装饰原纸损纸浆配抄对纸张性能的影响
2015-02-24陈夫山宋鹏瑶宋晓明
陈夫山 宋鹏瑶 宋晓明
(青岛科技大学化工学院,山东青岛,266042)
装饰原纸损纸浆配抄对纸张性能的影响
陈夫山 宋鹏瑶 宋晓明
(青岛科技大学化工学院,山东青岛,266042)
将装饰原纸损纸回收并打浆,再与原生浆按照一定比例配抄,探讨了损纸浆的打浆度和配抄量对纸张性能的影响。结果表明,损纸浆打浆度为21~46°SR且配抄量低于40%时,可在满足装饰原纸光学、强度、吸收和填料留着性能的前提下降低成本;扫描电镜分析结果表明,损纸回抄有利于改善TiO2填料在装饰原纸中的分散性能。
TiO2;损纸;打浆;纸张性能
在装饰原纸生产过程中会不可避免地产生大量损纸,包括在纸机湿部(网部和压榨部)产生的湿损纸和纸机干部及之后产生的干损纸,如断纸产生的废纸、切边纸、次品纸等。损纸经过碎浆、调浓、打浆处理后回抄可以节约资源、降低能耗并最终降低吨纸成本。本实验收集装饰原纸损纸,改变损纸浆的打浆度和配抄量,探讨损纸回抄对纸张光学性能、强度性能、留着性能和填料在纸张中分散性能的影响。
1 实 验
1.1 原料
硫酸盐针叶木浆板、硫酸盐阔叶木浆板(打浆度分别为40和28°SR,山东太阳纸业提供),装饰原纸干损纸(实验室回收),锐钛型TiO2(山东昌乐科苑纸业提供),CPAM(相对分子质量500万,陶氏化学)。
1.2 仪器
ZQS7-PFI 型磨浆机及ZDJ-100型纸浆打浆度测定仪(长春市永兴试验仪器制造有限责任公司),GBJ-A型纤维标准解离器(长春市月明小型试验机有限责任公司),ZT6- 00型纸样抄取器(杭州纸邦自动化技术有限公司),WSB-3A型智能式数字白度计(温州方圆仪器有限公司),TTM-500A型电脑抗张实验机(杭州博科自动化技术有限公司)、RX3型箱式电阻炉(龙口实验电炉厂)、KQ-50B型超声波清洗器(昆山市超声仪器有限公司)、JEOL JSM- 6700F型扫描电子显微镜(日本JEOL公司)、DHG-9123A型电热恒温鼓风干燥箱(上海—恒科技有限公司)。
1.3 实验方法
1.3.1 PFI磨打浆
收集损纸,先用0.5 L水将损纸浸泡4 h以上,再撕成约25 mm×25 mm的小块,稀释至浓度为1.5%,在纤维标准解离器中充分疏解,并测定其打浆度。然后,将解离后的浆料放入布氏漏斗抽滤至浓度为20%左右。称量浓缩后的浆料,加水稀释至浆浓为10%。将浆料放入打浆室,用PFI磨进行打浆,通过控制打浆时间来控制打浆度。
打浆结束后,将浆料稀释至浓度为1.5%,在纤维标准解离器中充分疏解后测其打浆度。其余浆料浓缩处理后平衡水分待用。
1.3.2 配浆及手抄片的抄造
将不同打浆度的损纸浆按照损纸浆和原生浆(针叶木与阔叶木质量比为3∶7)绝干总质量的0、20%、40%、60%、80%、100%配浆,加填30%的TiO2,CPAM为助留剂(浓度为0.01%,用量为TiO2的0.03%),抄造定量为100 g/m2的手抄片。
将抄好的湿手抄片进行压榨处理,随后在105℃、真空压力为0.08 MPa的条件下干燥5 min。
1.3.3 手抄片性能的检测
手抄片各项物理性能指标按照国家有关测试方法进行测定。在恒温恒湿的条件下,即温度为(23±1)℃、相对湿度为(50±2)%的条件下,将手抄片平衡水分24 h,然后测定白度、不透明度、抗张强度、吸收性。
填料留着率测定[1]如下。
将手抄片(对于单张手抄片而言,抄纸前加入的填料质量为0.6 g)在925℃下置于马弗炉中灼烧6 h,m为灼烧后的灰分(g),以100%损纸浆的手抄片为基准纸,m0为基准纸灼烧后的灰分(g),α为TiO2在925℃灼烧时的质量损失率(%),ω为损纸浆的配抄量(%)。
对于损纸浆配抄量为0的手抄片,填料留着率R按照式(1)计算:
(1)
对于损纸浆配抄量为20%、40%、60%、80%、100%的手抄片(基准纸中损纸浆用量为0.7 g,其中,含有的填料量为0.7m0ω),填料留着率R按照式(2)计算:
(2)
2 结果与讨论
2.1 不同打浆度的损纸浆配抄量对纸张性能的影响
2.1.1 损纸浆配抄量对纸张白度的影响
图1为不同打浆度的损纸浆配抄量对纸张白度的影响。损纸浆配抄量相同时,纸张白度随损纸浆打浆度的增大而降低,这是由于打浆度高的损纸浆在干燥时因纤维结合紧密,纤维间隙少,使散射光线减少[2],白度降低。同一打浆度时,由于损纸中含有一定量的TiO2,打浆度为21~58°SR时,纸张白度随损纸浆配抄量的增加不断提高;而打浆度为64°SR时,纸张白度随损纸浆配抄量的增加变化不明显。因此,要使纸张获得较高的白度,应适当加大损纸浆的配抄量,降低损纸浆打浆度。

图1 不同打浆度的损纸浆配抄量对纸张白度的影响
2.1.2 损纸浆配抄量对纸张不透明度的影响
不同打浆度的损纸浆配抄量对纸张不透明度的影响如图2所示。打浆度相同时,纸张不透明度随损纸配抄量的增加而增大。这是因为损纸中含有TiO2,损纸浆配抄量增加时纸张的填料含量增加,光的散射增强,通过的光线减少,纸张透明度降低,不透明度增大。64°SR的纯损纸浆成纸不透明度较纯原生浆成纸不透明度提高了3%。
因此,要获得较高的不透明度,应适当增加损纸浆的配抄量。

图2 不同打浆度的损纸浆配抄量对纸张不透明度的影响
2.1.3 损纸浆配抄量对纸张抗张指数的影响
不同打浆度的损纸浆配抄量对纸张抗张指数的影响如图3所示。在损纸浆配抄量相同的条件下,随打浆度从21°SR提高到64°SR时,成纸的抗张指数不断提高。这是由于随打浆度的升高,纤维吸水润胀程度增大,导致纤维内聚力降低,纤维柔软性和可塑性增强,纤维表面分丝帚化显著,纤维比表面积增大,游离出更多羟基,增加了干燥时纤维之间的接触面积,增强成纸的结合强度,抗张指数不断提高。
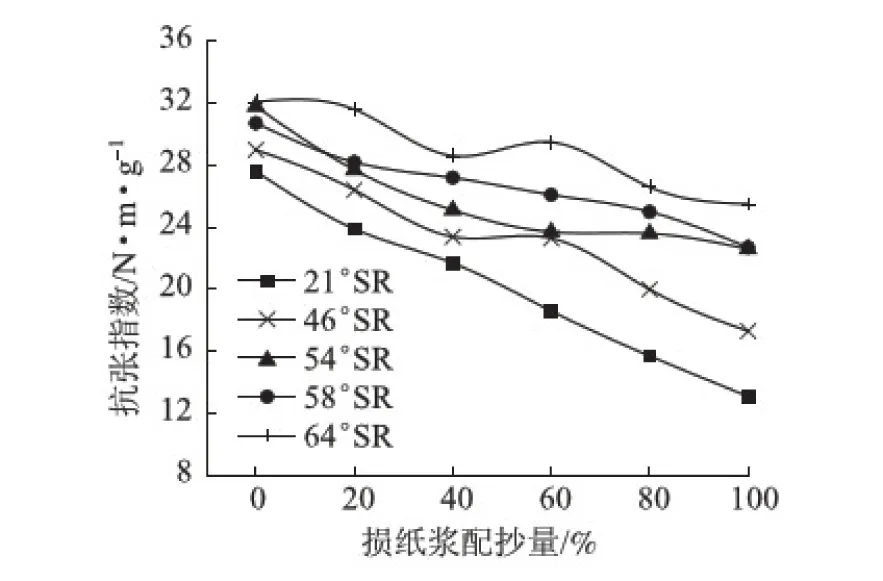
图3 不同打浆度的损纸浆配抄量对纸张抗张指数的影响
在相同打浆度条件下,纸张抗张指数随损纸浆配抄量的增加不断降低。损纸浆配抄量增加时,浆料中原生浆的配抄量会相应减少,损纸回用经过打浆处理产生大量细小组分,这些细小组分在回用时只起填充作用,而对纤维间的结合强度无贡献,或者回用纤维中的细小组分对纤维结合有一定贡献,但不及原生纤维的细小组分,或者纤维角质化严重影响了纤维的润胀程度[3],因而造成纸张强度降低;同时损纸浆配抄量增加时,填料TiO2的含量增加,填料TiO2分散在纤维间,减少了纤维之间接触形成的氢键,进而降低纸张强度。
影响抗张强度的主要因素是纤维平均长度和纤维结合力。在原生浆占主要比例的浆料组成中,即损纸浆的配抄量低于50%时,影响抗张强度的主要因素是纤维的平均长度;当损纸浆配抄量高于50%时,浆料纤维的平均长度下降,此时影响纸张抗张强度的主要因素是纤维间的结合力,打浆度越高,细纤维化程度越高,强度降低程度越小。
打浆度为21~46°SR且损纸浆配抄量高于60%时,已不符合装饰原纸对强度的要求。打浆度为54~64°SR时,随损纸浆配抄量的增加,抗张指数均在22 N·m/g以上。在对纸张强度无较高要求时,可以适当增加损纸浆的配抄量,以降低成本。
2.1.4 损纸浆配抄量对纸张填料留着率的影响
图4为不同打浆度的损纸浆配抄量对纸张填料留着率的影响。从图4可以看出,随损纸浆配抄量的增加,不同打浆度损纸浆配抄的纸张的填料留着率均呈上升趋势。这是因为损纸浆中含有一定量的TiO2,回抄时部分留着在纸张中;同时损纸浆中含有少量的阳离子聚合物,配抄后可以改善填料留着。当损纸浆配抄量从0增至60%时,打浆度为21、46、54、58、64°SR的损纸浆配抄的纸张的填料留着率分别增加了10.6%、22.0%、19.7%、21.7%、27.4%。
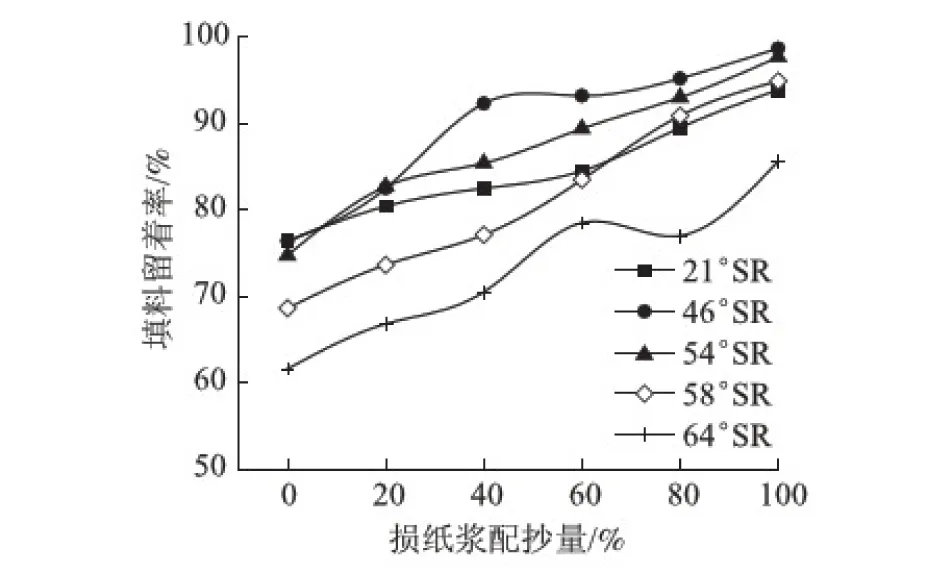
图4 不同打浆度损纸浆配抄量对纸张填料留着率的影响
损纸浆配抄量相同时,打浆度从21°SR增至46°SR 时,纸张填料留着率增大;当损纸浆配抄量为40%时,配抄21°SR损纸浆的纸张的填料留着率(82.5%)较配抄46°SR损纸浆成纸的填料留着率(92.3%)降低了11.9%。打浆度大于46°SR后,填料留着率开始下降,且打浆度越高,填料留着率下降越多。
2.1.5 损纸浆配抄量对纸张毛细吸液高度的影响
装饰原纸是一种浸渍用纸,在浸胶机中与氨基树脂(如三聚氰胺甲醛树脂、酚醛树脂)等接触后,快速吸收几倍于自身质量的胶液,因此要求纸张必须具有良好的吸液性能,否则会影响浸胶的车速和产量。装饰原纸通常需经过浸胶、干燥、压板3道工序的处理,吸液不稳定可能会导致压板后出现干花、白点、雾状疵斑、板面麻坑、花纹模糊等质量问题[4-5]。
图5为不同打浆度损纸浆配抄量对纸张毛细吸液高度的影响。损纸浆配抄量相同时,纸张的吸液性能随损纸浆打浆度的增大而不断降低。损纸浆打浆度为21°SR时,纸张的毛细吸液高度随损纸浆配抄量的增加不断提高;损纸浆打浆度为46°SR时,纸张的毛细吸液高度先增后降;损纸浆打浆度为54~64°SR时,纸张的毛细吸液高度随损纸浆配抄量的增加而降低。这是由于损纸回用时,毛细管作用显著降低,成纸吸液性能下降[6]。损纸浆打浆度较小时,纤维被轻度切断和细纤维化,纤维吸水润胀程度小,吸液性能较大,适当增加损纸浆配抄量对纸张整体的吸液性能有利;打浆度较高时,纤维充分润胀、水化,毛细管作用降低,纸张吸液性能变差,若是加大配抄量,尤其是大于20%时,吸液性能降低更快,不能满足装饰原纸浸胶性能要求。
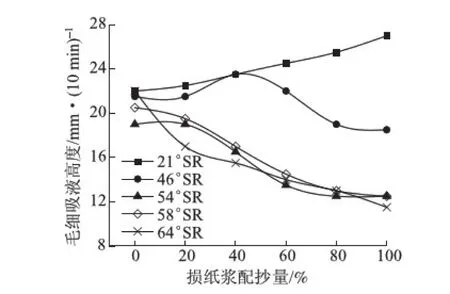
图5 不同打浆度损纸浆配抄量对纸张毛细吸液高度的影响
国家标准要求装饰原纸的毛细吸液高度≥18~20 mm/(10 min)。因此,要满足装饰原纸吸液性能的要求,损纸浆的打浆度在46°SR及其以下时,可以适当增加损纸浆的配抄量,甚至达到100%配抄;损纸浆的打浆度在54~64°SR时,损纸浆的配抄量应该降低到20%以下。
2.2 扫描电镜分析
为了进一步研究填料TiO2在纸张中的分布与留着情况,采用扫描电子显微镜观察了原生浆抄造的纸张及46°SR损纸浆在配抄量为20%时的纸张(见图6)。从图6可以看出,100%原生浆抄造时,填料TiO2在纸张中分布不均匀,而配抄损纸浆的纸张部分纤维表面分丝帚化明显,TiO2在纸张中分布较为均匀,团聚较少。因此,损纸浆的配抄在一定程度上可改善纸张中填料的分散性能。
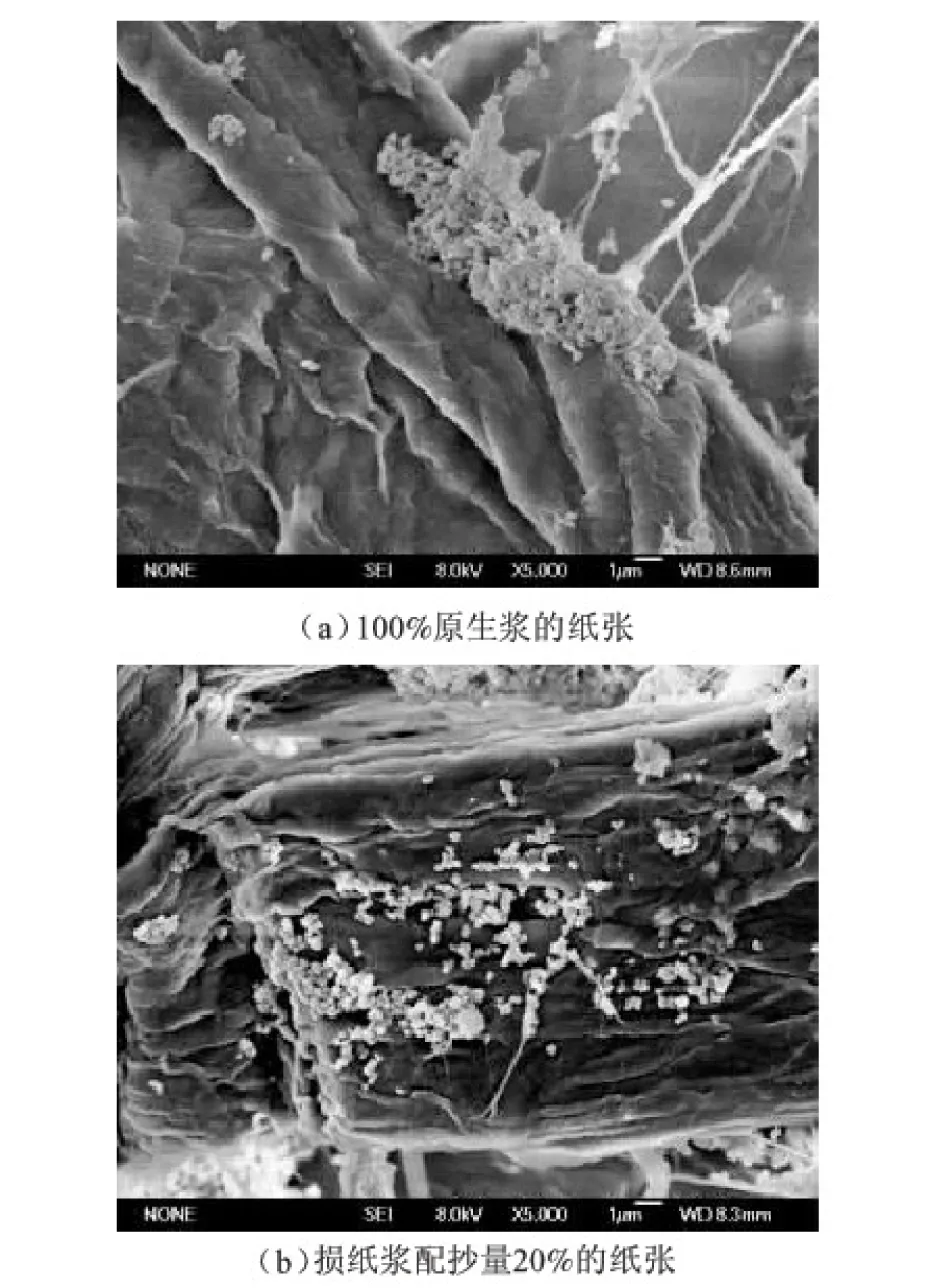
图6 100%原生浆的纸张及配抄损纸浆纸张的扫描电镜图片
3 结 论
3.1 损纸浆(装饰原纸损纸)配抄量相同时,损纸浆打浆度从21°SR提高到64°SR,纸张的白度和吸液性能不断降低,但抗张指数不断增大;填料留着率随打浆度从21°SR增至46°SR时不断提高,但打浆度大于46°SR后填料留着率开始降低,且打浆度越高,填料留着率降低越显著。
3.2 在同一打浆度下,随损纸浆配抄量从0增至100%时,纸张白度、不透明度和填料留着率不断提高,抗张指数不断降低。损纸浆的打浆度为21°SR时,纸张的毛细吸液高度随损纸浆配抄量的增加而提高;损纸浆的打浆度为46°SR时,纸张的毛细吸液高度先增后降;打浆度为54~64°SR时,纸张的毛细吸液高度随损纸浆配抄量的增加而降低。
3.3 综合考虑纸张各项性能,损纸浆打浆度为21~46°SR且配抄量低于40%时,可在满足装饰原纸性能要求的前提下降低成本;扫描电镜分析结果表明,损纸回抄有利于改善TiO2填料在装饰原纸中的分散性能。
[1] 沈 静, 宋湛谦, 钱学仁, 等. 造纸填料级沉淀碳酸钙的壳聚糖覆膜[J]. 中国造纸, 2008, 27(1): 22.
[2] 何北海, 张美云, 高玉杰, 等. 造纸原理与工程[M]. 北京: 中国轻工业出版社, 2010.
[3] 何北海, 胡 芳, 赵丽红. 造纸过程的胶体与界面化学[M]. 北京: 化学工业出版社, 2009.
[4] 刘瑞恒, 付时雨. 装饰原纸质量的影响因素及生产工艺控制[J]. 上海造纸, 2007, 38(5): 18.
[5] 杨其玉, 岳巍巍, 王桂卿. 强化木地板浸渍纸的吸液性能及其生产控制[J]. 中国造纸, 2006, 25(2): 63.
[6] 刘钦敬, 陈增文, 张宗军. 如何调节装饰原纸的吸收性[J]. 中华纸业, 2000, 21(11): 39.
(责任编辑:关 颖)
Influence of Using Broke of Decorative Base Paper as Furnish on the Paper Properties
CHEN Fu-shan*SONG Peng-yao SONG Xiao-ming
(CollegeofChemicalEngineering,QingdaoUniversityofScience&Technology,Qingdao,ShandongProvince, 266042)
(*E-mail: chen_fushan@263.net)
Broke of decorative base paper was collected, refined to different beating degrees and furnished with virgin pulps to study the effects of beating degree and furnishing amount of broke pulp on the paper properties. The results showed that beating degree of broke ranged from 21°SR to 46°SR and furnishing amount of broke pulp kept less than 40% could reduce production cost while the paper could meet the requirements of optical, strength, absorption and filler retention properties of decorative base paper, and SEM image further verified that broke recycling was beneficial for improving dispersing performance of TiO2in decorative base paper.
TiO2; broke; refining; paper properties
2015- 01-22
本项目得到国家自然科学基金(项目编号21176131)资助。
陈夫山,男,教授;主要研究方向:精细化学品和生物质资源。 E-mail:chen-fushan@263.net
TS752
A
1000- 6842(2015)03- 0020- 04