22MnB5硼钢板热冲压成形组织及力学性能研究
2015-02-27王忠堂史丽坤
祝 哮,王忠堂,林 涛,卢 金,史丽坤
(1.沈阳理工大学 材料科学与工程学院,辽宁 沈阳 110159;2.沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
22MnB5硼钢板热冲压成形组织及力学性能研究
祝 哮1,王忠堂1,林 涛1,卢 金1,史丽坤2
(1.沈阳理工大学 材料科学与工程学院,辽宁 沈阳 110159;2.沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
对22MnB5硼钢板热冲压成形工艺进行实验研究,制定22MnB5硼钢板奥氏体化工艺制度,分析奥氏体化时间和保压时间对22MnB5硼钢板成形性能及力学性能的影响规律。结果表明,22MnB5硼钢板的奥氏体化时间为5min,保压时间为60s时,热冲压效果较好,冲压件的抗拉强度在1550 MPa,强塑积在15.6 GPa·%,加工件的金相组织为马氏体。22MnB5硼钢板合适的热冲压成形工艺制度为奥氏体化温度950℃,奥氏体化时间为5min,保压时间为60s。
22MnB5硼钢板;热冲压;奥氏体化
随着汽车行业的飞速发展,环保、低碳的理念走入汽车制造业,汽车轻量化已经成为汽车未来的发展趋势。而实现汽车轻量化的有效途径之一是超高强钢在汽车结构件上更多的应用[1]。目前,汽车用高强度钢板的应用日益广泛,并已成为汽车减重,提高碰撞性能和安全性能的重要途径[2]。自重每减轻 10%,能降低油耗 3%~8%[3],当使用屈服强度超过1000MPa的高强度钢板,减重率可达 40%以上。可见,在汽车车身制造中使用高强度钢可满足现代汽车对材料高强度、轻量化的要求[4]。
采用热冲压工艺的原因在于高强度钢在室温下难以成形,且易出现开裂、起皱等缺陷,成形件回弹量大,尺寸精度难以保证。此工艺可有效解决高强度钢板成形局限性的问题,且成形件精度高,基本无回弹。过去近10年,国内外的学者针对高强钢板热冲压工艺及相关的问题展开了广泛的研究[5-9]。包军[10]研究了几种硼高强度钢板热冲压件的组织和性能,指出22MnB5硼钢是适合热冲压工艺的钢种,热冲压件组织为马氏体组织,抗拉强度在1500MPa。为了提升硼钢板材的性能,研究热冲压过程中板料加热时间和保压时间对硼钢板材的组织与性能的影响具有一定的研究意义。
1 实验方法
实验方案:钢板→奥氏体化处理→热冲压成形,奥氏体化处理工艺制度为加热温度950℃,保温时间分别为5min、10min、15min、20min。热冲压成形工艺为保压淬火时间分别为5s、30s、60s。模具温度为室温。
2 实验结果及分析
2.1 奥氏体化时间对热冲压工件组织的影响
图1为奥氏体化时间为5min、10min、15min、20min的热冲压件的金相照片。由图1a、1b、1c、1d可以看到,不同奥氏体化时间的板料组织情况,热冲压板料的最终组织细致,为交错分布的板条状的马氏体,无明显差别。
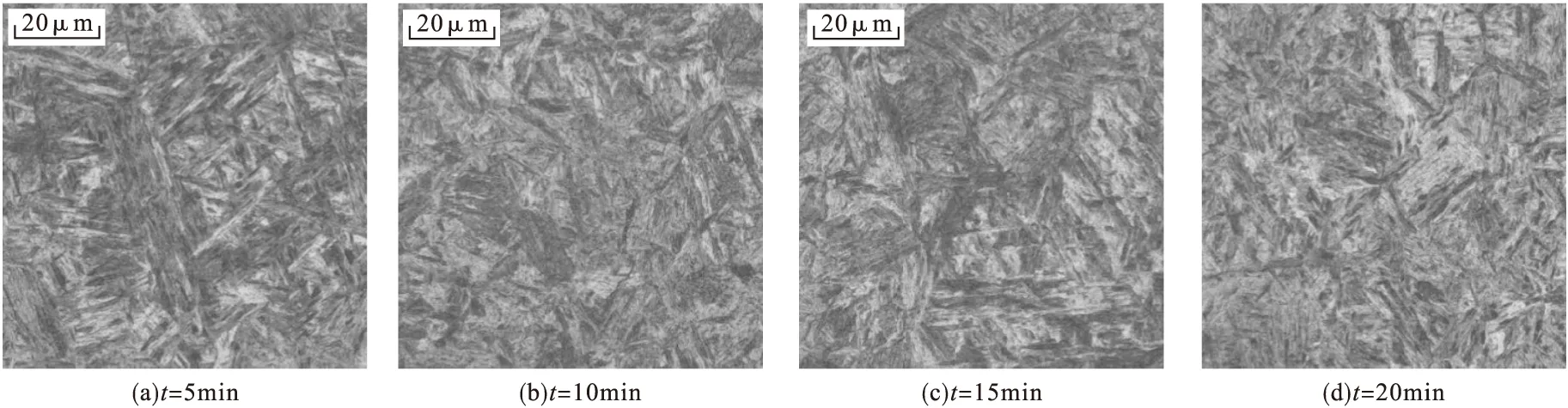
图1 不同加热时间工件金相组织照片

图2 不同加热时间热冲压板料光学照片(晶粒)
针对不同奥氏体化时间的热冲压试样采用面积法进行晶粒尺寸测量,如图2所示。图2a奥氏体化时间5min,晶粒度为7.81;图2b奥氏体化时间10min,晶粒度为8.11;图2c奥氏体化时间15min,晶粒度为8.48;图2d奥氏体化时间20min,晶粒度为8.41。晶粒的尺寸在8~8.5级,即为25~27μm。
由上述测量结果可以看出,随着加热时间增加,试样的晶粒度略有增加。晶粒的大小对板料的性能影响较大,由于晶粒度的差别较小,因而板料的性能变化也较小。22MnB5硼奥氏体化在5~20min范围内,对板料组织与晶粒的影响较小,不同奥氏体化处理的平均晶粒度相差半级。
2.2 奥氏体化时间对盒型件性能的影响
冲压件力学性能与奥氏体化时间的关系如图3所示。图3a为不同时间时的热冲压件的工程应力-应变关系曲线。图3b为不同时间下的热冲压件的强度、延伸率以及强塑积。由图中可以看到,奥氏体化的时间在5~20min范围内,热冲件的拉伸曲线差别较小。时间由5min增加至20min,工件抗拉强度由1573MPa变为1546MPa,差别较小。塑性无明显变化,延伸率在9.2%~9.7%范围内。此外,不同奥氏体化时间的热冲压件强塑积接近15GPa·%。奥氏体化时间在5~20min范围内,热冲压工件的强度均达1500MPa以上,且性能(抗拉强度、延伸率以及强塑积)无明显变化。说明22MnB5硼钢板热冲压工艺奥氏体化的窗口较宽。

图3 热冲压件性能与奥氏体化时间的关系
2.3 保压时间对热冲压工件组织的影响
不同加热时间的热冲压板料光学照片如图4所示,保压时间分别选取5s、30s、60s。由图中可以看到热冲压板料的最终组织均为差别较小板条状马氏体。

图4 不同保压时间的热冲压工件组织
2.4 保压时间对热冲压工件性能的影响
图5a为不同保压时间下热冲压件的工程应力-应变关系曲线。保压时间在5~60s内,工件的应力-应变关系曲线很接近,性能变化程度不大。图5b为不同保压时间下热冲压件的强度、延伸率以及强塑积。抗拉强度在1555~1570MPa,强塑积为15.6GPa·%。说明在保压5s以上即可获得延伸率9%,强度在1500MPa以上的热冲压件,且随保压时间的增加,工件性能更加稳定。
2.5 盒型件组织及硬度
根据上述对热冲压工艺的板料加热奥氏体化时间、板料保压淬火的结果分析可知,采用将22MnB5硼奥氏体化5min,保压60s的工艺条件,进行22MnB5硼盒形件热冲压实验。热冲压盒形件实物如图6所示,表面平整,氧化程度轻。

图5 热冲压件性能与保压时间的关系
图6 热冲压盒形件
图7为盒形件不同位置的组织,可以发现,盒形工件底部、侧边、凸模圆角、凹模圆角处组织均为马氏体,马氏体的硬度与上述结果相符,硬度值在450HV以上,而侧边的位置硬度值偏低于450 HV,原因在于侧边的位置与凹模圆角的模具接触面积小,因而冷却相对慢。
盒底部位置各处性能均匀,在1600MPa,延伸率11%,硬度最高可达500HV,比目前商用22MnB5硼热冲压件抗拉强度高100MPa,延伸率提高3%~5%。

图7 盒形件不同位置的金相组织
3 结论
(1) 对于22MnB5硼板材热冲压工艺,当奥氏体化时间在5~20min范围内,加工件组织与性能差别较小。加工件的延伸率9.5%,抗拉强度达到1550MPa,强塑积达到15GPa·%。加工件组织均为马氏体,晶粒度在8~8.5级。22MnB5硼钢板合适的奥氏体化时间为5min。
(2)保压时间5~60s内,工件的性能变化较小,保压时间60s时效果较好,抗拉强度在1550MPa,强塑积在15.6GPa·%。工件组织均为马氏体。
(3)22MnB5硼钢板材热冲压合适工艺条件为:奥氏体化时间为5min,保压时间为60s。热冲压盒型件各位置硬度在450 HV以上,组织均为马氏体。盒型件主体部分的抗拉强度在1600 MPa,延伸率为11%。
[1]康斌.国内外高强度汽车板热冲压技术研究现状[J].冶金管理,2009,(8):58-60.
[2]林建平,王立影,田浩彬,等.超高强度钢板热冲压成形研究与进展[J].热加工工艺,2008,37(21):140-144.
[3]王利,朱晓东.汽车轻量化与先进的高强度钢板[J].宝钢技术,2011,(5):53-57.
[4]王立影.超高强度钢板热冲压成形技术研究[D].上海:同济大学,2008:77-80.
[5]Karbasian H,Tekkaya A E.A review on hot stamping[J].Journal of Materials Processing Technology,2010,210(15):2103-2118.
[7]Åkerström P,Wikman B,Oldenburg M.Material parameter estimation for Boron steel from simultaneous cooling and compression experiments[J].Modelling and Simulation in Materials Science and Engineering,2005,(13):1291-1308.
[8]Åkerström P,Bergman G,Oldenburg M.Numerical implementation of a constitutive model for simulation of hot stamping[J].Materials Science and Engineering, 2007,(15):105-119.
[9]Guo Y H,Ma M T,Zhang Y S,et al.Numerical Simulation of Hot Stamping of Front Bumper[J].Advanced Materials Research,2014,(912):715-722.
[10]包军.超高强度硼钢板热冲压成形及数值模拟研究[D].哈尔滨:哈尔滨工业大学, 2008:56-60.
(责任编辑:马金发)
Microstructure and Mechanics Property of 22MnB5 Boron Sheet during Hot Stamping Process
ZHU Xiao1,WANG Zhongtang1,LIN Tao1,LU Jin1,SHI Likun2
(1. Shenyang Ligong University,Shenyang 110159,China;2.Shenyang Liming Aero-Engine(Group)Corporation Ltd.,Shenyang 110043,China)
Hot stamping process for 22MnB5 Boron steel had been studied by experiment.Process of austenitized Boron steel had been developed.The effect law of austenitized time and dwell time on the properties of 22MnB5 Boron steel had been analyzed.The results show that when austenitizing time is 5min and pressure holding time is 60s,the workpiece of 22MnB5 Boron has a good effect of aging and the microstructure of workpiece is martensite,and tensile strength is 1550 MPa,and the product of strength and ductility is 15.6 GPa·%.The experimental conditions of 22MnB5 Boron sheet during hot stamping process should be that austenitizing temperature 950℃ ,and austenitizing time 5min and pressure keeping time 60s.
22MnB5 Boron sheet;hot stamping;austenitizing
2014-09-25
国家自然科学基金资助项目(51034009)
祝哮(1988—),男,硕士研究生;通讯作者:王忠堂(1962—),男,教授,博士,研究方向:先进塑性加工技术.
1003-1251(2015)06-0015-05
TG142
A
