高锰无磁钢40Mn18Cr3的冶炼
2015-02-22宋部军王俊国白海虎
宋部军 王俊国 白海虎
(北满特钢有限责任公司,161041黑龙江)
高锰无磁钢40Mn18Cr3的冶炼
宋部军王俊国白海虎
(北满特钢有限责任公司,161041黑龙江)
高锰无磁钢40Mn18Cr3合金含量较高,具有较高的高温变形抗力及裂纹敏感性。其中锰含量不容易控制,在生产过程中氢含量易超标产生表面裂纹缺陷。
1高锰无磁钢40Mn18Cr3产品技术条件
1.1化学成分
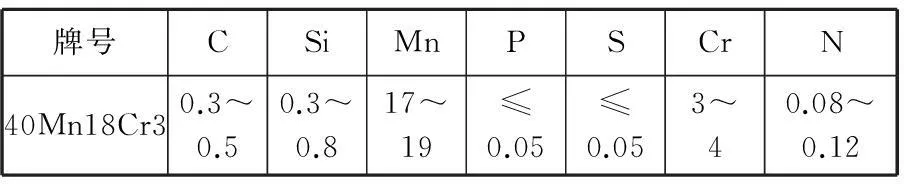
表1 牌号及化学成分(质量分数,%)Table 1 Brand and chemical composition (mass fraction, %)
1.2冶炼和制造方法
采用电炉+炉外精炼+真空处理方式进行冶炼。
1.3交货状态
热轧状态交货。
1.4低倍检验
低倍组织检验方法按GB/T 226 标准执行,有关评级图谱按GB/T 1979 标准执行。在钢的横向酸侵低倍试片上不应有肉眼可见的气泡、裂纹、夹杂、白点等缺陷存在。一般疏松、中心疏松和点状偏析都不得超过2 级。


表2 棒材力学性能Table 2 Mechanical property of bar
1.5力学性能
棒材在热轧状态下的力学性能应符合表2 之规定。
1.6物理性能
1.6.1磁场强度H=200奥斯特时,圆钢的导磁率μ<1.1。试验方法按照GB3656执行。
1.6.2圆钢的电阻率ρ≥0.65(Ωmm2/m)。试验方法按照GB/T 3048.2执行。
1.7表面质量压力加工用钢棒的表面不得有裂纹、折叠、结疤和夹杂及其他对使用有害的缺陷。如有上述缺陷必须清除。清理的宽度不应小于深度的5倍。直径≤80 mm的棒材,清理深度不得超过该尺寸公差一半;80 mm<直径≤140 mm的棒材,清理深度不得超过该尺寸公差;140 mm<直径≤200 mm的棒材,清理深度不得超过该尺寸的5%;直径>200 mm的棒材,清理深度不得超过该尺寸的6%。当没有特殊规定时,允许从实际尺寸算起不超过尺寸公差一半的个别细小划痕、麻点、压痕等缺陷存在。
2冶炼技术难点
2.1Mn元素的控制
此钢种Mn元素含量高,冶炼过程需要抽真空作业。Mn的蒸气压大于Fe的蒸气压,在真空下,有不同程度的挥发,应采取措施防止或减少其挥发损失[1]。
2.2气体含量控制
精炼过程中加入大量合金,造成钢中气体含量增加,冶炼过程中不能大量去除气体的话,将会影响钢材表面及内部质量。
2.3保证钢的纯净度
高锰无磁钢40Mn18Cr3主要用于电机护环,因此此钢种高指标的力学性能对钢的纯净度要求极高。
3冶炼工艺
3.1电炉冶炼及要求
3.1.1除金属锰外,其他合金原料必须经过高温烘烤。
3.1.2初炼炉冶炼工艺中每炉配入生铁(铁水)比例≥35%。
3.1.3电炉装料时,炉底加500 kg石灰,并随炉底灰加入200 kg氧化铁皮;
3.2LF+VD 精炼
3.2.1到精炼位喂铝线100 m~150 m 预脱氧,根据渣况分批加入Al粒,使渣变白。采用CaO-Al2O3-SiO2-MgO渣系[2]。成分调整合适后进入真空位。
3.2.2精炼过程使用氮气代替氩气精炼,根据包中透气情况可先使用氩气再使用氮气。真空前最后一个样分析[N]。
3.2.3倒渣前喂铝量考虑钢中残余,按0.020%计算量喂入,真空期间使用氮气搅拌,真空度≤67 Pa,保持时间≥15 min。
3.2.4放散并吹氮8 min后,取样分析,根据结果微调成分,可补加氮化铬微调氮。“软吹”≥10 min,以渣面微动,不裸露钢液为准。吊包温度为计划吊包温度±5℃。
4初始工艺存在的问题
按以上工艺试生产两炉,存在如下问题:抽完真空,锰成分损失较多,需要大量补加锰合金,平均需要加1.5 t金属锰,大大降低了抽真空效果。同时会增加夹杂物含量和气体含量尤其是氢含量,无法大量去除。若再次按此抽真空工艺操作,锰成分仍旧损失。最后放弃抽真空作业,直接浇锭。轧材后,钢材因裂纹严重全部报废,缺陷如图1所示。

图1 40Mn18Cr3裂纹缺陷Figure 1 Crack failure of 40Mn18Cr3
5改进措施
控制真空前钢包温度≤1 600℃,真空度≤67 Pa,保持时间≥5 min。
6改进工艺的结果
6.1化学成分和气体含量控制
采用此改进工艺后,真空前将锰成分调至18.0%~18.5%,真空后锰成分掉至17.5%~18.0%,满足锰成分要求。真空后在线测氢,氢含量在1.2×10-6~1.5×10-6,满足标准对气体含量要求。
6.2力学性能检测结果
力学性能检测结果见表3。

表3 力学性能检测结果Table 3 Detection result of mechanical property
6.3物理性能检测结果
磁场强度H=200 奥斯特时,圆钢的导磁率μ为0.7~1.0。圆钢的电阻率ρ为0.67~0.83(Ωmm2/m)。
7结论
(1)通过控制真空前温度≤1 600℃,并将真空保持时间调整为5 min,锰成分的损失可以控制在范围之内,不用大量补加金属锰。
(2)调整抽真空参数后,真空后在线测氢,氢含量在1.2×10-6~1.5×10-6,满足标准对气体含量要求。
(3) 按调整工艺后的参数生产钢锭32支,各项力学性能和物理性能全部满足标准要求。
参考文献
[1]张承武. 炼钢学.北京:冶金工业出版社,1991.
[2]李晶. LF精炼技术.北京:冶金工业出版社,2009.
编辑李韦萤
摘要:针对高锰无磁钢40Mn18Cr3的化学成分和力学性能特点,对冶炼工艺进行研究及改进,采取电炉—LF精炼—真空脱气—浇注钢锭的冶炼工艺,并控制真空前湿度和时间,使锰成分和气体含量达到标准要求,保证轧材全部合格。
关键词:40Mn18Cr3钢;冶炼工艺;锰成分;气体含量
Melting of High Mn and Nonmagnetic Steel 40Mn18Cr3
Song Bujun, Wang Junguo, Bai Haihu
Abstract:Regarding to chemical composition and mechanical property features of high Mn and nonmagnetic steel 40Mn18Cr3, melting technique has been researched and developed, by adopting the working routine of EF—LF finish melting—vacuum degassing—ingot pouring and controlling humidity and time prior to vacuum operation, Mn composition and gas content have been accomplished standard to produce qualified rolled steels.
Key words:40Mn18Cr3 steel; melting technique; Mn composition; gas content
收稿日期:2014—05—08
中图分类号:TF111
文献标志码:B