曲轴单侧圆角滚压工艺及装置研究
2015-02-22李海国张小菊
李海国 张小菊
(滨州海得曲轴有限责任公司,山东256606)
曲轴单侧圆角滚压工艺及装置研究
李海国张小菊
(滨州海得曲轴有限责任公司,山东256606)
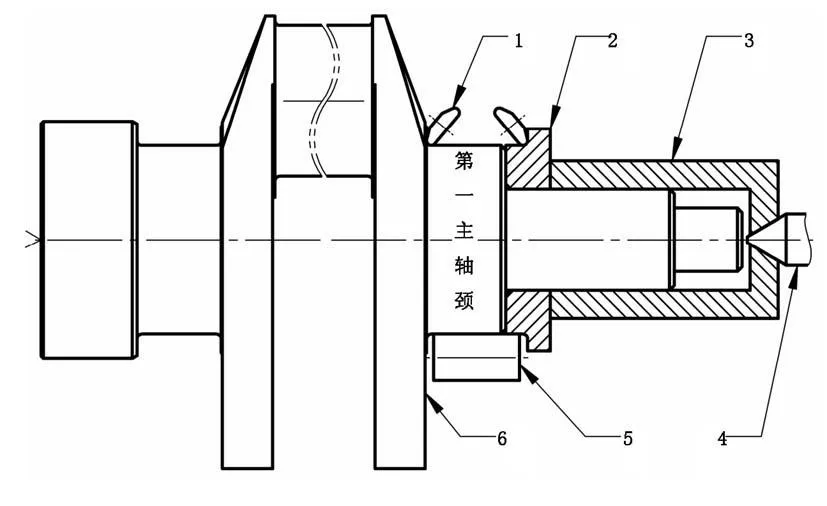
曲轴是发动机中的重要零件之一,其力学性能直接决定发动机的寿命。曲轴失效的形式一般有轴颈磨损和疲劳断裂两种。对于疲劳断裂,一般采用轴颈圆角滚压的方式提高其疲劳强度。图1所示的是曲轴圆角滚压装置结构简图,其核心部件是上滚压头和下滚压头,下滚压头主要对上滚压头的压力起支撑作用。工作原理为通过液压缸加压,上下滚压头夹紧曲轴进行滚压加工。由于是两个大小相同的滚轮对双侧圆角同时滚压,其轴向力相互抵消。但大多数曲轴第一主轴颈只有单侧圆角,如图2所示,滚压时两个滚轮只有一个滚压,另一个无落脚点,滚压无法实现平衡,因此,曲轴单侧圆角滚压实施起来比较困难。
本文根据曲轴第一主轴颈特点以及滚压机床的结构,考虑从曲轴加工工艺和增加辅助装置方面探索解决办法。共介绍了3种解决方案,实践证明,效果较好。
1曲轴第一主轴颈增加滚压工艺凸台
如图3所示,在曲轴第一主轴颈右侧增加工艺凸台,其圆角与滚轮圆角配套,单侧圆角转换为两个圆角,待滚压完毕后再将工艺凸台加工去除掉,这样可解决滚压平衡问题。
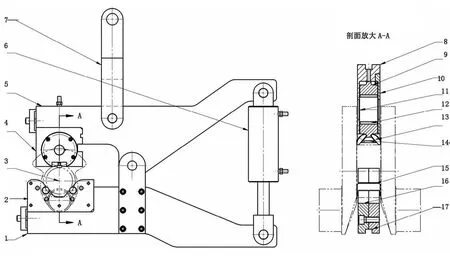
1—下压钳 2—下滚压头 3—工件曲轴 4—上滚压头 5—上压钳 6—液压缸 7—吊板 8—滚压体 9—导轮 10—端盖 11—芯轴 12—滚针轴承 13—滚轮 14—滚轮保持架 15—支撑滚柱 16—左支架 17—右支架图1 曲轴圆角滚压装置简图Figure 1 Illustrate of crankshaft fillet rolling device



图2 曲轴第一主轴颈示意图Figure 2 Schematic sketch of the first main journal for crankshaft
1—滚轮 2—平衡套 3—压紧套 4—顶尖 5—支撑滚柱 6—工件曲轴图4 曲轴增加辅助平衡套简图Figure 4 Schematic sketch of auxiliary balance sleeve added to crankshaft
该方案的优点是滚压过程稳定可靠,滚压效果非常好,无论简易滚压机还是全自动滚压机都非常适合。缺点一是在曲轴毛坯铸造时就必须考虑预留凸台;二是增加了额外的加工工时,加工成本增加。
2曲轴第一主轴颈安装辅助平衡套
为解决曲轴第一主轴颈滚压平衡问题,目前采用了一种辅助平衡套模式,如图4所示。
该滚压模式是在滚压前将平衡套套在曲轴小头轴颈上,然后套上压紧套,再用顶尖顶紧。由于增加了辅助平衡套,单侧圆角转换为两个圆角,滚压平衡问题得以解决。
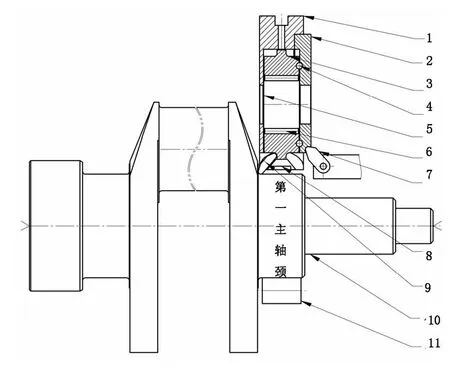
1—滚压体 2—端盖 3—导轮 4—推力轴承架 5—芯轴 6—滚针轴承 7—支撑块 8—滚轮保持架 9—滚轮 10—工件曲轴 11—支撑滚柱图5 曲轴滚压平衡专用装置1Figure 5 Crankshaft rolling balance special device 1

1—滚压体 2—端盖 3—导轮 4—推力轴承架 5—芯轴 6—滚针轴承 7—支撑轴 8—滚轮保持架 9—滚轮 10—工件曲轴 11—支撑滚柱图6 曲轴滚压平衡专用装置2Figure 6 Crankshaft rolling balance special device 2
该方案的优点是不增加任何曲轴加工成本即可完成滚压,是目前应用最多的滚压形式,滚压效果较好,适用于多头滚压机床。缺点是滚压压力大、机床顶尖顶紧力不够时,平衡套可能会打滑。
3曲轴第一主轴颈滚压平衡专用装置
该滚压平衡专用装置是集成在机床尾座系统上,上滚压头也有相应的结构改变。
有两种结构方式,这两种方式一般都应用在全自动曲轴滚压机床上。图5所示的液压平衡专用装置是在端盖上制作出一台肩,尾座顶尖顶紧曲轴后,滚压头夹紧曲轴时,尾座上的支撑块顺势支撑起滚压头端盖上台肩,从而平衡滚压头。由于缺少一滚轮,另一滚轮的滚压力传递给导轮形成较大的轴向力,为避免导轮侧面与端盖干摩擦,在导轮和端盖侧面各加工一沟槽,安装推力轴承架,有效地解决了干摩擦带来的负面作用。图6的结构几乎与图5相同,只是改用一平衡轴作支撑用,效果相同。以上两种方案均需控制曲轴轴向上料位置精度。
该方案的优点是不增加任何曲轴加工成本和辅助平衡套即可完成滚压,滚压效果较好,是全自动曲轴滚压机应用最多的滚压形式。缺点是滚压头结构复杂,不适合于简易滚压机。
4结论
(1)曲轴第一主轴颈单侧圆角滚压加工时,因存在非常大的轴向力直接滚压无法正常运行。
(2)曲轴第一主轴颈增加滚压工艺凸台的方案稳定可靠,滚压效果非常好,但加工成本增加。
(3)曲轴第一主轴颈滚压增加辅助平衡套是目前应用最广的方案,滚压效果较好,结构简单。
(4)曲轴滚压平衡专用装置适用于全自动曲轴圆角滚压机,滚压过程稳定,效果好,但滚压头结构复杂。
参考文献
[1]吴淑霞.数控曲轴圆角滚压机床的设计.机床与液压,2013(22).
[2]何军.滚压工艺在曲轴生产中问题解决实例.装备制造技术,2013(11).
[3]刘秋鹏.曲轴圆角滚压工艺.金属加工,2008(15).
[4]王三武.轿车曲轴圆角滚压机构的一种方案设计.制造技术与机床,2008(10).
[5]徐庆杰.汽车发动机曲轴圆角滚压工艺与常用刀具.现代零部件,2011(07).
工艺
摘要:从曲轴加工工艺和增加辅助装置方面考虑,介绍了几种曲轴单侧圆角滚压加工方案。
关键词:曲轴;圆角滚压;平衡套
Research on Crankshaft One Sided Fillet Rolling Process and Appliance
Li Haiguo, Zhang Xiaoju
Abstract:Regarding to crankshaft processing technique and added auxiliary appliance, several processing projects of crankshaft one sided fillet rolling have been described.
Key words:crankshaft; fillet rolling; balance sleeve
收稿日期:2014—05—21
中图分类号:TH16
文献标志码:B