白腐菌产漆酶处理木屑对生产刨花板用胶量的影响1)
2015-03-06林琳张永明刘力宁韩松陈广胜
林琳 张永明 刘力宁 韩松 陈广胜
(东北林业大学,哈尔滨,150040)
责任编辑:张 玉。
用漆酶进行木材前处理[1],减少脲醛树脂使用量,则是实现环保型木基复合材料生产工艺的重要途径之一。目前已发现,能够处理木质材料的生物酶[2](包括漆酶、木质素过氧化酶、锰过氧化酶等)中,漆酶[3]具有较强的木质素活化处理能力。目前虽已有成品漆酶出售,然而,直接利用成品漆酶[4]处理板材制人造板,造价较贵,限制了漆酶处理技术在木材加工行业的推广及产业化应用。本课题利用白腐菌能够产漆酶[5]这一特性,直接把白腐菌产的高活性漆酶利用到木材的前处理过程中。其优点在于,能够直接利用漆酶活化木质素[7-8],达到简化工艺、降低造价的目的。本研究采用木制产品加工过程中产生的废弃木屑为原料,通过漆酶进行不同条件的前处理[9-10]后,进行刨花板的压制,再与未经处理的木屑热压成的刨花板进行对比。发现,经前处理后,达到同等物理力学性能时所需脲醛树脂的用量,减少了42.9%。为探索开发新型、廉价、环保的刨花板生产工艺提供了有益的参考。
1 材料与方法
本试验中所用的漆酶培养方法及酶活测量方法,均为试验室已有的方法[11]。
实验用的木质材料为木屑;胶黏剂为脲醛树脂胶。
木质材料的处理:将木屑和粗酶液混合。按木屑质量(g)与粗酶液体积(mL)比1.0 g∶1.5 mL的配比,将木屑和漆酶粗酶液混合,搅拌均匀,随后密封,以避免混合物受到其它菌种的干扰;同时保证了潮湿的环境及适宜的温度,有利于保持漆酶活性。将密封的混合物放置在25~30℃环境下静置7 d,使漆酶与木质素充分接触,达到活化效果。木屑静置后进行烘干,烘箱温度设置在50℃以上,将木屑烘至含水率为8%~10%,待用。
设定刨花板密度0.7~0.8 g/cm3,厚度0.6 cm。
刨花板物理力学性能测试:将成板裁成5 cm×5 cm的试样,进行内结合强度测定;将成板裁成5 cm×15 cm的试样,进行静曲强度、弹性模量测定。
施胶量的确定:刨花板的施胶量,不仅要考虑板的各项物理力学性能,还要考虑到成板的甲醛释放量。本试验中,未经处理过的木屑施胶量最大值定为木屑绝干质量的14%,在对比试验中逐渐减少施胶量,取施胶量14%、12%、10%、8%进行对比试验。
2 结果与分析
2.1 漆酶的选择
在葡萄糖质量分数为10 g/L的基础培养基中,添加外源天然成分。培养11 d后:基础培养基中的白腐真菌漆酶产量,仅为39 U/mL;添加麸皮浸出液的培养基中,白腐菌漆酶产量为68 U/mL;添加马铃薯浸出液的培养基中,白腐菌漆酶产量达到112 U/mL,约为基础培养基产量的2.8倍以上。试验选用添加马铃薯浸出液的培养基进行漆酶培养。
经培养试验证明:在摇床培养11 d,漆酶酶活最高,可达200 U/mL以上。在后续试验中用的漆酶,均为摇床培养白腐菌11 d的漆酶粗酶液。
2.2 热压条件的选定
在实际生产中,刨花板的热压条件一般为:热压温度180℃、压力3.5~4.0 MPa、热压时间8 min[12]。本试验用木屑均经过活化处理,在热压成板的过程中,起到胶合作用的除了脲醛树脂胶外,还有经活化的木质素,在热压时表面官能团反应所起到的胶合作用;所以,本试验的热压条件定为:热压温度120℃、热压时间30 min。
压力的选定:为保证经活化的木质素表面的官能团能全反应,取经活化的木屑进行压力试验(见表1)。由表1可见:在相同施胶量、热压温度、热压时间条件下,压力增加,会使刨花板的内结合强度、弹性模量、静曲强度,有一定的增强,但效果不明显;所以选定,后续试验中的热压压力为6 MPa。
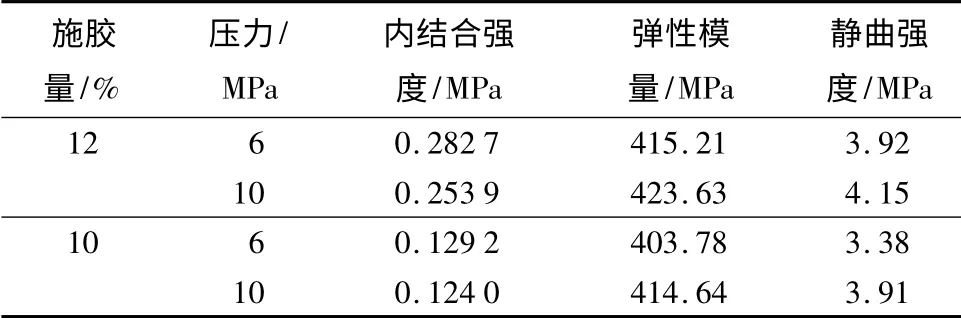
表1 压力对刨花板物理力学性能的影响
2.3 2种刨花板物理力学性能对比
由表2可见:当施胶量为14%时,经活化木屑压成的刨花板,比未经活化木屑压成的刨花板,内结合强度提高了0.015 8 MPa,效果并不明显;弹性模量提高了106.54 MPa、静曲强度提高了0.49 MPa。施胶量为12%时,经活化木屑压成的刨花板,比未经活化木屑压成的刨花板,内结合强度提高了0.096 4 MPa,效果并不明显;弹性模量提高了106.48 MPa、静曲强度提高了0.49 MPa。施胶量为10%时,经活化木屑压成的刨花板,比未经活化木屑压成的刨花板,内结合强度并未提高,弹性模量提高了106.51 MPa、静曲强度提高了0.49 MPa。施胶量为8%时,经活化木屑压成的刨花板,比未经活化木屑压成的刨花板,内结合强度没有提高,弹性模量提高了134.85 MPa、静曲强度提高了0.41 MPa。
从对比结果看,当施胶量和热压条件相同时,经活化的木屑压制的刨花板,弹性模量和静曲强度,都优于未经处理的木屑压制的刨花板,说明经漆酶活化的木屑自身有胶合作用。内结合强度的对比结果并不明显,原因在于木屑本身呈颗粒状,热压成板后,板间起到胶合作用的是脲醛树脂胶和被活化的木质素表面官能团的反应结合,并没有木质材料间的交织力,导致内结合强度结果不理想。
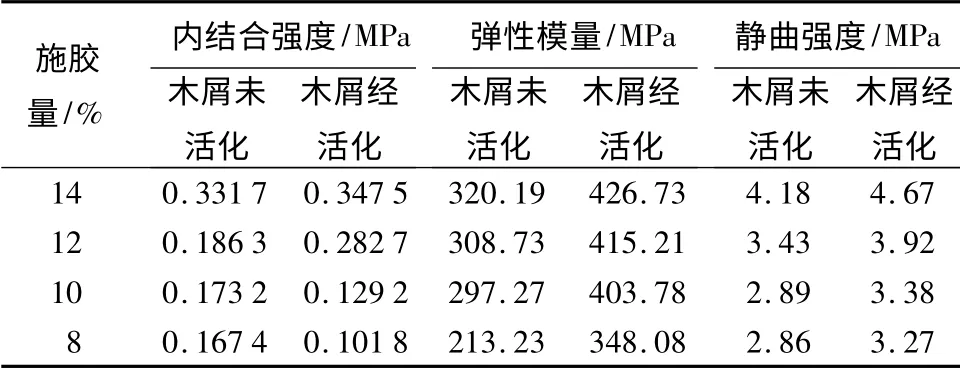
表2 2种刨花板的物理力学性能对比
3 结论
在漆酶培养时,可选择马铃薯浸出液加入培养基中,以提高漆酶的酶活;在漆酶培养的11 d酶活最高(最高值大于200 U/mL),即可满足后续试验所需的酶活。省去纯漆酶的购置开销,降低刨花板的制作成本。
在施胶量、温度和时间相同的条件下,分别用6、10 MPa压力压制的刨花板,各项物理力学性能的提高均不显著,因此选择6 MPa热压。经活化和未经活化的木屑,在相同施胶量、热压条件下压制的刨花板,对其物理力学性能的对比可看出:施胶量为8%时,经漆酶活化的木屑压成的刨花板的弹性模量,优于施胶量为14%的未经活化的木屑压成的刨花板,且静曲强度相差小于1 MPa。实验证明:当达到相同的物理力学性能时,经活化的木屑的脲醛树脂使用量,比未经活化的木屑的脲醛树脂使用量降低了42.9%。本实验结果,可为探索开发新型、廉价、环保的刨花板生产工艺及降低刨花板的甲醛释放量,提供参考。
[1]秦文娟,余惠生,付时雨.利用漆酶降解有机污染物[J].中国造纸,2001(5):58-62.
[2]吕世翔,王秋玉.白腐菌在木质纤维素降解中的应用进展[J].森林工程,2009,25(4):26-31.
[3]吴香波,谢益民,冯晓静.白腐菌(Coriolus versicolor)的培养及产漆酶条件的研究[J].纤维素科学与技术,2009,17(2):12-19.
[4]缪静,姜竹茂.漆酶的最新研究进展[J].烟台师范学院学报:自然科学版,2001,17(2):146-150.
[5]王国栋,陈晓亚.漆酶的性质、功能、催化机理和应用[J].植物学通报,2003,20(4):469-475.
[6]胡道伟,朱雄伟,梅运军,等.白腐菌产漆酶培养条件的研究[J].华中科技大学学报:自然科学版,2003,31(4):111-113.
[7]石起增,杨光瑞,刘巧茹.木质素在人造板胶黏剂中的应用[J].化工中间体,2005(2):13-15.
[8]李振坤.漆酶活化碱木素制备胶黏剂及其胶合机理研究[D].杨凌:西北农林科技大学,2008.
[9]曹永建.漆酶活化木材生产人造板及其胶合机理研究[D].北京:北京林业大学,2005.
[10]Thurston C F.The structure and function of fungal laccase[J].Microbiology,1994,140:19-26.
[11]王辉,陈广胜,韩松.添加天然物质对白腐菌糙皮侧耳菌产漆酶的影响[J].东北林业大学学报,2013,41(10):112-115.
[12]Christopher A Lerth,Frederick A Kamke.Investigations of flakeboard mat consolidation(Part 1):Characterizing the cellular structure[J].Wood and Fiber Science,1996,28(2):153-167.
