64.
[4]常少文.油井管超声波自动探伤系统的研制与应用[J].钢管,2011,40(2):57-61.
[5]赵仁顺,梁志农.超声波检测钢管管体分层缺陷方法的研究与应用[J].钢管,2012,41(6):72-75.
[6]刘迎春.传感器原理设计与应用[M].湖南:国防科技大学出版社,1989.
[7]杨帮文.新型工业控制开关应用手册[M].北京:机械工业出版社,2006.
[8]刘美俊.西门子S7-300/400 PLC应用案例解析[M].北京:电子工业出版社,2009.
[9]崔坚,赵欣,任术才.西门子S7可编程序控制器——STEP7编程指南[M].2版.北京:机械工业出版社,2010.
[10]赵欣.西门子工业网络交换机应用指南[M].北京:机械工业出版社,2008.
[11]王北安,张明勋.电力电子设备设计和应用手册[M].北京:机械工业出版社,2002.
[12]刘君华.传感器技术及应用实例[M].北京:电子工业出版社,2008.
[13]刘美俊.变频器应用与维护技术[M].北京:中国电力出版社,2008.
[14]徐驰,樊萍.超声波探伤线钢管头尾无撞击连接跟随控制系统及方法:中国,200810150555.9[P].2008-08-06.
[15]李希胜,孙昌国,舒雄鹰.可编程序控制器原理及应用[M].北京:中国计量出版社,2006.
[16]张燕宾.常用变频器功能手册[M].北京:机械工业出版社,2005.
[17]陈中华.可编程序控制器与工业自动化系统[M].北京:机械工业出版社,2006.
[18]张雪申,叶西宁.集散控制系统及其应用[M].北京:机械工业出版社,2006.
[19]符曦.系统最优化及控制[M].北京:机械工业出版社,2004.
[20]崔坚.西门子工业网络通信指南[M].北京:机械工业出版社,2005.
[21]童时中.电子设备人机工程设计及应用[M].北京:电子工业出版社,2010.
