木塑窗角的熔焊-电磁感应复合连接技术1)
2015-03-07赵辉王天琪宋扬周焕宇王清文
赵辉 王天琪 宋扬 周焕宇 王清文
(生物质材料科学与技术教育部重点实验室(东北林业大学),哈尔滨,150040)
责任编辑:张 玉。
近年来,随着环保理念的不断提倡,木塑复合材料(Wood-plastic Composites 简称WPC)作为一种可对废旧木材和塑料二次回收的环保复合材料,并兼有植物纤维和塑料的双重特点,具有较好的物理性能、可加工性能、环境友好性等诸多优点,现已成为研究热点[1]。目前,木塑复合材料多用于包装行业、建筑行业、汽车内饰,而在我国较多应用于建筑领域,如地板、门窗、装饰板等,其中木塑门窗以其良好的力学性能、较高的使用价值、较低的成本得到越来越多的关注[2]。现今,木塑窗角常用的连接方式为机械连接、胶接、焊接,采用单一的连接方式都避免不了其本身的问题,而复合连接是利用2 种或多种方式连接木塑窗角的互补方法,渐渐成为主要发展趋势[3]。
本试验采用熔焊-电磁感应加热复合连接木塑窗角的方法,先用熔焊进行木塑窗角的初步连接;再用电磁感应加热热熔窗角,增强腔内的填充物,待冷却后形成加强筋塑件角码,完成二次加强连接。由于熔焊和电磁加热均属于快速成型的连接,所以这种复合方法具有较高的连接效率,并且电磁感应加热连接具有加热均匀、连接结构安全可靠、热效率高等特点,具有广泛的研究领域和良好的应用前景[4]。
本试验选取挤出型工艺生产的木塑异型材作为研究试件,通过复合连接的方法避免了单一方式引起的不足,尤其是将电磁感应加热技术引入到木塑窗角的连接中,并利用角强度试验机分析连接效果,这种新的连接方式可为以后的木塑窗角连接提供参考。
1 材料与方法
实验按照质量分数称取50 份聚乙烯(PE)、50 份木粉(WF)、9 份的加工助剂,经混粉、造粒、挤出成型,制备试件70 型木塑平开窗窗扇型材(见图1)。
实验仪器与设备:SHZ4-100x4500 塑料门窗4位焊接机(济南精工新亚机器有限公司);GPH-36微型感应加热设备(郑州日佳电源加热设备有限公司);SJS-20 数显式角强度试验机(济南大唐伟业科技发展有限公司);红外热像仪(美国福禄克公司)。
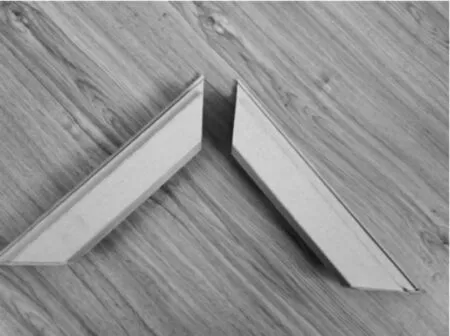
图1 试件制备图
熔焊原理:利用热板焊接将焊件接头加热至熔化状态,在一定压力下熔化部分相混合,待一段时间后,冷凝形成焊缝,完成焊接。初步熔焊目的是连接两个窗扇,可防止电磁感应加热形成木塑窗角码过程中填充物质熔化流出,提高连接效果。
电磁感应加热原理:交变的电流通过线圈会形成交变的磁场,交变磁场被导体切割产生涡流,使导体瞬间发热;由于电磁加热过程没有热传导的损耗,并且磁力线通过非金属物质时不受阻碍,因此热效率非常高,极大的缩短了加工时间并增强了木塑窗质量。
熔焊-电磁感应加热复合连接试验:本试验基于前人对热板熔焊连接木塑窗角的实践,初步熔焊的焊接条件选择为焊接温度260 ℃、焊接时间60 s、加热时间50 s、左右进给压力0.2 MPa、前后压钳压力0.4 MPa。
在电磁感应加热连接中,影响窗角连接的主要参数为加热时间、输出振荡频率。加热时间选取35~60 s,每隔5 s 进行一次试验;输出振荡频率40~70 kHz,每隔10 kHz 进行一次试验。共24 组,每组重复3 个试样。
图2为钢衬的侧视图。本试验采用的钢衬为优质碳素结构钢45 钢,宽度42 mm、高度25 mm。在电磁感应连接之前,为了增大填充物质与窗角增强腔的接触面积,以便更好的熔化形成角码、提高连接强度,对钢衬进行了两点改进:①将钢衬一端切割为45°角对接;②在钢衬45°角一侧打孔,便于填充物质的流通。改进后的钢衬如图3所示。钢衬和填充物质准备好后,放入到木塑窗增强腔中,其截面示意图如图4所示。
电磁感应加热设备如图5所示。根据木塑窗角的外形尺寸,确定加热线圈为3 层。层与层之间距离均为33 mm;每一层长度分别为290、230、170 mm,宽度均为70 mm;线圈直径为8 mm。试验过程中,通过在左侧面板设定输出振荡频率和加热时间后进行加热。
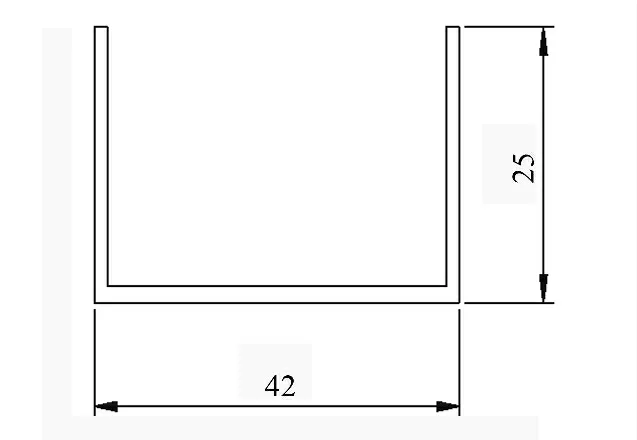
图2 钢衬侧视图

图3 钢衬改进图
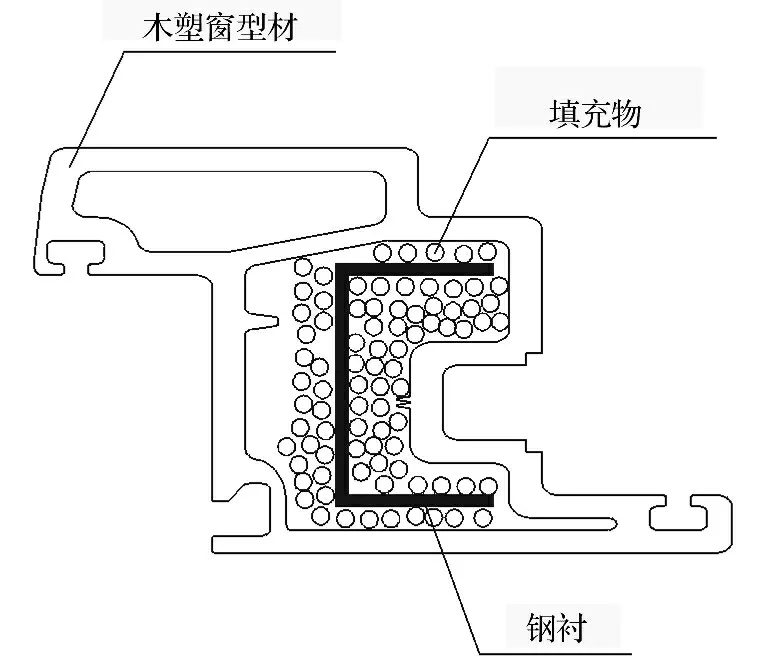
图4 木塑窗内部截面示意图

图5 电磁感应加热图
本试验填充物质选择聚乙烯树脂,经试验证明,钢衬在电磁感应线圈中加热后温度会极速上升并且熔化。图6、图7,为输出振荡频率50 kHz、电磁加热时间55 s 时,第20 s 左右经过红外温度测试仪器测得的钢衬红外图像和木塑窗外表面红外图像。图6显示加热时,钢衬温度为275.1 ℃,远超出聚乙烯树脂的熔点,可以快速进行熔化。图7显示加热结束后,试样外表面温度为80.3 ℃,该温度不会破坏木塑窗表面材料。
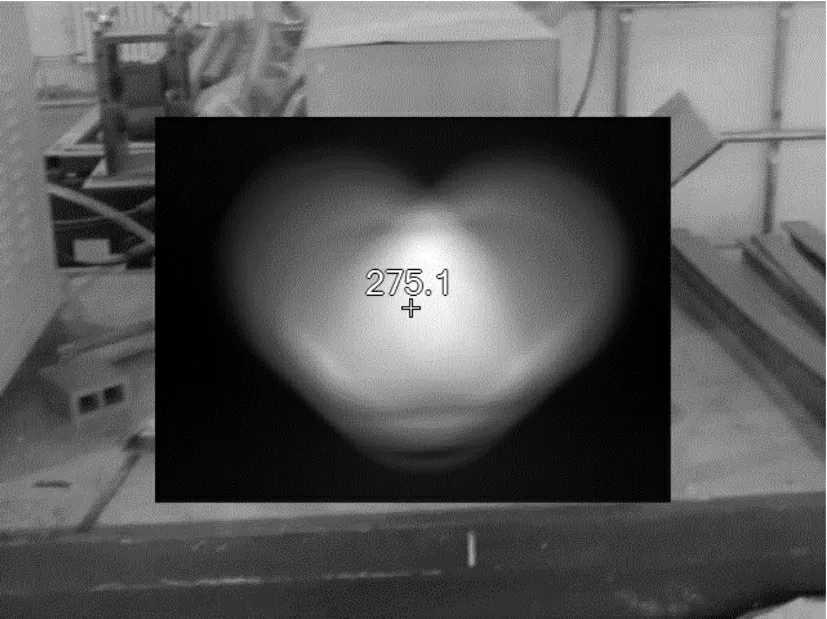
图6 钢衬红外图像
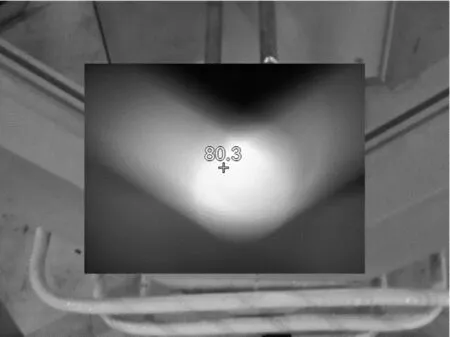
图7 木塑窗外表面红外图像
2 结果与分析
待加热完成,将连接好的窗角完全冷却后放在角强度试验机下检测,记录窗角受压弯曲断裂的最大值(Fc)(见图8)。
根据公式(1)可计算窗角受压弯曲应力(σc)。

由于木塑窗角尺寸均为统一标准,所以按照GB/T 8814—2004 检测标准,公式(1)中a =(400 ±2)mm 为试样支撑面的中心长度;e =40.14 mm 为临界线与中轴线的距离;W=Ⅰ/e 为应力方向的倾倒矩,由材料截面尺寸计算Ⅰ=576 118.3 mm4[5]。
表1为采用单因素分析法,振荡频率为选定值时,在相应加热时间下3 组试件的破坏力及弯曲应力范围,振荡频率范围为40~70 kHz,加热时间选取范围为35~60 s。

图8 木塑窗角受压弯曲最大力值
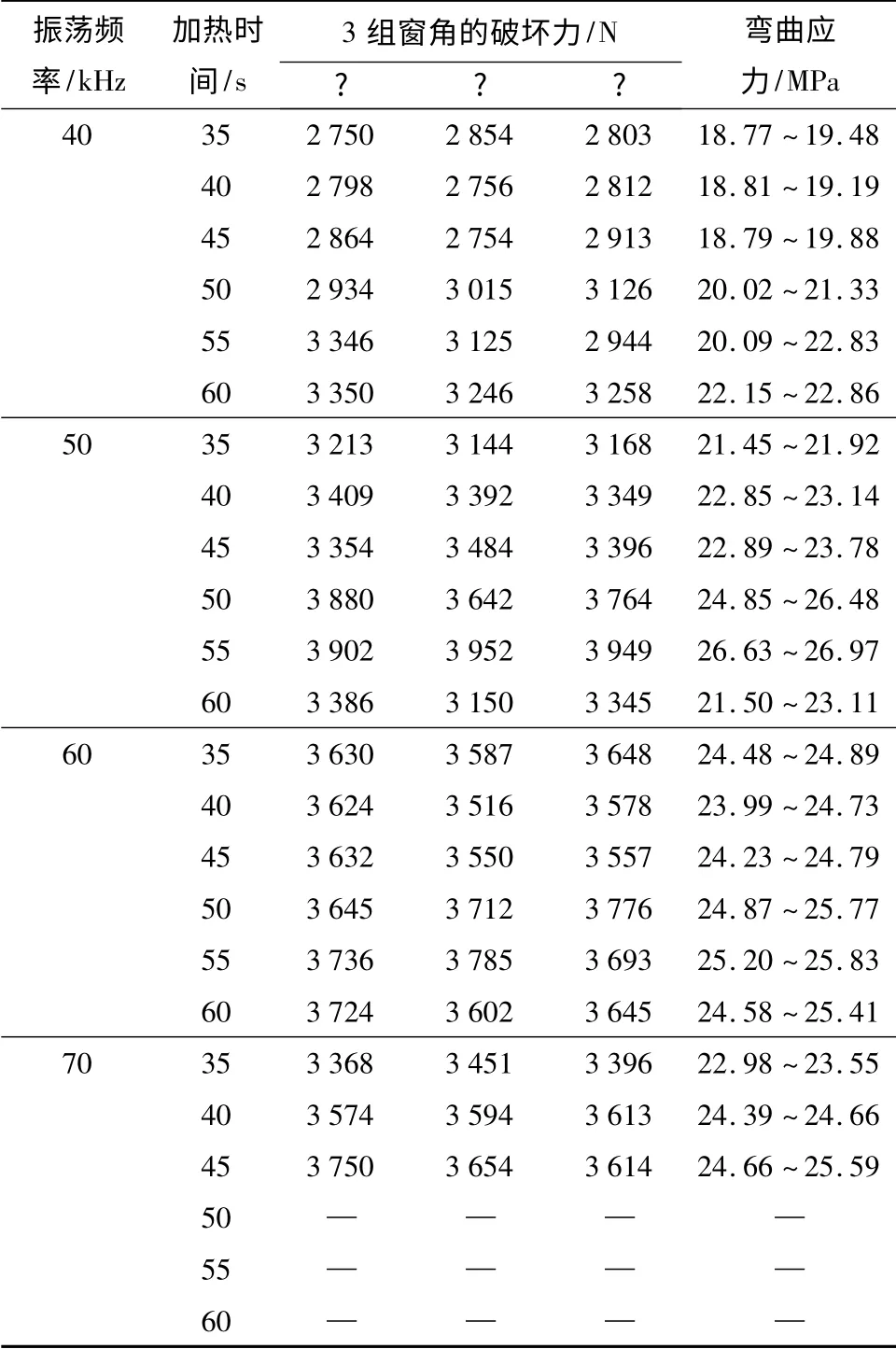
表1 不同输出振荡频率下不同感应时间试件强度
试验中,当输出振荡频率为70 kHz 时,电磁感应加热时间为35、40、45 s,窗角还保持完好;但当加热时间为50 s 时,由于温度过高,导致木塑窗角变形,不适合进行继续试验。所以,本次试验只进行到输出振荡频率70 kHz、加热时间45 s。
由表1可见:在本次试验中,在初次焊接参数相同的条件下,试件的最大受压弯曲力出现在输出振荡频率50 kHz、加热时间55 s 时,最大为3 952 N;经按照公式(1)计算,试件受压弯曲应力为26.97 MPa。
角强度测试后,木塑窗角分离,其断面如图9所示。发现填充物质熔化充分,尤其在断面交接处,且加热未损坏原有窗角结构。

图9 木塑窗角分离图
3 结论
将电磁感应加热引入到木塑窗角连接中,经试验证明:熔焊-电磁感应加热复合连接木塑窗角是可行的。通过试验发现,熔焊-电磁感应加热复合连接木塑窗角,实现了连接速度快、热效率高、木塑表面无破坏、具有一定连接强度等诸多优势。在焊接温度260 ℃、焊接时间60 s、加热时间50 s、左右进给压力0.2 MPa、前后压钳压力0.4 MPa,完成初步焊接;在电磁感应加热时间55 s、输出振荡频率50 kHz 时,效果最好,试件受压弯曲的最大力为3 952 N、受压弯曲应力为26.97 MPa。
在本试验中确定的试验方法、工艺参数连接的木塑窗角,具有一定的强度,对其他的木塑角部连接具有参考价值。
[1] 伍波,张求慧,李建章.木塑复合材料的研究进展及发展趋势[J].材料导报,2009,23(7):62-64.
[2] 赵辉,张圣源,杨秀轩,等.木塑窗角的熔焊注塑复合连接试验[J].东北林业大学学报,2014,42(8):126-130.
[3] 李影,程瑞香,王清文,等.木塑复合材料的连接方式[J].林产工业,2010,37(1):43-45.
[4] 徐先泽,肖雅静,时千峰.感应加热技术的应用及发展[J].现代零部件,2010(3):62-63.
[5] 隋谭.AutoCAD 软件在PVC-U 型材焊接角破坏力计算中的应用[J].塑料科技,2008,36(9):56-59.
[6] 周一龙,赵辉,祝虹媛.木塑复合板材的超声波直角焊接性能试验[J].东北林业大学学报,2012,40(11):116-119.
[7] 赵辉,张圣源,杨秀轩.木塑窗角部连接方式的对比研究[J].森林工程,2014,30(2):92-94.
[8] 刘联春.浅谈感应加热技术[J].中国新技术新产品,2013(6):12.