转炉托圈耳轴同轴度的测量
2015-02-22赵广滨
赵广滨
(中国第一重型机械股份公司,辽宁116113)
转炉托圈耳轴同轴度的测量
赵广滨
(中国第一重型机械股份公司,辽宁116113)
转炉托圈耳轴的回转精度对轴承及倾动减速机的使用寿命有很大的影响,对于在制造过程中托圈耳轴的精度测量及控制就显得尤为重要。以往的测量都是使用常规的测量仪器测微准直望远镜(以下简称望远镜),以长、短耳轴的外侧端面的中心连线为基线进行同轴度的测量。而在我们与国外合作的产品中对同轴度的测量是以耳轴的理论回转轴线为基准线,并且测量所使用的设备是全站型电子速测仪。全站型电子速测仪(简称全站仪)可以同时进行角度(水平角、竖直角)测量、距离(斜距、平距、高差)测量和数据处理,由机械、光学、电子元件组合而成的测量仪器。由于只需一次安置,仪器便可以完成测站上所有的测量工作,故被称为“全站仪”。从设备的测量精度来看望远镜的精度高于全站仪,而从功能上来看望远镜的功能远不如全站仪的功能强大。如何用望远镜来代替全站仪进行测量是摆在我们面前的一个新的课题。
1测量原理
1.1 变量说明


1.2 测量原理
通过望远镜所测得数据耳轴在垂直和水平方向上的偏差值x、y,用AutoCAD软件对数据进行处理计算。以x方向为例,作图画出一个二维坐标,水平方向代表耳轴长度方向,同时也代表耳轴的理论轴心线,垂直方向代表耳轴的直径方向。按图纸尺寸分别将长短耳轴的4个端点及轴承的中心线位置画垂直竖轴线,以最外端两点x1、x4为基准,测量x2、x3的数值。将测得的x2、x3数值标注到相应的数轴上,分别作点x1与x2、x3与x4的连接线,这两条连线分别与长、短耳轴轴承中心线相交。通过这两个交点作一直线,这条线就是我们所要求证的耳轴的理论回转轴线在x方向上的投影线。同理可以求出理论回转轴线在y方向上的投影线。在图上标注出αx、αy、zx、zy的大小,这样我们所需的数据就都得到了,我们再通过计算就可以得到A值的大小。从而得到图纸要求的相关数据。图2为AutoCAD二维坐标数据处理图。
2测量辅具制作
检测辅具只需要一件透光板(见图3),它是利用外圆与耳轴两端的止口配合将其安装在耳轴上的。透光板外圆尺寸根据耳轴止口的尺寸公差而定,装配间隙要小于0.05 mm。中心是一个∅1 mm的透光孔,要求与外圆一同加工,并保证同轴度在0.02 mm。望远镜是通过检测透光孔的位置来测量耳轴位置度的。

图1 托圈耳轴Figure1 Ringtrunnion
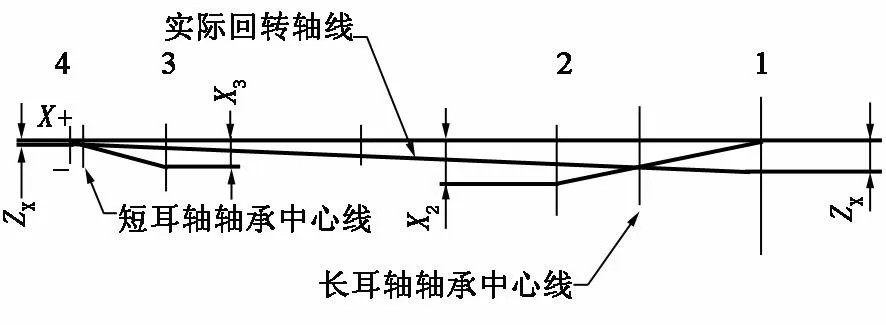
图2 AutoCAD二维坐标数据处理图Figure 2 AutoCAD two dimensional
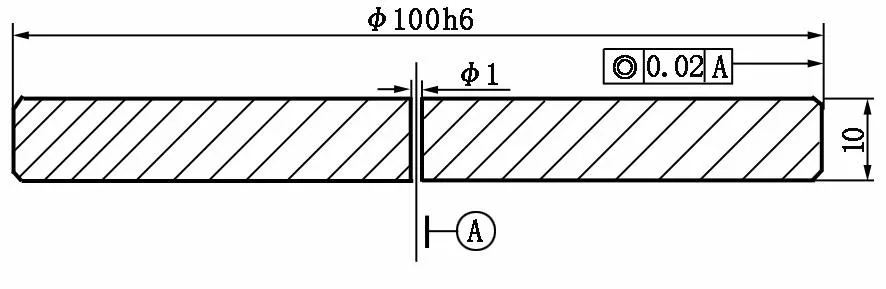
图3 透光板Figure 3 Euphotic plate
3测量过程
(1)按图纸在平台上放样划线,划线包括内外直径检查和弓形体与耳轴块之间的对接位置线。
(2)将耳轴块(耳轴与托圈的部分组焊件)按放样线进行找正。将耳轴水平方向的同轴度调整至1 mm以内,同时用水平仪检查耳轴的外加工上表面,水平度不超过0.20 mm/m。注意在调整过程中要兼顾检查耳轴块的坡口面相对于水平面的垂直度,并记录各坡口的误差值及方向。
(3)在耳轴一端布置方箱,架设望远镜。把耳轴的4个待测量点命名为1、2、3、4点。将透光板分别放置于距望远镜最近第1点和最远端的第4点两个位置,以第1点和第4点为基准,调整望远镜到合适位置使第x1、y1、x4、y4的数值为0,调整好后固定好望远镜。把透光板分别安放于第2点和第3点,并进行测量,读取相应的x2、y2、x3、y3数据值。
(4)用AutoCAD作图,先计算出zx、zy值,如果未达到图纸的要求就需要对耳轴进行调整,合格之后进行耳轴块与弓形体的焊接。在焊接过程中要进行对称焊接,严格控制焊接变形,并定时对耳轴进行测量。根据zx、zy的变化及时的对焊接工艺进行调整,保证zx≤0.5 mm,zy≤0.5 mm。在焊后对耳轴进行测量,计算出数据αx、αy,并计算A值大小。
4两种仪器测量方法比较与分析
(1)工作效率:全站仪测量前的准备工作时间长,包括仪器的安置、竖直度盘和水平度盘指标的设置、调焦与照准目标、坐标测量。从开始准备到测量每次至少得3 h~4 h。而望远镜校正仪器只需要选定两个基准点,找准一条线就可以完成仪器的校正,测量一次不超过30 min。
(2)测量精度与误差:全站仪自身精度误差为0.2 mm,望远镜为0.05 mm。全站仪测量同轴度时是通过测量靶标进行测量的,它所用的检测辅具是在一个环法兰上均布钻4个小孔,在孔内穿钢丝成十字形,再将检测用的靶标粘贴在十字钢丝上,位置度是凭借肉眼进行校正的,这样影响靶标位置度误差因素就很多。而望远镜用的检测辅具是透光板的定位止口面,与中心的透光孔是在机床上一次装夹加工的,误差只是机床的精度误差。
(3)工作环境:全站仪的使用受空间限制,在建站时需要足够的空间,所以在布置工作平台时就必须考虑给全站仪留有足够的摆放空间。而望远镜只需在耳轴的一端进行测量,有能够摆放仪器的工作空间即可,并只需一次安装调整,测量时无需再移动。
5结论
虽然从设备的性能和使用范围上来看,全站仪比准直望远镜要高很多,但对于托圈耳轴同轴度的测量,准直望远镜具有操作简便、精度高的优势。不足之处是准直望远镜本身没有数据处理的功能,但是我们通过利用AutoCAD软件及计算机的计算对此进行了弥补。这项技术被用在了蒂森克虏伯ThyssenKrupp公司的96 t和170 t转炉、巴西LISCO 170 t和180 t转炉、印度BHILA 180 t转炉等多个出口项目的产品中。
编辑傅冬梅
摘要:利用常规的检测仪器测微准直望远镜对转炉托圈耳轴同轴度进行测量,再通过AutoCAD软件及计算机对测量的数据进行处理,将测微准直望远镜赋予数据处理功能。从而利用测微准直望远镜来代替全站仪进行耳轴同轴度的检测。
关键词:全站型电子速测仪;测微准直望远镜;数据处理;耳轴同轴度;理论回转轴线;测量精度误差
Coaxiality Measurement of Converter Ring Trunnion
Zhao Guangbin
Abstract:Coaxilality of converter ring trunnion has been detected by applying normal micrometer collimation telescope, and further measured data have been handled by AutoCAD software and computer that the micrometer collimation telescope was provided with data handling function in order to accomplish trunnion coaxilality measurement with micrometer collimation telescope instead of multifunction electronic tacheometer.
Key words:multifunction electronic tacheometer; micrometer collimation telescope; data handling; trunnion coaxiality; theoretical rotating axes; measure precision error
收稿日期:2014—06—10
中图分类号:TH16
文献标志码:B