机架梅花孔精加工工艺方案
2015-02-22陈骁李凯
陈 骁 李 凯
(中国第二重型机械集团(德阳)万信工程设备有限责任公司,四川618013)
机架梅花孔精加工工艺方案
陈骁李凯
(中国第二重型机械集团(德阳)万信工程设备有限责任公司,四川618013)
1机架的主要技术参数
材质:ZG270—500;
重量/kg:50 032;
外形尺寸/mm:2 356×2 400× 2 480;
无损检测:UT、MT。
2机架的工艺流程
铸造→性能试验→粗加工→无损检测→精整→人工时效→半精加工→无损检测(UT、MT)→精加工→无损检测(MT)→研磨→检测。
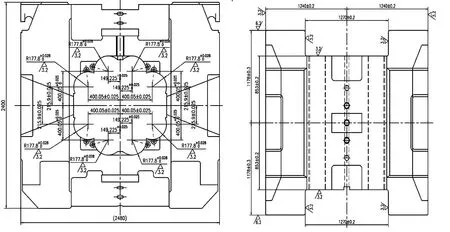
图1 机架外形图

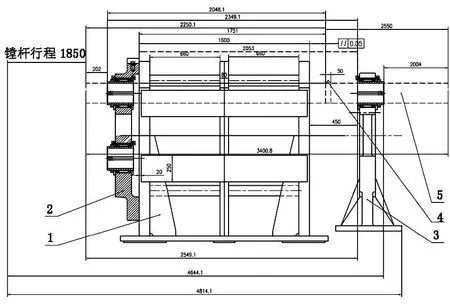
1—机架 2—固定模板 3—可调支撑模板 4—镗刀 5—镗杆图2 工装总图Figure 2 Tool general arrangement diagram
1—导套 2—螺母 3—端盖 4—挡环 5—定距环1 6—定距环2 7—导向键 8—轴承61844 9—螺钉M10×25 10—固定模板图3 固定模板装配图Figure 3 Fixed template mount

1—镗套 2—后支撑图4 可调支撑模板装配图Figure 4 Adjustable type supporting template mount
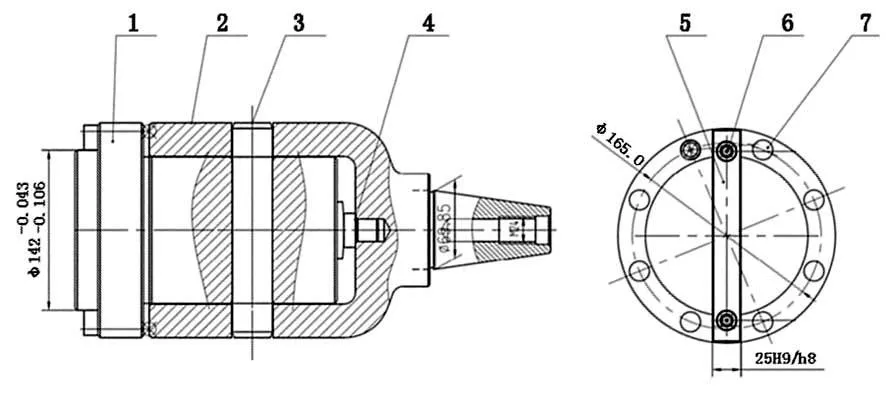
1—连接杆 2—锥柄 3—链接销 4—销 5—连接键 6—螺钉M10×25 7—螺钉M16×40图5 连接柄装配图Figure 5 Connecting handle assembly

图6 镗杆图Figure 6 Boring bar diagram
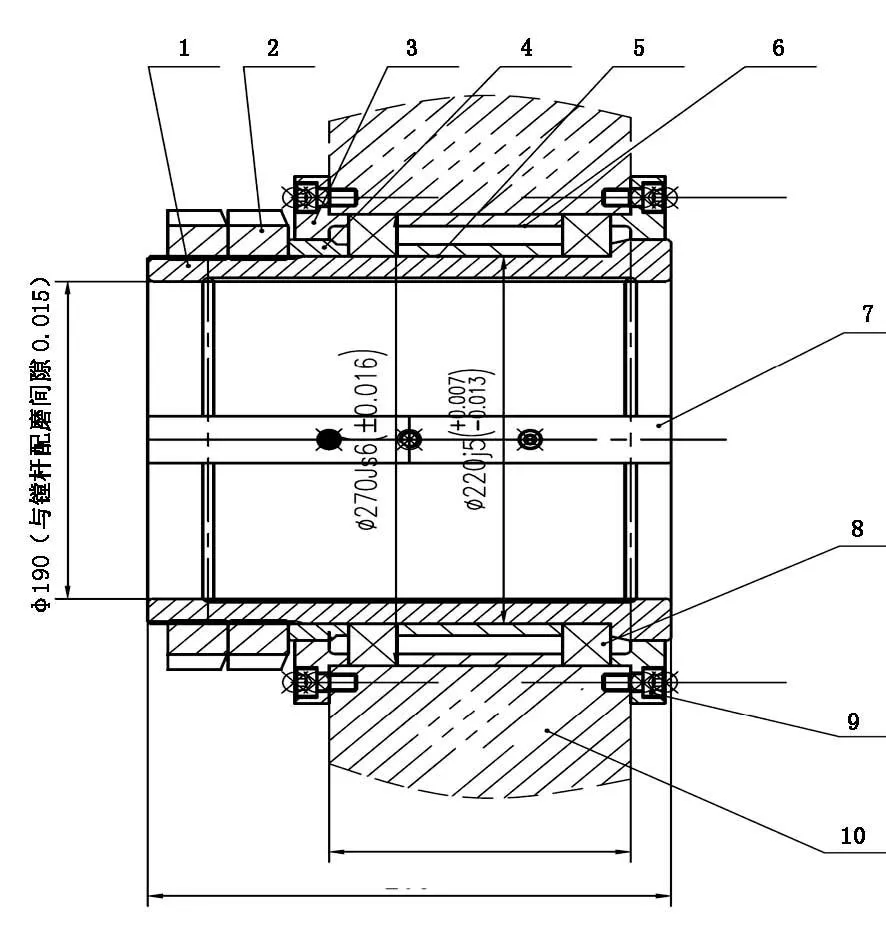
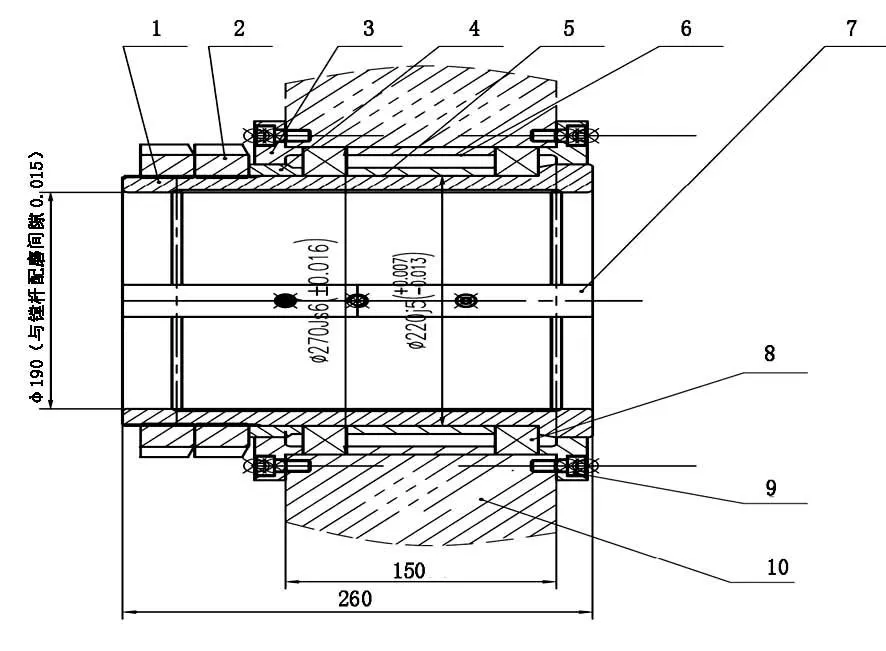
1—导套 2—螺母 3—端盖 4—挡环 5—定距环1 6—定距环2 7—导向键 8—轴承61844 9—螺钉M10×25 10—固定模板图7 镗套装配图Figure 7 Boring sleeve assembly
3机架的加工难点

4梅花孔主要精加工工艺
为解决梅花孔的精加工难题,我们专门设计了专用工装(见图2)、固定模板(见图3)和可调模板(见图4)。在TK6916A ∅160 mm卧式落地数控铣镗床上加工机架。
(1)所有平面先加工完,梅花孔半精加工R留量1.5 mm~2 mm,在孔两端面加工工艺孔后各安装1件有8个半精加工的完整孔的钢板,并配钻销孔,装入定位销;两端钢板与梅花孔留量一致并同加工,便于找正对刀及测量尺寸。按顺序吊装固定模板、镗杆、可调支撑模板,并采用三坐标跟踪仪配合进行梅花深孔加工。
(2)安装已加工好并装入镗套的固定模板,固定模板有8个已精加工的与机架梅花孔同中心距的完整孔。固定模板和镗套间采用滚动轴承配合(见图3)。
吊入工装镗杆,吊装已装入镗套的可调支撑模板(如图4),联接好工装镗杆至镗床主轴(主轴、滑枕预伸长量>1 800 mm)。工装镗杆与主轴间采用浮动连接(如图5)。
(3)工装镗杆采用空心结构,外圆氮化处理,沿长度方向有两个对称的导向键槽(如图6)。
(4)镗套(如图7)的导套(序号1)内孔(∅190 mm)与工装镗杆外圆尺寸配磨,保证间隙≤0.015 mm。镗套安装于模板内孔中,要求装配时控制轴承径向间隙并转动自如,装配后∅190 mm内孔跳动在0.01 mm内。
(5)在整个精加工过程中我们将借助三坐标跟踪测量仪进行跟踪检测以确定和控制每次的进刀量。
(6)依次精加工8个孔的尺寸到R(177.8+0.028)mm后,去除两端的模板及钢板。钳工打磨各圆弧相交处的尖点,使之圆滑过渡,然后再将模板固定在零件两端并用销子定位,研磨各梅花孔达要求。研磨棒采用球墨铸铁,分别做成不同精度的研磨棒,研磨棒外圆尺寸根据圆弧的实测尺寸配磨。粗研磨棒与零件是零对零或者是小过盈量,使用粗粒研磨膏;精研磨棒主要是提高孔的粗糙度,可使用细粒研磨膏。
5结论
我们用上述方法已成功加工了试验件,但在实际应用中需注意:
(1)由于工装镗杆本身较长,虽然采取了空心结构,但自重也达到了450 kg,且支点(轴承)间距较大为 2 349.1 mm,自身会产生弯曲下垂,可能会影响孔深中间部位的精加工尺寸。用材料力学公式计算镗杆最大弯曲量约为0.047 mm。
(2)精加工孔两端尺寸到位后测量孔中段实际最大偏差,若有必要在研磨工序前单独对孔中段进行一次光刀修复。
编辑傅冬梅

摘要:机架是不锈钢20辊冷轧机设备中的核心零件,其制造精度直接影响到轧辊的安装精度,进而影响成品钢板的尺寸精度。该零件的加工难点为对称分布的8个梅花形深孔,目前的加工机床无法直接加工达到设计要求精度,我们利用专用工装及辅助支撑在三坐标跟踪仪的实时跟踪检测配合下在镗床进行精加工,达到设计要求。
关键词:机架;梅花孔;精加工
Finish Machining Process Project of the Plum Blossom Hole for Frame
Chen Xiao, Li Kai
Abstract:The frame is one of key components of stainless steel 20 rollers cold rolling machine, its manufacturing precision affected installation precision of rollers directly, further influenced dimensional accuracy of finished plates. The machining difficulty of the frame was eight plum blossom deep holes which distributed symmetrically so that machining by present machine tool couldn′t accomplish design precision standard, therefore finish machining has been operated on boring machine by dealing with special tools and auxiliary supports with actual time track and detection of three coordinates tracker to satisfy design objective.
Key words:frame; plum blossom hole; finish machining
收稿日期:2014—06—20
中图分类号:TH16
文献标志码:B