沙柳材液化的工艺优化及产物分析1)
2015-03-07周宇安珍
周宇 安珍
(内蒙古农业大学,呼和浩特,010018)
责任编辑:戴芳天。
木材是可再生、易降解的天然生态材料,转化和高效利用木质纤维素对减少石油能源的消耗和环境的保护有着重要的意义[1]。沙柳的主要成分为纤维素、半纤维素和木质素,在适当的溶剂中液化,产物可以用来制备泡沫塑料、黏合剂等高分子材料[2]。沙柳枝条丛生,根系发达具有耐旱、耐寒、耐高温等特性,是固沙造林的优良树种[3]。
目前,张求慧[4]综述了国内外木材的苯酚及多元醇液化反应机理研究方面的进展,归纳了木材液化反应机理研究的发展趋势。黄金田[5]应用核磁共振仪测试比较了沙柳、柠条在苯酚溶液中液化反应的生成物。赵岩[6]研究了沙柳在多元醇溶液中的液化,并对产物进行FTIR 分析,结论表明当液化剂聚乙二醇和丙三醇的质量比为4∶ 1 时,在强酸为催化剂的条件下沙柳能充分反应,产物中生成了大量的羟基、甲基等活性基团。
响应面分析方法是一种试验次数少、周期短、求得的回归方程精度高、能研究几种因素间交互作用的回归分析方法[7];尽管前人采用过NMR 方法对木质素模型物的液化机理及产物进行分析,但NMR方法对沙生灌木的多元醇液化产物的检测及分析的文章则鲜有报道。笔者通过NMR 方法将沙柳木材液化后的混合物进行成分结构的确定,为日后进一步应用其液化产物打下理论基础。
1 材料与方法
1.1 原料及仪器
沙柳,内蒙古鄂尔多斯新街治沙站产,粉碎(未去皮)筛选出直径≤80 目粉末,在烘箱中105 ℃干燥24 h 后,置于密封袋中备用。聚乙二醇,天津市风船化学试剂科技有限公司;丙三醇,天津市风船化学试剂科技有限公司;浓硫酸,国药集团化学试剂有限公司;1,4-二氧六环,国药集团化学试剂有限公司。
仪器:FZ-102 型微型植物粉碎机,天津泰斯特仪器有限公司;电热≦恒温油浴锅,济南精诚实验仪器有限公司;DZF-6210 真空干燥箱,上海一恒科技有限公司;水循环式真空泵,上海申光仪器仪表有限公司;核磁共振谱仪,Bruker Avance Ⅲ500,瑞士布鲁克公司。
1.2 木材液化试验过程
把沙柳木粉、液化剂和催化剂浓H2SO4加入装有搅拌器和球形冷凝管的三口烧瓶里,浸入预先加热至一定温度油浴锅中开始计时。待反应到指定时间后,再将三口烧瓶放于凉水中冷却终止反应,得到沙柳木粉的液化产物。
1.3 液化率的测定
用质量分数为80%的1,4-二氧六环溶液对液化产物进行稀释洗涤,用滤纸过滤后,再用1,4-二氧六环溶液清洗液化产物5~8 次,直至抽滤瓶内为无色溶液,得到不溶物残渣和滤纸。将残渣和滤纸一起置于105℃干燥箱烘干至恒质量后称量,液化效果用液化率来表示:

式中:Y 为液化率(%);m1为木粉残渣质量(g);m2为液化前木粉质量(g)。
1.4 分析表征
NMR 波谱:500 M 核磁共振谱仪,分辨率≤0.2 Hz;羟值测试参考GB/T 12008.3—2010 标准;酸值参考GB/T 12008.5—2010 标准;黏度测试参考GB/T 12008.7—2010 标准。
2 结果与分析
2.1 单因素优化试验
沙柳的液化率取决于以下因素:液固比、温度、反应时间和催化剂用量。单因素试验是单个因素在适当范围内改变的同时保持其他因素不变,研究液固比=2∶ 1~7∶ 1 对沙柳液化率的影响。结果得出,沙柳液化率随着液固比的增加,首先大幅增加,在超过最优值5∶ 1 后开始缓慢下降。因为液固比较小时,木粉和液化剂不能充分接触,液化反应不能完全进行,液化率较低;但是液固比超过5∶ 1 时,不仅提高了试验成本,而且过多的液化剂将导致额外残渣的出现,结果使液化率计算值减小。
研究反应时间(70~170 min)对液化率的影响。将整个液化过程分为3 个阶段,在初始阶(70~110 min),液化率增加明显,但因为反应时间较短导致反应不完全,液化率较低;在第二阶段(110~150 min),液化率达到很高值后趋于平稳[8];第三阶段(150~170 min),随着反应时间的延长,过长的反应时间使液化物发生了缩聚反应,液化率开始下降[9]。
研究反应温度(80~140 ℃)对液化率的影响。从80 ℃升高到140 ℃时,液化率逐渐升高到最高值。140 ℃时,液化率达到最高值,而后开始降低。当温度处在较低水平时,在这个阶段随着温度的增加,纤维素其他大分子的内部能量升高达到反应活化能后开始快速降解,反应温度的升高能显著促进液化反应的发生;但温度继续升高后,过高的温度又会使液化产物发生缩聚反应导致液化率降低。
研究催化剂用量(1%~6%)对液化率的影响。当催化剂用量从1%上升到5%时,催化剂能显著提升沙柳的液化率;当催化剂用量超过5%时,液化率反而下降了,是因为适量的催化剂可以促进生物质解聚作用。但是在高温条件下,过多的催化剂会导致反应原材料被碳化,降低液化率[10]。
2.2 响应面模型的建立及分析
在单因素试验的基础上,根据中心组合实验设计原理分别设置液固比(A)、反应时间(B)、反应温度(C)和催化剂用量(D)为自变量,沙柳木粉液化率为响应值。选用4 因素3 水平响应面分析的方法优化沙柳木粉液化工艺,实验因子和编码见表1。响应面分析试验结果如表2所示。
表1 响应面分析因素水平表

表2 响应面分析试验结果
2.2.1 回归方程的建立与方差分析
由Box-Behnken 试验设计,得到4 个因素拟合后的回归方程:
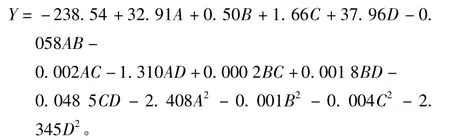
表3对能够拟合数据的各种多项式模型的复相相关系数及均方和偏差平方和的结果进行综合比较[11],结果显示二次多项式模型为最优。R2为0.922 9 说明该模型拟合度很好,其响应值92.29%都来自所选因变量,模型能够很好地反映因变量与响应值的真实关系。
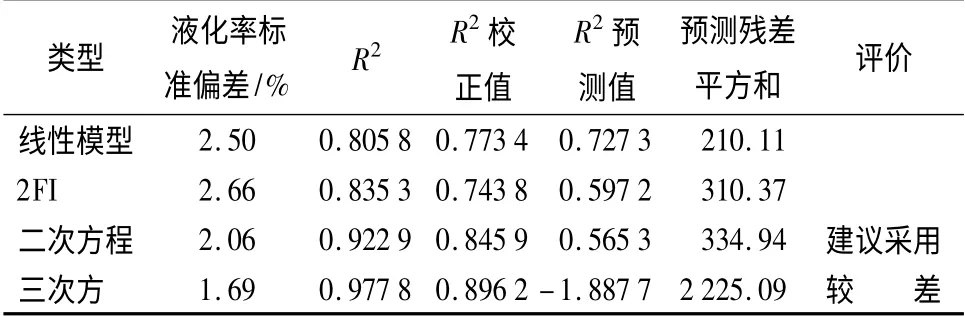
表3 综合分析
根据表4对模型系数显著性分析可知:该模型表现为极显著(P <0.000 1);各试验因素对响应值的影响不是简单的线性关系。单个因素对沙柳木粉液化率的影响从大到小依次为催化剂用量、温度、液固比、时间;因素间交互作用对沙柳木粉液化率的影响从大到小依次为:催化剂用量×温度、催化剂用量×液固比、温度×液固比(在单因素试验基础上,时间因素在所选的水平范围内对液化率的影响较小)。
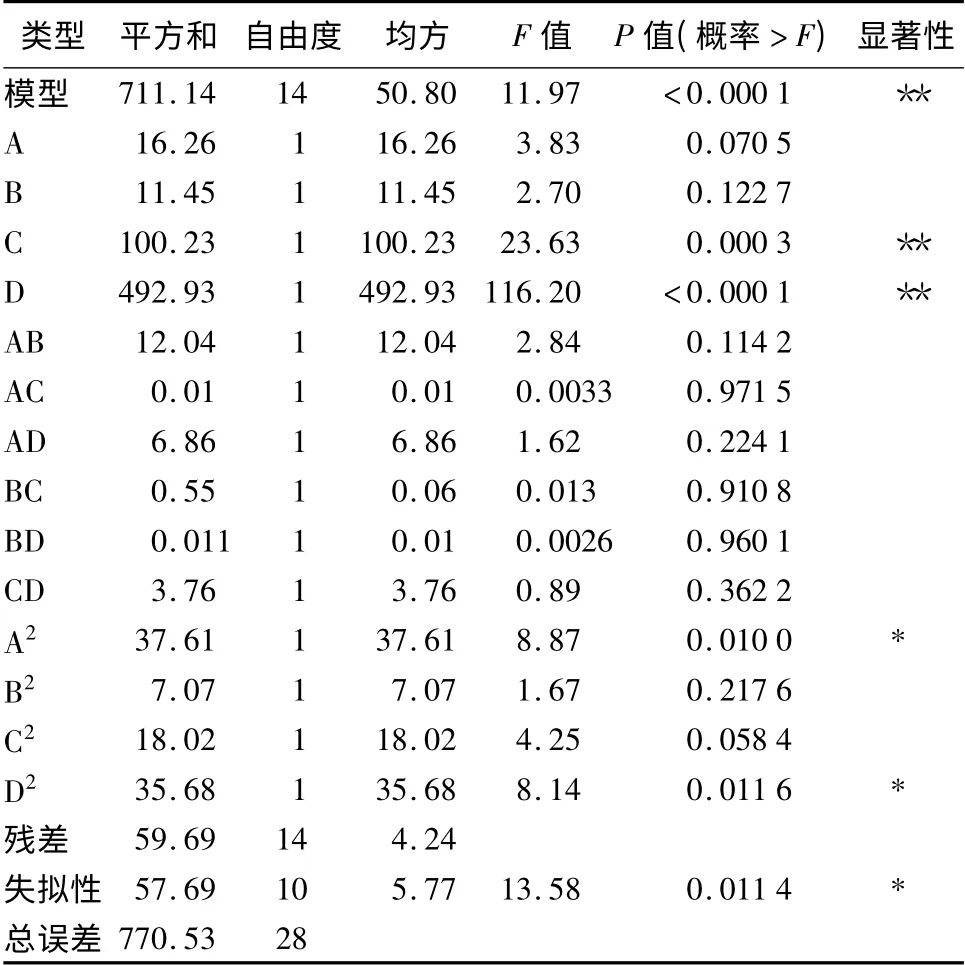
表4 回归模型方差分析
2.2.2 响应面模型分析
图1—图3为各因素交互作用的响应面的3D分析图。由响应面最优值和坡度走势可以得到与表4相吻合的结果,即因素间交互作用对液化率的影响从大到小依次为:催化剂用量×温度、催化剂用量×液固比、温度×液固比;由图1、图2得到只有催化剂用量大于4%时,液化率才能保持在95%以上。催化剂用量小于4%时,增加液固比和温度也不能使液化率达到95%以上,说明催化剂用量对液化反应的影响最大,与表4分析结果相同。图3显示液化率随着固液比和温度的增加而逐渐增加,达到最优值后开始减小。液固比为3.5~4.5,反应温度为160~180 ℃时液化反应可以取得最优值,说明催化剂用量和反应时间位于中心水平时高温和过量液固比不能提高沙柳木粉的液化率。

图1 温度和催化剂交互作用对沙柳木粉液化率影响
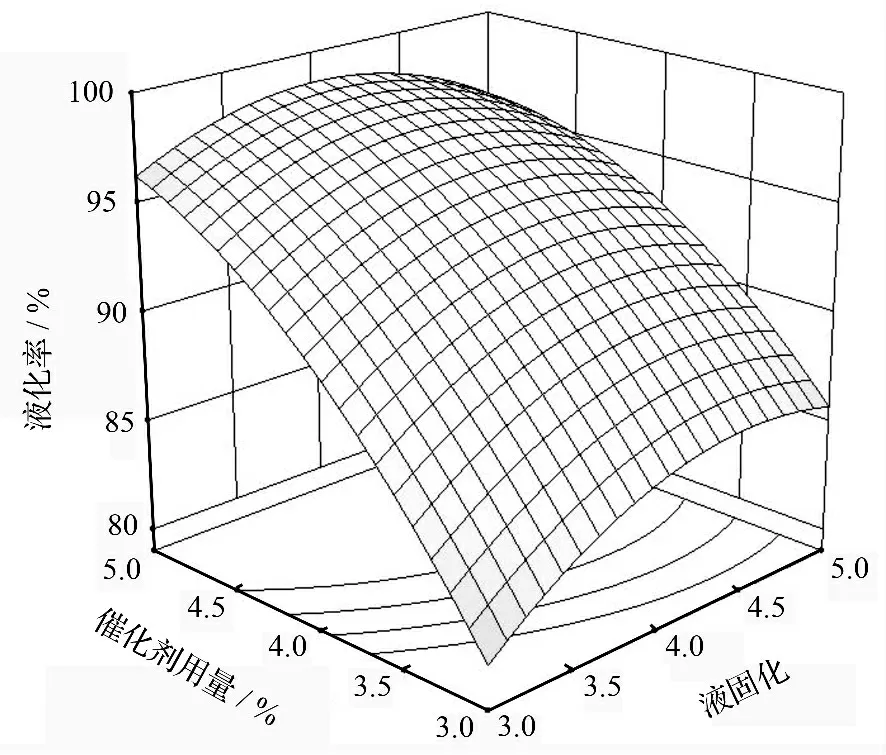
图2 液固比和催化剂交互作用对沙柳木粉液化率影响

图3 液固比和温度交互作用对沙柳木粉液化率影响
2.2.3 最优工艺条件的预测及验证
应用响应面法优化沙柳木粉液化工艺得到的最佳工艺参数为:液固比为3.68、液化时间143.83 min、反应温度172.17 ℃、催化剂用量5%。根据实际试验的灵活可操作性,液化的工艺参数改为:液固比为4、液化时间140 min、反应温度170 ℃、催化剂用量5%。在此条件下进行实验室验证,得到沙柳木粉液化率为97.84%,与模型预测值较接近,表明响应面法优化得到的液化工艺参数可靠。
2.3 沙柳液化产物分析
NMR 方法可以在不破坏样品的情况下深入物质内部对材料进行定性分析,具有迅速、准确、高分辨率等优点,是现代生物医学、材料科学等领域研究不同物质结构物理性质的重要手段之一。本研究中使用氘代甲醇作为NMR 方法的检测溶剂。
2.3.11H NMR 分析
图4是沙柳木粉在酸性条件下醇化产物的1H NMR 图谱。δ=6.0~8.1 的信号来自于木质素基本结构单元愈疮木基苯丙烷和紫丁香基苯丙烷醇解后生成的芳香核质子[12]。其中δ=6.0~7.6 是愈疮木基苯环上不与甲氧基和羟基连接的另外4 个C 上的H[13],这一区域上的峰会随着液化时间的延长在后期逐渐降低直至消失。δ =4.8 的信号是来自紫丁香基木质素单元中的酚羟基质子[14],因为沙柳属于阔叶材含有较多的紫丁香基苯丙烷结构而且酚羟基周围有较强的电负性。δ=4.2 是木质素基团—C(O)OC2H5的波普。因为液化过程中木质素或纤维素降解生成的羧酸化合物会与液化剂多元醇发生酯化反应生成纤维素醋酸酯基团[15]。δ=4.12 是羟基质子的信号,由于纤维素醇解生成糖类化合物,糖类化合物再降解产生的脂肪化合物。由于木质素和纤维素降解过程中会生成大量的甲氧基,所以δ =3.8~4.0 区域有峰的波动。δ =2.0~2.2 与羰基或与双键相连的甲基质子或与丙烷相连的乙酰基上的质子[16]。δ=1.4 的信号峰表示的是脂肪化合物甲基上的质子。
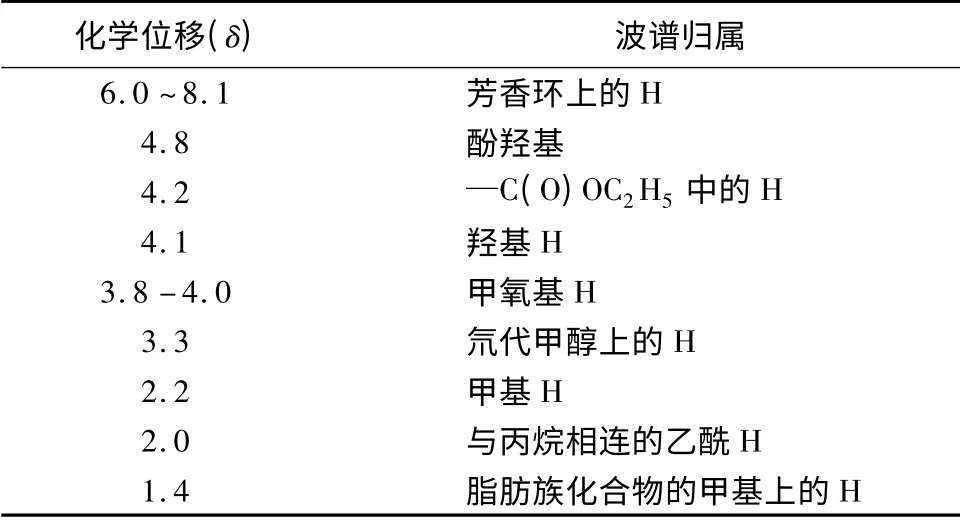
表5 沙柳液化产物的1H 的信号归属
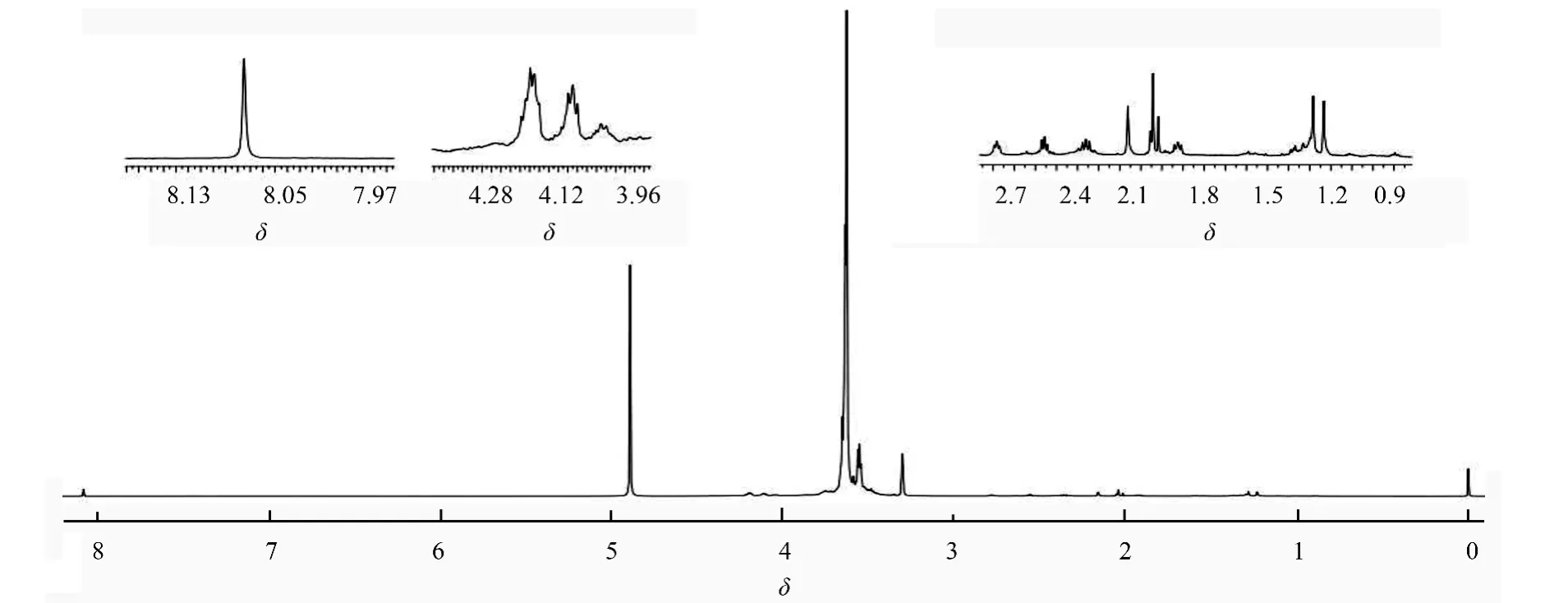
图4 沙柳木粉液化物的1H NMR 图谱
2.3.2 羟值、酸值、黏度的测定结果
表6是液化产物在反应时间为30、60、90 和120 min 时的羟值(以KOH 计)、酸值(以KOH 计)、黏度的测定结果。

表6 沙柳液化产物的羟值、酸值和黏度
沙柳中含有大量的纤维素和木质素。纤维素和木质素的基本结构含有羟基,1H NMR 分析得知沙柳液化过程中纤维素和木质素的降解又会生成新的带有羟基的小分子物质,所以随着反应的进行产物中的羟值增加。纤维素液化过程中,葡萄糖酐的裂解会生成含有酸性的小分子物质,使产物的酸值略微增加。反应开始时,沙柳液化不完全,产物的黏度高;随着沙柳液化反应的深入,纤维素和木质素裂解的小分子化合物之间会发生反应生成大分子物质,从而导致产物的黏度升高。
3 结论
响应面优化模型确定沙柳(未去皮)木粉液化工艺参数为:液固比为4∶ 1、液化时间140 min、反应温度170 ℃、催化剂用量5%。在此条件下沙柳木粉液化率为97.84%;核磁共振图谱分析得出沙柳在多元醇液化过程中,发生了降解、缩聚反应,产物主要生成了糠醛类化合物、愈创木基型木质素结构以及脂类化合物。另外纤维素、木质素降解生成的小分子化合物之间缩聚产生大分子量的化合物;液化产物的羟值、酸值都随着液化率的增高而增加。产物的黏度在反应开始阶段较高,之后产物黏度值随反应时间的增加先降低又升高。
[1] 张求慧,赵广杰.木材的液化及其液化生成物的利用[J].国际木业,2003(8):14-17.
[2] 谢涛,谌凡更.木材液化及其在高分子材料中的应用[J].纤维素科学与技术,2004,12(2):47-53.
[3] 张路,郝一男,安珍.碳酸乙烯酯液化沙柳材的工艺研究[J].木材加工机械,2014(4):45-47.
[4] 张求慧,赵广杰.木材的苯酚及多元醇液化反应机理研究进展[J].林产化学与工业,2014,34(4):138-143.
[5] 黄金田,高冠慧.沙柳及柠条灌木材液化产物的核磁共振谱分析[J].林产化学与工业,2009,29(4):101-104.
[6] 赵岩.沙柳液化物制备发泡材料的工艺与性能的研究[D].呼和浩特:内蒙古农业大学,2013.
[7] 刘钟栋,李坤.蔗糖多酯合成工艺的响应面法优化[J].农业机械学报,2008,39(2):85-88.
[8] Yan Y,Hu M,Wang Z.Kinetic study on the liquefaction of cornstalk in polyhydric alcohols[J].Industrial Crops Products,2010,32(3):349-352.
[9] 苗雅文,张桂兰.沙柳木材苯酚液化工艺及其结构表征[J].西北林学院学报,2013,28(4):162-165.
[10] Guo J,Liu J,Li D,et al.Process optimization for microwave-assisted direct liquefaction of Sargassum polycystum C.Agardh using response surface methodology[J].Bioresource Technology,2012,120:19-25.
[11] 冯国东,周永红,郭晓昕,等.响应面分析法优化木材微波液化的工艺研究[J].纤维素科学与技术,2009,17(4):19-30.
[12] Tejado A,Pena C,Labidi J,et al.Physico-chemical characterization of lignins from different sources for use in Phenol-formaldehyde resin synthesis[J].Bioresource Technology,2007,98(8):1655-1663.
[13] 蔡邦宏.从化学位移看苯环亲电取代反应的定位规律[J].嘉应学院学报,1996(1):49-52.
[14] Lin L Z,Yao Y G,Yoshioka M,et al.Liquefaetion mechanism of lignin in the Presence of Phenol at the levated temperature without catalysts:studies on β-o-4 lignin model compound.2.Reaction pathway[J].Holzforschung,1997,51(4):325-332.
[15] 牛敏.木材多元醇液化物的结构表征及缩聚反应路径[D].北京:北京林业大学,2011.
[16] 刘贵生,段新方,刘君良,等.1H,13C-NMR 光谱在木质素化学研究中的应用[J].吉林林学院学报,1996,12(4):239-243.
